Anda mungkin juga menyukai
- Kawasaki KX125 KX250 Service Manual Repair 1999 2000 2001 2002 99924 1244 04Dokumen260 halamanKawasaki KX125 KX250 Service Manual Repair 1999 2000 2001 2002 99924 1244 04Grzegorz Korus70% (10)
- KX125 KX250 94-98 Service ManualDokumen304 halamanKX125 KX250 94-98 Service ManualKidKawie89% (18)
- KX125 KX250 94-98 Service ManualDokumen304 halamanKX125 KX250 94-98 Service ManualKidKawie89% (18)
- Manual GA1 GA2 G3SS G3TR G4TRDokumen182 halamanManual GA1 GA2 G3SS G3TR G4TRKidKawie76% (17)
- 2005-2007 KX250 Service ManualDokumen36 halaman2005-2007 KX250 Service ManualKidKawie33% (3)
- 2001 KX125 Race TuningDokumen4 halaman2001 KX125 Race TuningKidKawie100% (1)
- 2001 KX125 Race TuningDokumen4 halaman2001 KX125 Race TuningKidKawie100% (1)
- 2004 KX125 Racing TuningDokumen5 halaman2004 KX125 Racing Tuningdinamik2t100% (1)
- Race Tuning 05-07 KX250Dokumen6 halamanRace Tuning 05-07 KX250KidKawieBelum ada peringkat
- Race Tuning 05-07 KX250Dokumen6 halamanRace Tuning 05-07 KX250KidKawieBelum ada peringkat
- 07-08 Individual Model TuningDokumen18 halaman07-08 Individual Model TuningKidKawieBelum ada peringkat
- Frame CR500 - 05 - 08 CRF450-1 PDFDokumen17 halamanFrame CR500 - 05 - 08 CRF450-1 PDFKathryn JonesBelum ada peringkat
- 2004 KX250 Race TuningDokumen4 halaman2004 KX250 Race TuningKidKawieBelum ada peringkat
- 2003 KX250 Race TuningDokumen4 halaman2003 KX250 Race TuningKidKawie100% (1)
- FZ6 Vs Z750Dokumen6 halamanFZ6 Vs Z750Andrea Manca100% (1)
- Öhlins Fork Manual and RepairDokumen16 halamanÖhlins Fork Manual and Repairstefan1968Belum ada peringkat
- Showa 49 RSU CCDokumen19 halamanShowa 49 RSU CCKidKawie100% (2)
- 2004 KX250 Race TuningDokumen4 halaman2004 KX250 Race TuningKidKawieBelum ada peringkat
- 2007 Carb TuningDokumen8 halaman2007 Carb TuningKidKawieBelum ada peringkat
- 2003 KX250 Race TuningDokumen4 halaman2003 KX250 Race TuningKidKawie100% (1)
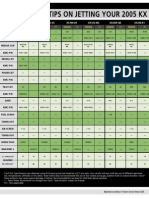
- 2005 KX Jetting ChartDokumen1 halaman2005 KX Jetting ChartKidKawieBelum ada peringkat
- Instruction Manual: Fuel Valve Test Device MODEL: HDFD-1100Dokumen16 halamanInstruction Manual: Fuel Valve Test Device MODEL: HDFD-1100Vlad KorzhovBelum ada peringkat
- Troubleshooting and Repairing LCD TVsDokumen195 halamanTroubleshooting and Repairing LCD TVsManoranjan Yadav95% (21)
- 2004 KX250 Race TuningDokumen5 halaman2004 KX250 Race TuningKidKawieBelum ada peringkat
- 2005 KX250 SpecsDokumen1 halaman2005 KX250 SpecsKidKawieBelum ada peringkat
- 2005 KX Suspension ChartDokumen1 halaman2005 KX Suspension ChartKidKawieBelum ada peringkat
- 2015 Kawasaki kx450f 52462Dokumen204 halaman2015 Kawasaki kx450f 52462Armando ConstandaBelum ada peringkat
- Teknik 2012 WebDokumen72 halamanTeknik 2012 Webinterax100% (1)
- 2006 RM250 hop-up guideDokumen17 halaman2006 RM250 hop-up guideNikolas KarrerBelum ada peringkat
- Jet needle selection guide for PE, PJ, PWK, PWM, CVH enginesDokumen1 halamanJet needle selection guide for PE, PJ, PWK, PWM, CVH enginesGreen NoiserBelum ada peringkat
