International Journal of Emerging Trends & Technology in Computer Science (IJETTCS)
Web Site: www.ijettcs.org Email: editor@ijettcs.org, editorijettcs@gmail.com Volume 1, Issue 4, November December 2012 ISSN 2278-6856
Application of ANN to Predict Reinforcement Height of Weld Bead under Magnetic Field
R.P. Singh1, R.C. Gupta2, S.C. Sarkar3, K.G. Sharma4, 5P.K.S. Rathore
Mechanical Engineering Department, I.E.T., G.L.A. University Mathura, (U.P.)
2
Mechanical Engineering Department, I.E.T., Lucknow, (U.P.)
Mechanical Engineering Department, Kumaon Engineering College, Dwarahat, (Uttarakhand)
4
Computer Science Department, I.E.T., G.L.A. University, Mathura, (U.P.)
Mechanical Engineering Department, I.E.T., G.L.A. University Mathura, (U.P.) * Corresponding author: R.P. Singh;
Abstract: Reinforcement height is a significant physical
characteristic of a weldment which determines the quality of weld. Several welding parameters such as welding speed, welding current, voltage, and external magnetic field affect the reinforcement height of weld. Traditionally, an expert welder from his experience of trial and error selects a set of parameters that may yield fairly good results. However, the trial and error can be avoided, if a suitable automation tool can be developed, which could forecast the output from a set of desired parameters. Artificial neural networks (ANN) were applied to predict the reinforcement height of weld obtained in shielded metal arc welding of mild steel in an external magnetic field, produced by a bar magnet. Back-propagation neural networks algorithm has been followed to associate the welding process parameters with the reinforcement height. Some basic concepts relating to neural networks were explained as well as how they could be used to model reinforcement height in terms of the equipment parameters selected to produce the weld. Approaches to utilization of neural networks in process control were discussed as well. The performance of neural networks for modeling was presented and evaluated using actual welding data. It is concluded that the accuracy of neural networks modeling is fully comparable with the accuracy achieved by more traditional modeling schemes.
Keywords: Artificial Neural Networks, Back Propagation, Welding Parameter, Shielded metal arc welding.
1. INTRODUCTION
An Artificial Neural Network (ANN) is an information paradigm that works in the same way as the biological nervous systems work. It is composed of a large number of highly interconnected processing elements (neurons) working together to solve the given problems. In this Volume 1, Issue 4 November - December 2012
ANN system a set of inputs are applied, each representing the output of another neuron. Each neuron input X (n) is multiplied by a corresponding weight W (n) analogous to a synaptic strength, and all the weighted inputs are then summed to determine the activation level of the neuron. These products are simply added producing the result which is then fed through a transfer function producing the final output. This transfer function is often a sigmoid. Feed forward ANNs allow signals to travel one way only, from input to output but feedback networks can have signals travelling in both directions by introducing loops in the network. A trained neural network can be considered to be as an expert in the category of information for which it has been assigned to work. It can be used to provide projections given new situations of interest and answers what if questions. A major advantage of ANN approach is that the domain knowledge is distributed in the neurons and information processing is carried out in parallel distributed manner [1]. ANNs are highly parallel data processing tools capable of learning functional dependencies of data [2]. Being adaptive units they are capable to learn these complex relationships in any condition. This provides the capability to do "Black Box Modeling" with little or no prior knowledge of the function itself. ANNs can be used for nonlinear static-dynamic systems. In the shielded metal arc welding process a minor variation in the arc length i.e. even a few mm is sufficient to produce a very large fluctuation in arc voltage which may be beyond the allowable range of power source. The welding system is highly complicated and non linear system because of the non linear relationship between the arc voltages, current, welding speed, external magnetic field and reinforcement height. It is thus not easy to be modeled by conventional mathematical framework based approach. Artificial Neural Network may be beneficial for this. Numerous attempts have been recommended to develop Page 70
International Journal of Emerging Trends & Technology in Computer Science (IJETTCS)
Web Site: www.ijettcs.org Email: editor@ijettcs.org, editorijettcs@gmail.com Volume 1, Issue 4, November December 2012 ISSN 2278-6856
mathematical models relating input process parameters and weld bead geometry. Recently, Artificial Intelligence (AI) methods such as fuzzy logic, Artificial Neural Networks (ANN) and some expert system have been used as key techniques for monitoring and controlling welding processes. An ANN model was developed by Abdullah Alfaruk et al. to predict weld bead geometry and penetration by considering electrode diameter, current, voltage, travel speed; electrode feed rate, arc length and arc spread as influential factors for electric arc welding successfully [3]. ANN modeling has been chosen by its capability to solve complex and difficult problems. Kim et al. used multiple regression analysis and back propagation neural network in modeling bead height in metal arc welding [4]. They comprehended that the back propagation neural network is considerably more accurate than multiple regression. Nagesh and Datta reported that artificial neural networks are powerful tools for analysis and modeling. They applied back propagation neural network to predict weld bead geometry and penetration in shielded metal arc welding [5]. In present scenario, ANN models have been used by many researchers to understand and predict their targeted information This paper presents the development of neural network model to predict reinforcement height for various input process parameters in mild steel butt welding deposited by SMAW. Multilayer feed forward neural network was developed and it was trained using back propagation algorithm. The proposed learning algorithm for this system is the backpropagation learning algorithm. Back-propagation learning is a supervised learning where it needs to know the inputs and the desired outputs in advance. It later compares the actual output computed from the given inputs to the desired output and to calculate the error. The error is then propagated backwards through the network and weights are changed based on the back-propagation. neural networks depends upon, the number of hidden layers and number of neurons in the hidden layers. Hence, optimum structure is obtained by changing number of hidden layers and neurons by making many attempts. The appropriate neural networks structure was chosen by the trial and error method [4]. Feed forward artificial neural network structure was established by keeping four neurons in the input layer, two hidden layers having five neurons in each and one neuron in output layer using C++. It was trained with help of back propagation (BP) algorithm. BP is essentially stochastic approximation to nonlinear regression. Several researchers used BP to model welding processes and predicted welding parameters using NN. Twenty five sets of current, voltage, speed of welding and external magnetic field are used to find out the corresponding reinforcement height. Eighteen sets are used to train the ANN and remaining seven sets are used for testing purpose. The flow chart for the back, propagation algorithm is shown in figure 1.
