Aulas
Diunggah oleh
Rafael BelinattiHak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Aulas
Diunggah oleh
Rafael BelinattiHak Cipta:
Format Tersedia
Escola Tcnica Unio
Soldagem
Miguel Cardoso Junior
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 1 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Premissas
Horrios Celular Intervalo Metodologia Apresentaes
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 2 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Trajetria Acadmica
Tcnico em Eletromecnica EEEMBA 2008 Graduao em Engenharia Mecnica UNIFACS 2009 nfase em Petrleo e Gs UNIFACS 2010 Ps Graduao Engenharia de Soldagem MAU 2012 Mestrado Ensaios no destrutivos via mtodos magnticos USP
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 3 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Trajetria Profissional
Automotiva DNV RBI WBS Planejamento de Projetos Braskem Inspeo de Equipamentos Tecnoway Parada FAFEN / BA MSC Manuteno Braskem (PQU) Inspeo de Equipamento
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 4 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Contedo Programtico
13/11/2012 Aula 01: Apresentao / Conceitos Gerais / Simbologia 22/11/2012 Aula 02: Processo ER / TIG 23/11/2012 Aula 03: Processo Oxiacetileno / MIG-MAG 27/11/2012 Aula 04: Demais Processos 28/11/2012 Aula 05: Soldagem de Manuteno / Reparo / Segurana 29/11/2012 Aula 06: Reviso / Apresentao dos trabalhos 30/11/2012 Aula 07: Avaliao Dias totais de aulas: 07 Carga horaria diria: 3,5 horas Carga horaria total: 24,5 horas
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 5 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Expectativas
O que vocs esperam deste curso de inspeo de equipamentos? O que vocs esperam desta disciplina de Soldagem? O que voc conhece de Soldagem? Porque o conhecimento da soldagem importante para um inspetor de equipamentos, no mercado atual? Na sua atividade atual voc tem contato com soldagem?
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 6 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Meu Objetivo
Passar o contedo referente a soldagem, de forma que os principais pontos referente a atividade de inspeo de equipamentos sejam prevalecidos.
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 7 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Metodologia
Aulas tericas; Vdeos de processos de soldagem; Demonstrao de peas/equipamentos (se possvel)
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 8 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Avaliaes
Lista de exerccios; Apresentao; Avaliao (Dissertativa ou Objetiva?);
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 9 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Curiosidades
O que :
Solda Soldagem Purga Goivagem Chanfro Eletrodo de Carvo EPS / IEIS / RQPS / RQS Amanteigamento ZTA ou ZAC
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 10 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
www.eteu.com.br
Escola Tcnica Unio
Quatro Pilares da Soldagem
Processos Materiais Projetos Fabricao
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 11 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Bibliografia
Principal
Apostila
Complementar
Soldagem Processos e Metalurgia (Srgio Duarte Brandi) Soldagem Fundamentos e Tecnologia (Paulo Jos Modenesi)
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 12 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Soldagem
Conceitos Gerais
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 13 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Mtodos de Unio dos Metais
Foras mecnicas macroscpicas entre as partes a serem unidas (parafusagem e a rebitagem) Quanto a resistncia? Foras microscpicas (interatmicas ou intermoleculares). Formao de ligaes metlicas e de Van der Waals. (Soldagem, a brasagem e a colagem).
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 14 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Como Definimos Soldagem?
Soldagem um processo de criao de uma unio permanente de materiais atravs do estabelecimento de ligaes intermoleculares entre os materiais sendo unidos, produzida por ou sem aquecimento, com ou sem a utilizao de presso e com ou sem material de adio"
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 15 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 16 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Soldagem
1 - considerada como um mtodo de unio; 2 - Deposio de material sobre uma superfcie, visando a recuperao de peas desgastadas ou para a formao de um revestimento com caractersticas especiais. 3 - Processo especial (conforme a ISO 9000)
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 17 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Como Definimos Soldagem?
Definio de soldagem adotada pela AWS - American Welding Society "Operao que visa obter a coalescncia localizada produzida pelo aquecimento at uma temperatura adequada, com ou sem a aplicao de presso e de metal de adio. Outra definio de soldagem Processo de unio de materiais baseado no estabelecimento, na regio de contato entre os materiais sendo unidos, de foras de ligao qumica de natureza similar s atuantes no interior dos prprios materiais.
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 18 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Uma pea metlica formada por um grande nmero de tomos dispostos em um arranjo espacial caracterstico (estrutura cristalina). tomos localizados no interior desta estrutura so cercados por um nmero de vizinhos mais prximos, posicionados a uma distncia r0, na qual a energia do sistema mnima.
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 19 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Estrutura Cristalina
Variao de energia potencial para um sistema de dois tomos em funo da distncia entre eles.
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 20 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 21 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Pesquisem?