- Ohlins EnduroDokumen20 halamanOhlins EnduroLaurent BouixBelum ada peringkat
- DiTech Orbitial System ErläuterungDokumen22 halamanDiTech Orbitial System Erläuterungfreddy_nrwBelum ada peringkat
- Roadliner Stratoliner Service ManualDokumen444 halamanRoadliner Stratoliner Service ManualBorborean Andrei TiberiuBelum ada peringkat
- 2000 KX250 SpecsDokumen1 halaman2000 KX250 SpecsKidKawie100% (1)
- RIM APPLICATION GUIDE FOR HONDA AND KAWASAKI MOTORCYCLESDokumen6 halamanRIM APPLICATION GUIDE FOR HONDA AND KAWASAKI MOTORCYCLESmohawxz357Belum ada peringkat
- How a 2-Stroke Engine WorksDokumen6 halamanHow a 2-Stroke Engine WorksifzaeBelum ada peringkat
- Manual Yamaha Yzfr1 - 2000Dokumen78 halamanManual Yamaha Yzfr1 - 2000Arturo Granados EspinoBelum ada peringkat
- RUNNER DRAGSTER GuideDokumen5 halamanRUNNER DRAGSTER GuideDario BlancatoBelum ada peringkat
- Wiseco Piston LT250r Instruction SheetDokumen2 halamanWiseco Piston LT250r Instruction SheetchristBelum ada peringkat
- Suzuki GSX-R1000 2005-2006Dokumen6 halamanSuzuki GSX-R1000 2005-2006Mr. TBelum ada peringkat
- Tss Crankshafts 2strokeDokumen10 halamanTss Crankshafts 2strokeyusef2005Belum ada peringkat
- 1999 KX125 SpecsDokumen1 halaman1999 KX125 SpecskecsenBelum ada peringkat
- Rally 200 ManualDokumen35 halamanRally 200 ManualmarineatamBelum ada peringkat
- 2013 Kawasaki KX65AD Service Repair Manual PDFDokumen25 halaman2013 Kawasaki KX65AD Service Repair Manual PDFjkmoseiodkk0% (1)
- Yamaha Xjr1300 Parts CatalogueDokumen75 halamanYamaha Xjr1300 Parts Cataloguesumeemtariq100% (1)
- Yzfr1 2007 PDFDokumen442 halamanYzfr1 2007 PDFMichał FujakBelum ada peringkat
- 2022 Yamaha R7 Owners ManualDokumen106 halaman2022 Yamaha R7 Owners ManualRody De La RosaBelum ada peringkat
- 2007 250 SXS EngineDokumen24 halaman2007 250 SXS EnginecharlesBelum ada peringkat
- Ohlins RXF34. Air Spring Tuning GuideDokumen4 halamanOhlins RXF34. Air Spring Tuning GuideSimone LanciottiBelum ada peringkat
- Kx500af 07 BuildDokumen22 halamanKx500af 07 BuildMarcelo Tapia Maureira0% (1)
- EFI Two StrokeDokumen6 halamanEFI Two StrokegkarthikeyanBelum ada peringkat
- CHASSIS FS 650e 6 EU2007 01Dokumen40 halamanCHASSIS FS 650e 6 EU2007 01molivier04Belum ada peringkat
- Aprilia RS125 Dispelling MythsDokumen7 halamanAprilia RS125 Dispelling MythsEdu Cernadas MíguezBelum ada peringkat
- Owners ManualDokumen214 halamanOwners ManualGuest AkoBelum ada peringkat
- Yoshimura SpecsGS1000Dokumen14 halamanYoshimura SpecsGS1000Manuel Orlando Jr Sanchez Contreras0% (1)
- Ohlins DTCDokumen19 halamanOhlins DTCBaso PosiBelum ada peringkat
- YEC Technical Letter PDFDokumen163 halamanYEC Technical Letter PDFDang LinaBelum ada peringkat
- Suspension ZF RCU 20-22' Manual FinalDokumen53 halamanSuspension ZF RCU 20-22' Manual FinalPASCOBelum ada peringkat
- 2016 Technical Reference Guide Final InteractiveDokumen150 halaman2016 Technical Reference Guide Final InteractiveDean JohnsonBelum ada peringkat
- KZ Slide Carb Tuning-1Dokumen6 halamanKZ Slide Carb Tuning-1pertonpcBelum ada peringkat