2. METHODOLOGY OF ARTIFICIAL NEURAL NETWORK MODELING
Several industrial processes are non-linear, complex and many input variables are involved in processes. The mathematical models cannot give closer approach to describe the behavior of the processes. ANNs are easy to understand, cost effective and have the capability of learning from examples and are used in many industrial application. ANN model has been developed for general application consisting of the following steps: (i) Database collection, (ii) pre-processing of input/output data, (iii) design and training of neural network, (iv) testing of trained network, (v) post processing and (vi) use trained network for prediction [6]. The arrangement of neurons into layer and the connection pattern within and between the layers are called as network architecture. The architecture is consisted of three parts: (i) Input layer receives the welding parameters, (ii) Hidden layers considered as block boxes and (iii) Output layer obtaining the values of bead geometry. The performance of the Volume 1, Issue 4 November - December 2012
Figure-1 Flow chart for the back propagation neural network
3. FORMULATION ALGORITHM
USING
BACK PROPAGATION
A neural network can be utilized to perform a particular work by using certain procedures. The back propagation (BP) algorithm is one of the supervised training algorithms for multilayered feed forward neural networks [7] and [8]. The used algorithm for back propagation is given below: STEP 1: Normalize the inputs and outputs with respect to their maximum values. For each training pair, assume that there are l inputs and n outputs in normalized forms. STEP 2: Assume the number of neurons in the hidden layer to be in between l and 2l. Xi represents the neuron to input layer, yi represents that of output of input layer, yis represents the sigmoidal output of input layer which is Page 71
International Journal of Emerging Trends & Technology in Computer Science (IJETTCS)
Web Site: www.ijettcs.org Email: editor@ijettcs.org, editorijettcs@gmail.com Volume 1, Issue 4, November December 2012 ISSN 2278-6856
also input to the first hidden layer, Yi represents the neurons of output of first hidden layer and Yis represents that of sigmoidal output of first hidden layer which is also input to the second hidden layer. Zi represents the neurons of output layer and Zis represents that of sigmoidal output of output layer. STEP 3: [W], [V] and [U] represent the weights of synapses connecting input neurons to first hidden neurons, first hidden neurons to second hidden neurons and second hidden neurons to output neurons respectively. Sigmoidal gain is assumed as 1 and threshold value is taken as zero. Momentum coefficient is assumed to be zero.