Ligaes Metlicas Ligaes de Van der Valls
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 22 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Terminologia / Simbologia
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 23 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
DEFINIES
Soldagem (welding): processo de unio de materiais; Solda (weld): resultado da soldagem Metal de base (base metal):material da pea que sofre o processo de soldagem; Metal de adio (filler metal): material adicionado, no estado lquido, durante o processo de soldagem/brasagem; Poa de fuso (weld pool): regio em fuso, a cada instante, no processo de soldagem; Penetrao (penetration): distncia da superfcie original do metal de base ao ponto que se termina a fuso;
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 24 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
DEFINIES
Juntas
Regio entre duas peas que sero unidas. Tipos de juntas: Topo (butt); ngulo (tee); Canto (corner); Sobreposta (lap); Aresta (edge)
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 25 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
DEFINIES
Chanfro (groove): corte efetuado na junta para possibilitar/facilitar a soldagem em toda a espessura;
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 26 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
DEFINIES
Exemplo de junta x chanfro
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 27 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
DEFINIES
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 28 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 29 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
PASSE / CORDO
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 30 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
JUNTA SOLDADA
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 31 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
POLARIDADE DIRETA
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 32 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
POLARIDADE INVERSA
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 33 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
SOLDA DISSIMILAR
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 34 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
DILUIO
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 35 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
DILUIO
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 36 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
DILUIO
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
37
Escola Tcnica Unio
DILUIO
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 38 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
POSIO DO CHANFRO
Chapa (topo)
1G - posio plana 2G - posio horizontal 3G - posio vertical 4G - posio sobrecabea
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 39 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
POSIO DO CHANFRO
Tubo (topo)
1G - posio plana 2G - posio horizontal 5G - posies plana, vertical e sobrecabea 6G - todas as posies (plana, horizontal, vertical e sobrecabea)
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 40 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
POSIO DO CHANFRO
Chapa (ngulo)
1F - posio plana 2F - posio horizontal 3F - posio vertical 4F - posio sobrecabea
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 41 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
POSIO DO CHANFRO Tubo/Chapa e Tubo / Tubo (ngulo)
1F posio plana 2F posio horizontal 4F posio sobrecabea 5F posies horizontal, vertical e sobrecabea
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 42 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
DEFINIES
Elementos do chanfro
Encosto ou nariz (s) (groove face, noose): parte no chanfrada do componente da junta; Abertura de raiz, folga ou fresta (f) (root opening): menor distncia entre as peas a soldar; ngulo de abertura da junta (alpha) (groove angle) e ngulo de chanfro (bevel angle)
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 43 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
DEFINIES
Raiz (root): regio mais profunda de um cordo de solda; em uma junta chanfrada corresponde a regio do cordo junto da fresta e do encosto; Tende a ser a regio mais propensa formao de descontinuidade da solda. Face (face): superfcie oposta a raiz da solda; Passe (pass): depsito de material obtido pela pela progresso sucessiva de uma s poa de fuso. Uma solda pode ser feita em nico ou vrios passes; Camada (layer): conjunto de passes localizados a mesma altura do chanfro
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 44 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
DEFINIES
Reforo (reinforcement): altura mxima alcanada pela a partir da superfcie do metal base; Margem (toe): linha de encontro entre a face da solda e a superfcie do metal base;
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 45 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
DEFINIES
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 46 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
DEFINIES
Posies de Soldagem
Plana (flat): A soldagem feita no lado superior de uma junta e a face da solda aproximadamente horizontal; Horizontal (horizontal): O eixo da solda aproximadamente horizontal, mas a sua face inclinada. Sobrecabea (overhead): A soldagem feita do lado inferior de uma solda de eixo aproximadamente horizontal. Vertical (vertical): O eixo da solda aproximadamente vertical. A soldagem pode ser para cima (vertical-up) ou para baixo (vertical-down).
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 47 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
www.eteu.com.br
Escola Tcnica Unio
DEFINIES
Modo de Operao
Manual (manual): soldagem na qual toda a operao realizada e controlada manualmente pelo soldador; Semi automtico (semi automatic): soldagem com controle automtico do metal de adio, mas com controle manual do soldador quanto ao posicionamento de tocha e acionamento; Mecanizado:controle automtico de alimentao de arame e deslocamento de cabeote, contudo ao posicionamento da tocha e supervisionado pelo operador; Automtico: todas a etapas com controle automtico
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 48 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
www.eteu.com.br
Escola Tcnica Unio
DEFINIES
Smbolos de Soldagem
Referncia no Brasil AWS 2.4 Symbols for welding and non destructive testing); Simbologia deve conter: Linha de referncia; Seta; Smbolo bsico da solda; Dimenses e outros dados; Smbolos suplementares; Smbolos de acabamento; Cauda; Especificao de procedimento e processo
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 49 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
DEFINIES
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 50 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
DEFINIES
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 51 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
PROCESSOS DE SOLDAGEM
Definio:
Soldagem: mtodo de unio de materiais por meio de solda Brasagem: processo de soldagem sem a fuso do material base, mas com fuso do material de adio acima de 450 graus celsius; O material flui para junta por efeito de capilaridade; Solda Branda: processo de soldagem sem a fuso do material base, mas com fuso do material de adio abaixo de 450 graus celsius
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 52 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
PROCESSOS DE SOLDAGEM
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 53 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
PROCESSOS DE SOLDAGEM
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 54 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
PROCESSOS DE SOLDAGEM
Classificao dos processos de soldagem
Soldagem a arco: processo de soldagem por fuso gerado por arco eltrico; Soldagem no estado slido: processo de soldagem sem a fuso de material; Soldagem por chama direta: aquecimento gerado pelo contato direto da chama resultante de um gs; Soldagem por chama indireta: aquecimento gerado indiretamente por radiao/conveco; Soldagem por reagentes slidos: aquecimento gerado por reao exotrmica (aluminotermia); Soldagem por resistncia: aquecimento gerado pela resistncia dos materiais envolvidos ao fluxo de corrente
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 55 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
PROCESSOS DE SOLDAGEM POR FUSO
Soldagem por eletrodo revestido; Soldagem por Oxi gs Soldagem por arco submerso; Soldagem GTAW TIG; Soldagem GMAW MIG/MAG; Soldagem a plasma; Soldagem por eletro escria; Soldagem por feixe de eltrons; Soldagem por laser
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 56 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
www.eteu.com.br
Escola Tcnica Unio
PROCESSO DE SOLDAGEM POR FUSO
Soldagem por eletrodo revestido (Shielded Metal Arc
Welding):
Unio entre uma pea (metal de base) e eletrodo (revestido), por meio da abertura do arco eltrico. Eletrodo dividido em: alma e revestimento; Revestimento: funes metalrgicas.