- rgv250 1989Dokumen52 halamanrgv250 1989felipe baezaBelum ada peringkat
- Fork Servicing-Entretien Fourche AV en AnglaisDokumen49 halamanFork Servicing-Entretien Fourche AV en AnglaismioltaBelum ada peringkat
- Engine 250 10 006 PDFDokumen24 halamanEngine 250 10 006 PDFPrashanthKumarBelum ada peringkat
- Dyno BlairDokumen10 halamanDyno BlairAntonino ScordatoBelum ada peringkat
- JSM Valvetronic Engine Report - Variable Valve Lift, Timing & TechnologyDokumen21 halamanJSM Valvetronic Engine Report - Variable Valve Lift, Timing & TechnologyKiran Kumar100% (1)
- Aprilia RSV Mille 1999 Manual de Reparatie WWW - Manualedereparatie.infoDokumen279 halamanAprilia RSV Mille 1999 Manual de Reparatie WWW - Manualedereparatie.infoNick van den BergheBelum ada peringkat
- 2002 KX250 Race TuningDokumen4 halaman2002 KX250 Race TuningKidKawie100% (1)
- CBR1000RA 2012 PartesDokumen152 halamanCBR1000RA 2012 PartesAlex Meneses FlorezBelum ada peringkat
- Stage 6 CatalogueDokumen55 halamanStage 6 CatalogueJohn Jairo RamírezBelum ada peringkat
- Project Plan For Upgrading Motorcycle (Yamaha R15)Dokumen4 halamanProject Plan For Upgrading Motorcycle (Yamaha R15)Ravi SinghBelum ada peringkat
- Service 4 Update Teleconference 0209Dokumen6 halamanService 4 Update Teleconference 0209Garcia CruzBelum ada peringkat
- Kit Racer 100908eDokumen16 halamanKit Racer 100908eRicardo DivilaBelum ada peringkat
- Service 3 Update Teleconference 1208Dokumen6 halamanService 3 Update Teleconference 1208Garcia CruzBelum ada peringkat
- KE100 Oil Pump Cable AdjustmentDokumen46 halamanKE100 Oil Pump Cable AdjustmentKidKawieBelum ada peringkat
- 2002 KX250 Race TuningDokumen4 halaman2002 KX250 Race TuningKidKawie100% (1)
- 2006 KX250F Cylinder ModDokumen2 halaman2006 KX250F Cylinder ModKidKawieBelum ada peringkat
- Development of The Kawasaki FLying KDokumen1 halamanDevelopment of The Kawasaki FLying KKidKawieBelum ada peringkat
- 2010 Suspension TuningDokumen2 halaman2010 Suspension TuningKidKawie100% (1)
- Tech NewsDokumen12 halamanTech NewsKidKawie100% (2)
- TuningDokumen16 halamanTuningKidKawie100% (1)
- 2007 KX Jetting ChartDokumen1 halaman2007 KX Jetting ChartKidKawieBelum ada peringkat
- 2004 KX125 SpecsDokumen5 halaman2004 KX125 SpecsKidKawieBelum ada peringkat
- 2003 KX Enduro SettingsDokumen2 halaman2003 KX Enduro SettingsKidKawieBelum ada peringkat
- 2000 KX250 SpecsDokumen1 halaman2000 KX250 SpecsKidKawie100% (1)
- Jj514 Project 1 Presentation: Automatic Honey ExtractorDokumen21 halamanJj514 Project 1 Presentation: Automatic Honey ExtractorMuhammad Hafiz67% (3)
- Tissue SectioningDokumen21 halamanTissue SectioningGirum TesfayeBelum ada peringkat
- 1Dokumen4 halaman1Yogesh Gujjar C JBelum ada peringkat
- The Intel 4004 Microprocessor, Which Was Introduced in 1971 Was The First MicroprocessorDokumen21 halamanThe Intel 4004 Microprocessor, Which Was Introduced in 1971 Was The First MicroprocessorPraise PhillipsBelum ada peringkat
- Digital Laser MFP SCX-6322DN Service ManualDokumen185 halamanDigital Laser MFP SCX-6322DN Service ManualjaimecamoBelum ada peringkat