and here is known as learning rate coefficient. STEP 15: calculate new values of weights as New Old New Old New Old
STEP 16: Check whether the required number of
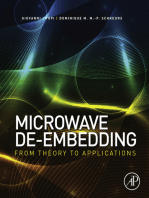
iterations have been completed. If yes, then this indicates that the modified weights are obtained and the training of data is completed. If no, then follow step 5. In training, it is essential to balance the importance of each parameter; hence the data must be normalized. Since, neural networks work better in the range of 0 to 1 [9], the input and output vector values are converted in the range of 0 to 1 using the following equation. Where Xn = normalized value, X= actual input (or output) value, Xmax = Maximum value of the inputs (or outputs), Xmin=Minimum value of the inputs (or outputs). The designed neural networks structure was 4-55-1 (3 neurons in input layer, 5 neurons in both hidden layers and 1 neuron in output layer). Proposed feed forward neural network architecture is shown in figure 2 [10]. Non-linearity and input-output mapping are the useful complement in neural networks. Hence, it has been adapted to model the input-output relation of nonlinearity and interconnected system. Table 1: Data for Training and Prediction
STEP4: To train data, present one set of inputs and
outputs. Present the inputs to the input layer. The output of the input layer may be evaluated as STEP 5: Compute the inputs to the first hidden layer by multiplying corresponding weights of synapses as
STEP 6: Write the output of the first hidden layer as a
sigmoidal function as This is the input for second hidden layer. STEP 7: Compute the outputs to the second hidden layer by multiplying corresponding weights of synapses as
STEP 8: Write the output of the second hidden layer as a
sigmoidal function as This is the input for output layer. STEP 9: Compute the outputs to the output layer by multiplying corresponding weights of synapses as
STEP 10: Let the output layer units evaluate the output
using sigmoidal function as This is the network output STEP11: Calculate the error and the difference between the network output and the desired output as for the ith training set as This error is used for back propagation calculation work in second hidden layer. STEP 12: Calculate the error for output and second hidden layer for the ith training set as This error is used for back propagation calculation work in second hidden layer. STEP 13: Calculate the error for second hidden layer and input layerfor the ith training set as This error is used for back propagation calculation work in first hidden layer. STEP 14: Calculate small changes in weight values as Volume 1, Issue 4 November - December 2012
Data for Trai ning
Seri al Num ber
Curr ent (A)
Volt age (V)
Welding Speed (mm/min )
Magnetic Field (Gauss)
Reinforce ment height
1.13
90
24
40
2 3 4 5 6 7 8 9 10 11
90 90 90 90 95 95 95 95 95 100
24 24 24 24 20 21 22 23 24 22
40 40 40 40 60 60 60 60 60 40
20 40 60 80 60 60 60 60 60 40
1.13 1.14 1.11 1.09 1.06 1.07 1.09 1.11 1.12 1.17
Page 72
International Journal of Emerging Trends & Technology in Computer Science (IJETTCS)
Web Site: www.ijettcs.org Email: editor@ijettcs.org, editorijettcs@gmail.com Volume 1, Issue 4, November December 2012 ISSN 2278-6856
12 13 14 15 16 100 100 90 95 100 22 22 20 20 20 60 80 80 80 80 40 40 20 20 20 1.13 17 105 20 80 20 1.08 18 110 20 80 20 1.14 Data for 1 Predi ction 90 23 40 0 1.15 1.11 1.06 1.09 1.11
Figure 2 Feed-forward neural network (4-5-5-1) architecture
4. RESULTS
1.11 2 95 22 60 40 1.04 3 95 21 80 60 1.16 4 100 24 40 40 1.14 5 105 21 60 40 1.13 6 105 22 60 20 1.10 7 110 21 60 20
Table-2 depicted the measured reinforcement height from the experiment and predicted output values using artificial neural feed forward network. The measured and predicted output values are close to each other as the maximum percentage error in prediction is 3.54, which is very less and even it can be reduced by increasing the number of iterations and hidden layers. The aim of this paper shows the possibility of the use of neural network to predict the weld bead geometry.
5. DISCUSSION / ANALYSIS
Reinforcement heights of all the joints were evaluated and they were presented in table 1 [11]. The magnetic field had almost no effect on reinforcement height if it was changed in between 0 and 40 gauss, and after this the reinforcement height decreased if magnetic field was increased upto 80 gauss which was our investigation range. If the magnetic field was increased from 40 gauss to 60 gauss the reinforcement height decreased from 1.14 mm to 1.11 mm and if it was increased from 60 gauss to 80 gauss the reinforcement height decreased from 1.11 mm to 1.09 mm. If the speed of welding was increased from 40 mm/ min to 80 mm/min the reinforcement height continuously decreased. Increment in voltage from 20 to 24V, increased the reinforcement height from 1.06 mm to1.12 mm. if the increment in current was from 90 A to 110 A, the reinforcement height of weld generally.
Table 2: Measured and Predicted Values with percentage Error
S. N. Cur ren t (A) Volt age (V) Wel ding Spee d (mm /min )
40 60 80 40 60 60 60
Magn etic Field (Gaus s)
Reinf orce ment heigh t(mm ) Meas ured
1.14 1.11 1.04 1.16 1.14 1.13 1.10
Reinf orce ment heigh t (mm) Predi cted
1.10 1.08 1.06 1.14 1.11 1.09 1.08
Reinf orce ment heigh t% age
1 2 3 4 5 6 7
90 95 95 100 105 105 110
23 22 21 24 21 22 21
0 40 60 40 40 20 20
-3.51 -2.70 +1.92 -1.72 -2.63 -3.54 -1.82
6. CONCLUSION
The experimental analysis confirms that, artificial neural networks are power tools for analysis and modeling. Results revealed that an artificial neural network is one of the alternatives methods to predict the weld-bead geometry. Hence it can be proposed for real time work environment. Based on the experimental work and the Page 73
Volume 1, Issue 4 November - December 2012
International Journal of Emerging Trends & Technology in Computer Science (IJETTCS)
Web Site: www.ijettcs.org Email: editor@ijettcs.org, editorijettcs@gmail.com Volume 1, Issue 4, November December 2012 ISSN 2278-6856
neural network modeling the following conclusions are drawn: (1) A strong joint of mild steel is found to be produced in this work by using the SMAW technique. (2) If amperage is increased reinforcement height generally increases. (3) If voltage of the arc is increased reinforcement height generally increases. (4) If travel speed is increased reinforcement height of weld generally decreases. (5) If magnetic field is increased reinforcement height of weld generally decreases. (6) Artificial neural networks based approaches can be used successfully for predicting the output parameters like weld width, reinforcement height and depth of penetration of weld. However the error is rather high as in some cases in predicting reinforcement height it is more than 3 percent. Increasing the number of hidden layers and iterations can minimize this error. [10] R.P. Singh et al., Application of Artificial Neural Network to Analyze and Predict the Mechanical Properties of Shielded Metal Arc Welded Joints under the Influence of External Magnetic Field, International Journal of Engineering Research & Technology (IJERT), pp. 1-12, Vol. 8, Issue 1, October, 2012. [11] R.P. Singh et al., Prediction of Weld Bead Geometry in Shielded Metal Arc Welding under External Magnetic Field using Artificial Neural Networks , International Journal of Manufacturing Technology and Research, Vol. 8 number 1, pp. 915, 2012. AUTHOR Rudra pratap singh received the B.E. degree in Mechanical Engineering from MMMEC Gorakhpur in 1992 and the M.Tech. degree in mechanical Engineering in 2009 from UPTU Lucknow. During 1992 to 1999 he worked in Jindal Group as a quality control engineer, from 1999 to till date he is working in GLA group (now GLA University) Mathura as a faculty in Mechanical Engineering Department. He is pursuing Ph. D. (Registered in, March, 2010) from Uttarakhand Technical University, Dehradun. He has published three papers in international journals and three papers in national conferences.
REFERENCES
[1] A. Narendranath Udapa et al., An ANN based Approach for voltage stability Assessment. International conf. on Computer Applications in electrical engineering recent advances, pp: 666-670, 1997. [2] Task force 38-06-06 of study committee 38, Artificial Neural Networks for Power Systems. Electra No.159, pp: 78-101, 1995. [3] Al-faruk Abdullah et al, Prediction of Weld Bead Geometry and Penetration in Electric Arc Welding using Artificial Neural Networks. Int. Jour. of Mech. & Mechatronics Engg 10 No: 04. [4] L.S. Kim et al., Comparison of multiple regression and back propagation neural network approaches in modeling top bead height of multi-pass gas metal arc welds. Sci. & Tech.of welding and joining, 8(5), pp. 347-352, 2003.. [5] D.S. Nagesh and G.L. Datta,. Prediction of weld bead geometry and penetration in shielded arc welding using artificial neural networks. Journal of Matr. Proc. Tech, 123(2) pp. 303-312, 2002 . [6] Y. K. Yousif et al.,. Prediction of Friction Stir Weldingm Characteristic Using Neural Network. jourdan journal of. mech & Indus. Engg. 2, pp. 151155, 2008 . [7] Valluru Rao and Hayagriva Rao, C++ Neural Networks and Fuzzy Logic BPB Publications, First Indian Edition, 1996. [8] S. Y. Kung, Digital Neural Networks. Englewood Cliffs, NJ, Prentice-Hall, 1993. [9] Rajasekaran and G.A. Vijayalakshmi,. Neural Networks, Fuzzy Logic and Genetic Algorithms Synthesis and Applications. Prentice Hall of India, 2003 .