- Rockchip RK3399 IO List V1.5 enDokumen27 halamanRockchip RK3399 IO List V1.5 enXeltar AégisBelum ada peringkat
- Mastering Measurement with a MultimeterDokumen51 halamanMastering Measurement with a MultimeterSebastian TataranBelum ada peringkat
- Parker D1VW Directional Control ValvesDokumen13 halamanParker D1VW Directional Control ValvesCosma Petru-RaulBelum ada peringkat
- MTH400 / MTH4000Dokumen5 halamanMTH400 / MTH4000SORINBelum ada peringkat
- Manual Victus 16Dokumen31 halamanManual Victus 16Reinaldo Isaac Zamudio MuñozBelum ada peringkat
- Electrical Equipment: LightingDokumen31 halamanElectrical Equipment: LightinglimadacarlosBelum ada peringkat
- Titan9000 HighlightsDokumen14 halamanTitan9000 HighlightsArif KurniawanBelum ada peringkat
- BOSCH Vikakoodit Maalampopumppu 7001i 7800i LW LWMDokumen32 halamanBOSCH Vikakoodit Maalampopumppu 7001i 7800i LW LWMHeikki SyrjämäkiBelum ada peringkat
- Zayat - Wireless Infra Structure & DDFDokumen18 halamanZayat - Wireless Infra Structure & DDFDoriedBelum ada peringkat
- Lab 4 - Ports and ConectivityDokumen5 halamanLab 4 - Ports and Conectivityworldofd12Belum ada peringkat
- Deep Groove Ball Bearings, Single Row - 6312-2ZDokumen2 halamanDeep Groove Ball Bearings, Single Row - 6312-2ZHamada HussienBelum ada peringkat
- Nittan Smoke DetectorsDokumen1 halamanNittan Smoke DetectorsShakti Kumar Achyut KurupBelum ada peringkat
- Polyphase AC Circuits ExplainedDokumen36 halamanPolyphase AC Circuits ExplainedSrinivas KrishnaBelum ada peringkat
- NCP1010, NCP1011, NCP1012, NCP1013, NCP1014 Self-Supplied Monolithic Switcher For Low Standby-Power Offline SMPSDokumen23 halamanNCP1010, NCP1011, NCP1012, NCP1013, NCP1014 Self-Supplied Monolithic Switcher For Low Standby-Power Offline SMPSrehanBelum ada peringkat
- MOTOR Selectline 1-FusionadoDokumen16 halamanMOTOR Selectline 1-FusionadoHerrera Balam EdwinBelum ada peringkat
- Fan Drive System: Systems OperationDokumen5 halamanFan Drive System: Systems Operationallan lariosaBelum ada peringkat
- MODULAR DESIGN. INFINITE POSSIBILITIES. - Modern Furniture (PDFDrive)Dokumen68 halamanMODULAR DESIGN. INFINITE POSSIBILITIES. - Modern Furniture (PDFDrive)Mee MeeBelum ada peringkat
- Electrical Spare ListDokumen434 halamanElectrical Spare ListYogendra Kumar SahuBelum ada peringkat
- Nissan Patrol Workshop Manual 1960 - EngDokumen240 halamanNissan Patrol Workshop Manual 1960 - EngJosé Miguel Tur OliverBelum ada peringkat
- Aspire l3600 ManualDokumen87 halamanAspire l3600 ManualYishaq ElBelum ada peringkat
- DBS10956-13 Installation Manual For DM100 VDRDokumen121 halamanDBS10956-13 Installation Manual For DM100 VDRMehmet TaşçıBelum ada peringkat
- 312B and 312B L Excavator Hydraulic System: Main Control ValveDokumen2 halaman312B and 312B L Excavator Hydraulic System: Main Control ValveLuis Carlos Vera100% (2)
- Pitmans Triumph Twins Book by W C HaycraftDokumen70 halamanPitmans Triumph Twins Book by W C Haycraftewald51Belum ada peringkat