Volume 1, Issue 4 November - December 2012
Page 74
Anda mungkin juga menyukai
- M. Tech. Process Control and Instrumentation EngineeringDokumen31 halamanM. Tech. Process Control and Instrumentation EngineeringManikandan MohanBelum ada peringkat
- Deep Learning Fake NewsDokumen77 halamanDeep Learning Fake Newshawariya abelBelum ada peringkat
- Your Digital AfterlivesDokumen273 halamanYour Digital AfterlivesVitor Moura Visoni100% (1)
- Designing A Neural Network For Forecasting Financial and Economic Time SerieDokumen22 halamanDesigning A Neural Network For Forecasting Financial and Economic Time SerieFaisal KhalilBelum ada peringkat
- Seminar Report ANNDokumen21 halamanSeminar Report ANNkartik143100% (2)
- AI Better FutureDokumen128 halamanAI Better FutureAndy K100% (1)
- Artificial Neural Network Seminar ReportDokumen15 halamanArtificial Neural Network Seminar ReportNeha Singh50% (2)
- Design and Detection of Fruits and Vegetable Spoiled Detetction SystemDokumen8 halamanDesign and Detection of Fruits and Vegetable Spoiled Detetction SystemInternational Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- Impact of Covid-19 On Employment Opportunities For Fresh Graduates in Hospitality &tourism IndustryDokumen8 halamanImpact of Covid-19 On Employment Opportunities For Fresh Graduates in Hospitality &tourism IndustryInternational Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- Evaluation of Dump Slope Stability of A Coal Mine Using Artificial Neuralnetwork 2168 9806 1000128Dokumen5 halamanEvaluation of Dump Slope Stability of A Coal Mine Using Artificial Neuralnetwork 2168 9806 1000128Abhijeet Dutta100% (1)
- Selecting An Artificial Neural Network For Efficient Modeling and Accurate Simulation of The Milling ProcessDokumen12 halamanSelecting An Artificial Neural Network For Efficient Modeling and Accurate Simulation of The Milling ProcessДраган РодићBelum ada peringkat
- Neural Networks May Be Future Help For RF/Microwave DesignersDokumen4 halamanNeural Networks May Be Future Help For RF/Microwave DesignersPatrick JüschkeBelum ada peringkat
- Neural Network Prediction forRectangularR - CExteriorEdgeColumnSubjectedtoTorsionEffectDokumen16 halamanNeural Network Prediction forRectangularR - CExteriorEdgeColumnSubjectedtoTorsionEffectOrhan YanyatmazBelum ada peringkat
- Materials & DesignDokumen10 halamanMaterials & DesignNazli SariBelum ada peringkat
- Artificial Intelligence in Mechanical Engineering: A Case Study On Vibration Analysis of Cracked Cantilever BeamDokumen4 halamanArtificial Intelligence in Mechanical Engineering: A Case Study On Vibration Analysis of Cracked Cantilever BeamShubhamBelum ada peringkat
- Neural Network Seminar ReportDokumen17 halamanNeural Network Seminar ReportJainendra SinghBelum ada peringkat
- Neural Network Controller For Power Electronics CircuitsDokumen7 halamanNeural Network Controller For Power Electronics CircuitsIAES IJAIBelum ada peringkat
- Modeling and Signal Integrity Analysis of RRAM-Based Neuromorphic Chip Crossbar Array Using Partial Equivalent Element Circuit (PEEC) MethodDokumen11 halamanModeling and Signal Integrity Analysis of RRAM-Based Neuromorphic Chip Crossbar Array Using Partial Equivalent Element Circuit (PEEC) MethodツギハギスタッカートBelum ada peringkat
- Editorial Artificial Neural Networks To Systems, Man, and Cybernetics: Characteristics, Structures, and ApplicationsDokumen7 halamanEditorial Artificial Neural Networks To Systems, Man, and Cybernetics: Characteristics, Structures, and Applicationsizzul_125z1419Belum ada peringkat
- PXC 3886594Dokumen6 halamanPXC 3886594Lionel LapuzBelum ada peringkat
- 10 1109@iceaa 2019 8879110Dokumen4 halaman10 1109@iceaa 2019 8879110abdallahmussa199602Belum ada peringkat
- EM ML SurveyDokumen4 halamanEM ML SurveysomedoodBelum ada peringkat
- Artificial Neural Network in Rapid PrototypingDokumen9 halamanArtificial Neural Network in Rapid Prototypingpurushothaman sinivasanBelum ada peringkat
- Material RemovalDokumen10 halamanMaterial RemovalIAEME PublicationBelum ada peringkat
- Amaitik WESIC2003 PaperDokumen8 halamanAmaitik WESIC2003 PaperSalehBelum ada peringkat
- Simple Hardware Implementation of Neural Networks For Instruction in Analog ElectronicsDokumen12 halamanSimple Hardware Implementation of Neural Networks For Instruction in Analog ElectronicsGeraud Russel Goune ChenguiBelum ada peringkat
- Prediction Concrete Strength Neuronal NetworkDokumen6 halamanPrediction Concrete Strength Neuronal NetworkolazagutiaBelum ada peringkat
- Vasilic2005Dokumen9 halamanVasilic2005fernando ceballosBelum ada peringkat
- Ijciet: International Journal of Civil Engineering and Technology (Ijciet)Dokumen6 halamanIjciet: International Journal of Civil Engineering and Technology (Ijciet)IAEME PublicationBelum ada peringkat
- Direct Self Control of Induction Motor Based On Neural NetworkDokumen9 halamanDirect Self Control of Induction Motor Based On Neural NetworksethukumarkBelum ada peringkat
- Application of Artificial Neural Network (ANN) Technique For The Measurement of Voltage Stability Using FACTS Controllers - ITDokumen14 halamanApplication of Artificial Neural Network (ANN) Technique For The Measurement of Voltage Stability Using FACTS Controllers - ITpradeep9007879Belum ada peringkat
- Quality Prediction in Object Oriented System by Using ANN: A Brief SurveyDokumen6 halamanQuality Prediction in Object Oriented System by Using ANN: A Brief Surveyeditor_ijarcsseBelum ada peringkat
- Power System Planning and Operation Using Artificial Neural NetworksDokumen6 halamanPower System Planning and Operation Using Artificial Neural NetworksInternational Journal of computational Engineering research (IJCER)Belum ada peringkat
- Neural Network Model Predictive Control of Nonlinear Systems Using Genetic AlgorithmsDokumen10 halamanNeural Network Model Predictive Control of Nonlinear Systems Using Genetic AlgorithmsNishant JadhavBelum ada peringkat
- Neural Network Based RCC Column Design 771Dokumen6 halamanNeural Network Based RCC Column Design 771aiyubpatniBelum ada peringkat
- MAC For ANN Using VerilogDokumen6 halamanMAC For ANN Using VerilogJayant SinghBelum ada peringkat
- Speed Estimation of An Asynchronous Motor With Feed Forward Neural NetworkDokumen7 halamanSpeed Estimation of An Asynchronous Motor With Feed Forward Neural NetworkIJRASETPublicationsBelum ada peringkat
- (2018) Probabilistic Damage Detection of A Steel Truss Bridge Model by Optimally Designed Bayesian Neural NetworkDokumen16 halaman(2018) Probabilistic Damage Detection of A Steel Truss Bridge Model by Optimally Designed Bayesian Neural NetworkTao YinBelum ada peringkat
- Unconventional Manufacturing TechniquesDokumen27 halamanUnconventional Manufacturing TechniquesSathya NarayananBelum ada peringkat
- Define The ProblemDokumen10 halamanDefine The ProblemmohammedelshafieBelum ada peringkat
- Application of Artificial Neural Network For Path Loss Prediction in Urban Macrocellular EnvironmentDokumen6 halamanApplication of Artificial Neural Network For Path Loss Prediction in Urban Macrocellular EnvironmentAJER JOURNALBelum ada peringkat
- Santhosh HJ ShivaprakashDokumen8 halamanSanthosh HJ Shivaprakashdesombre ebokoBelum ada peringkat
- Calculation of Semicircular Arch Natural Frequency Using Artificial Neural NetworksDokumen9 halamanCalculation of Semicircular Arch Natural Frequency Using Artificial Neural NetworksFoolad GharbBelum ada peringkat
- Classification Using Neural Network & Support Vector Machine For Sonar DatasetDokumen4 halamanClassification Using Neural Network & Support Vector Machine For Sonar DatasetseventhsensegroupBelum ada peringkat
- Esmaeili - 2013 - Lab Scalle Drill-String Vibration MeasurmentDokumen9 halamanEsmaeili - 2013 - Lab Scalle Drill-String Vibration MeasurmentAzri HamimBelum ada peringkat
- Classification of Faults in A Transmission Line Using Artificial Neural NetworkDokumen5 halamanClassification of Faults in A Transmission Line Using Artificial Neural Networkdavid CameloBelum ada peringkat
- Fault Identification System For Electric Power Transmission Lines Using Artificial Neural NetworksDokumen8 halamanFault Identification System For Electric Power Transmission Lines Using Artificial Neural NetworksPeter MbamaluikemBelum ada peringkat
- Prediction of Process Parameters For Optimal Material Removal Rate Using Artificial Neural Network (ANN) TechniqueDokumen7 halamanPrediction of Process Parameters For Optimal Material Removal Rate Using Artificial Neural Network (ANN) TechniqueKrishna MurthyBelum ada peringkat
- Neural Network Model Predictive Control of Nonlinear Systems Using Genetic AlgorithmsDokumen10 halamanNeural Network Model Predictive Control of Nonlinear Systems Using Genetic Algorithmszaihry fuentesBelum ada peringkat
- Audio Signal Processing by Neural NetworksDokumen34 halamanAudio Signal Processing by Neural NetworksLon donBelum ada peringkat
- Pattern Recognition System Using MLP Neural Networks: Sarvda Chauhan, Shalini DhingraDokumen4 halamanPattern Recognition System Using MLP Neural Networks: Sarvda Chauhan, Shalini DhingraIJERDBelum ada peringkat
- Application of Neural Network To Load Forecasting in Nigerian Electrical Power SystemDokumen5 halamanApplication of Neural Network To Load Forecasting in Nigerian Electrical Power SystemAmine BenseddikBelum ada peringkat
- Electronics 07 00396 PDFDokumen13 halamanElectronics 07 00396 PDFJesus EnriquezBelum ada peringkat
- Back Propagation Neural NetworkDokumen10 halamanBack Propagation Neural NetworkAhmad Bisyrul HafiBelum ada peringkat
- Optimal Design Prediction of Singly Reinforced Concrete Beam Steel Using Artificial Neural NetworkDokumen7 halamanOptimal Design Prediction of Singly Reinforced Concrete Beam Steel Using Artificial Neural NetworksrijanBelum ada peringkat
- Weekly Wimax Traffic Forecasting Using Trainable Cascade-Forward Backpropagation Network in Wavelet DomainDokumen6 halamanWeekly Wimax Traffic Forecasting Using Trainable Cascade-Forward Backpropagation Network in Wavelet DomainInternational Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- Implementation of Deep Neural Network Using VLSI BDokumen8 halamanImplementation of Deep Neural Network Using VLSI BKhang Truong NguyenBelum ada peringkat
- (I Articulo) 2014 Application-Of-Artificial-Neural-Network-In-Predicting-The-Weld-Quality-Of-A-Tungsten-Inert-Gas-Welded-Mild-Steel-Pipe-Joint PDFDokumen9 halaman(I Articulo) 2014 Application-Of-Artificial-Neural-Network-In-Predicting-The-Weld-Quality-Of-A-Tungsten-Inert-Gas-Welded-Mild-Steel-Pipe-Joint PDFEsteban MerinoBelum ada peringkat
- Article NNOptimizationDokumen8 halamanArticle NNOptimizationAmrou AkroutiBelum ada peringkat
- Neural NetworkDokumen6 halamanNeural NetworkMuhammed Cihat AltınBelum ada peringkat
- An Expert System For Fault Diagnosis in Internal Combustion Engines Using Probability Neural NetworkDokumen2 halamanAn Expert System For Fault Diagnosis in Internal Combustion Engines Using Probability Neural Networksriblue7Belum ada peringkat
- Vulnerability Assessment of A Large Sized Power System Using Neural Network Considering Various Feature Extraction MethodsDokumen10 halamanVulnerability Assessment of A Large Sized Power System Using Neural Network Considering Various Feature Extraction MethodsMarysol AyalaBelum ada peringkat
- Design and Simulation of Op-Amp Based Neuron CircuitDokumen7 halamanDesign and Simulation of Op-Amp Based Neuron CircuitIJRASETPublicationsBelum ada peringkat
- Redes Superalloys - 1996 - 417 - 424 PDFDokumen8 halamanRedes Superalloys - 1996 - 417 - 424 PDFmirian motta MeloBelum ada peringkat
- Deep Learning with Python: A Comprehensive Guide to Deep Learning with PythonDari EverandDeep Learning with Python: A Comprehensive Guide to Deep Learning with PythonBelum ada peringkat
- Detection of Malicious Web Contents Using Machine and Deep Learning ApproachesDokumen6 halamanDetection of Malicious Web Contents Using Machine and Deep Learning ApproachesInternational Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- Study of Customer Experience and Uses of Uber Cab Services in MumbaiDokumen12 halamanStudy of Customer Experience and Uses of Uber Cab Services in MumbaiInternational Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- THE TOPOLOGICAL INDICES AND PHYSICAL PROPERTIES OF n-HEPTANE ISOMERSDokumen7 halamanTHE TOPOLOGICAL INDICES AND PHYSICAL PROPERTIES OF n-HEPTANE ISOMERSInternational Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- Soil Stabilization of Road by Using Spent WashDokumen7 halamanSoil Stabilization of Road by Using Spent WashInternational Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- Analysis of Product Reliability Using Failure Mode Effect Critical Analysis (FMECA) - Case StudyDokumen6 halamanAnalysis of Product Reliability Using Failure Mode Effect Critical Analysis (FMECA) - Case StudyInternational Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- The Mexican Innovation System: A System's Dynamics PerspectiveDokumen12 halamanThe Mexican Innovation System: A System's Dynamics PerspectiveInternational Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- Staycation As A Marketing Tool For Survival Post Covid-19 in Five Star Hotels in Pune CityDokumen10 halamanStaycation As A Marketing Tool For Survival Post Covid-19 in Five Star Hotels in Pune CityInternational Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- A Comparative Analysis of Two Biggest Upi Paymentapps: Bhim and Google Pay (Tez)Dokumen10 halamanA Comparative Analysis of Two Biggest Upi Paymentapps: Bhim and Google Pay (Tez)International Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- An Importance and Advancement of QSAR Parameters in Modern Drug Design: A ReviewDokumen9 halamanAn Importance and Advancement of QSAR Parameters in Modern Drug Design: A ReviewInternational Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- Synthetic Datasets For Myocardial Infarction Based On Actual DatasetsDokumen9 halamanSynthetic Datasets For Myocardial Infarction Based On Actual DatasetsInternational Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- Performance of Short Transmission Line Using Mathematical MethodDokumen8 halamanPerformance of Short Transmission Line Using Mathematical MethodInternational Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- Swot Analysis of Backwater Tourism With Special Reference To Alappuzha DistrictDokumen5 halamanSwot Analysis of Backwater Tourism With Special Reference To Alappuzha DistrictInternational Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- Design and Manufacturing of 6V 120ah Battery Container Mould For Train Lighting ApplicationDokumen13 halamanDesign and Manufacturing of 6V 120ah Battery Container Mould For Train Lighting ApplicationInternational Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- A Deep Learning Based Assistant For The Visually ImpairedDokumen11 halamanA Deep Learning Based Assistant For The Visually ImpairedInternational Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- Anchoring of Inflation Expectations and Monetary Policy Transparency in IndiaDokumen9 halamanAnchoring of Inflation Expectations and Monetary Policy Transparency in IndiaInternational Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- Ijaiem 2021 01 28 6Dokumen9 halamanIjaiem 2021 01 28 6International Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- The Effect of Work Involvement and Work Stress On Employee Performance: A Case Study of Forged Wheel Plant, IndiaDokumen5 halamanThe Effect of Work Involvement and Work Stress On Employee Performance: A Case Study of Forged Wheel Plant, IndiaInternational Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- AI Lecture 1 IntroductionDokumen35 halamanAI Lecture 1 IntroductionMarwo AbdirashedBelum ada peringkat
- Neural Networks and CNNDokumen25 halamanNeural Networks and CNNcn8q8nvnd5Belum ada peringkat
- Leitner-Stiefmueller2019 Chapter DisruptiveTechnologiesAndThePuDokumen38 halamanLeitner-Stiefmueller2019 Chapter DisruptiveTechnologiesAndThePuLuis Miguel Aznar RubioBelum ada peringkat
- Chord Detection Using Deep LearningDokumen8 halamanChord Detection Using Deep LearningEugene QuahBelum ada peringkat
- Towards Combining Data Prediction and Internet of Things To Manage Milk Production On Dairy CowsDokumen13 halamanTowards Combining Data Prediction and Internet of Things To Manage Milk Production On Dairy Cowsfarhan abubakarBelum ada peringkat
- A Dynamic Analysis of Beauty PremiumDokumen56 halamanA Dynamic Analysis of Beauty PremiumRohit DBelum ada peringkat
- Machine Learning For IoT ReportDokumen46 halamanMachine Learning For IoT ReportAl KirBelum ada peringkat
- Satellite Image Segmentation With Convolutional Neural Networks (CNN)Dokumen4 halamanSatellite Image Segmentation With Convolutional Neural Networks (CNN)Mattia Martinelli100% (1)
- FX Trading Via Recurrent Reinforcement Learning - C Gold - California Institute of TechnologyDokumen8 halamanFX Trading Via Recurrent Reinforcement Learning - C Gold - California Institute of Technologydarreal53Belum ada peringkat
- Keller 01 NaturalnessDokumen12 halamanKeller 01 Naturalnesseric.keller8028Belum ada peringkat
- Real-Time Vibration-Based Structural Damage Detection Using One-Dimensional Convolutional Neural NetworksDokumen17 halamanReal-Time Vibration-Based Structural Damage Detection Using One-Dimensional Convolutional Neural Networksjj zhuBelum ada peringkat
- Advanced Deep Learning Questions - ChatGPTDokumen13 halamanAdvanced Deep Learning Questions - ChatGPTLily LaurenBelum ada peringkat
- Selected Abstracts: SR No. Computer ScienceDokumen6 halamanSelected Abstracts: SR No. Computer ScienceSai KrishnaBelum ada peringkat
- A Review of Intrusion Detection System Using Neural Network and Machine Learning TechniqueDokumen10 halamanA Review of Intrusion Detection System Using Neural Network and Machine Learning TechniquebnitirBelum ada peringkat
- CS781 Lecture1Dokumen31 halamanCS781 Lecture1Geethika ChamanaBelum ada peringkat
- ANN 3 - PerceptronDokumen56 halamanANN 3 - PerceptronNwwar100% (1)
- Neural Correlates of Action Video Game Experience in A Visuospatial Working Memory TaskDokumen10 halamanNeural Correlates of Action Video Game Experience in A Visuospatial Working Memory Taskincredible soulBelum ada peringkat
- Syllabus - DS600Dokumen13 halamanSyllabus - DS600vigneshBelum ada peringkat
- Pazikadin 2020Dokumen13 halamanPazikadin 2020ekaBelum ada peringkat
- Cse Btech IV Yr Vii Sem Scheme Syllabus July 2022Dokumen25 halamanCse Btech IV Yr Vii Sem Scheme Syllabus July 2022Ved Kumar GuptaBelum ada peringkat
- Anna University UG PG Project FormatDokumen69 halamanAnna University UG PG Project Formatramya2212Belum ada peringkat
- Song Feature Proliferation - The Cancer in StyleGAN and Its Treatments ICCV 2023 PaperDokumen11 halamanSong Feature Proliferation - The Cancer in StyleGAN and Its Treatments ICCV 2023 PaperZicong JiangBelum ada peringkat
- Master of Science-Computer Science-SyllabusDokumen22 halamanMaster of Science-Computer Science-SyllabusManish MittalBelum ada peringkat
- Comparative Analysis of Supervised Machine LearninDokumen10 halamanComparative Analysis of Supervised Machine LearninHainsley EdwardsBelum ada peringkat
- Why Does Unsupervised Deep Learning Work? - A Perspective From Group TheoryDokumen14 halamanWhy Does Unsupervised Deep Learning Work? - A Perspective From Group TheoryMichael ChiuBelum ada peringkat
- ANN Deep Learning Course Structure AUG-DEC2023Dokumen1 halamanANN Deep Learning Course Structure AUG-DEC2023blend.saketkumarBelum ada peringkat