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 57 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
PROCESSOS DE SOLDAGEM POR FUSO
Vantagens e Limitaes Aplicao
Equipamento simples, porttil e barato. No necessita fluxos ou gases externos. Pouco sensvel presena de correntes de ar (trabalho no campo). Processo muito verstil em termos de materiais soldveis. Facilidade para atingir reas de acesso restrito. Aplicao difcil para materiais reativos. Produtividade relativamente baixa. Exige limpeza aps cada passe. Soldagem de produo, manuteno e em montagens no campo. Soldagem de aos carbono e ligado. Soldagem de ferro fundido. Soldagem de alumnio, nquel e suas ligas.
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 58 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
PROCESSO DE SOLDAGEM POR FUSO
Fonte de calor: arco eltrico; Tipo de corrente/polaridade: contnua ou alternada; Agente protetor: escria e gases gerados; Processo manual; Corrente de soldagem de 70 a 300 A ; Recomendado para chapas acima de 3,0mm
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 59 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Eletrodo Revestido
Soldagem a arco eltrico que usa um eletrodo revestido (Shielded Metal Arc Welding SMAW); Soldagem manual; A soldagem realizada com o calor de um arco eltrico mantido entre a extremidade de um eletrodo metlico revestido e a pea de trabalho. O calor produzido pelo arco funde o metal de base, a alma do eletrodo e o revestimento; A escria lquida flutua em direo superfcie da poa de fuso, onde protege o metal de solda da atmosfera durante a solidificao; Outras funes do revestimento so proporcionar estabilidade ao arco e controlar a forma do cordo de solda.
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 60 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Eletrodo Revestido
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 61 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Eletrodo Revestido
O eletrodo esta dividido em: Alma Metlica - tem as funes principais de conduzir a corrente eltrica e fornecer metal de adio para a junta. Revestimento: So divididos em bsicos, rutlicos e celulsicos;
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 62 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Eletrodo Revestido
Funes do revestimento:
Proteo do metal de solda: proteger o metal de solda do oxignio e do nitrognio do ar quando ele est sendo transferido atravs do arco, e enquanto est no estado lquido. Estabilizar o arco: Permite uma abertura facilmente, uma queima suavemente mesmo a baixas correntes e pode ser mantido empregando-se indiferentemente um arco longo ou um curto. O ar no suficientemente condutor para manter um arco estvel, e ento se torna necessrio adicionar ao revestimento ingredientes que proporcionaro um caminho condutor para a corrente eltrica. Isso particularmente verdadeiro durante a soldagem com corrente alternada. Materiais estabilizantes so os compostos de titnio, potssio e clcio.
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 63 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Eletrodo Revestido
Funes do revestimento:
Adio de elemento de liga: elementos tais como cromo, nquel, molibdnio, vandio e cobre podem ser adicionados ao metal de solda incluindo-os na composio do revestimento. frequentemente necessrio adicionar elementos de liga ao revestimento para balancear a perda esperada desses elementos da vareta durante a atividade de soldagem devido volatilizao e s reaes qumicas. Direcionamento do arco eltrico: O direcionamento do fluxo do arco eltrico obtido com a cratera que se forma na ponta dos eletrodos. O uso de aglomerantes adequados assegura um revestimento consistente que manter a cratera e dar uma penetrao adicional e melhor direcionamento do arco eltrico
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 64 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Eletrodo Revestido
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 65 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Eletrodo Revestido
Funes do revestimento:
Funo da escria como agente fluxante: A funo da escria fornecer proteo adicional contra os contaminantes atmosfricos, agir como purificadora e absorver impurezas que so levadas superfcie e ficam aprisionadas pela escria, e reduzir a velocidade de resfriamento do metal fundido para permitir o escape de gases. A escria tambm controla o contorno, a uniformidade e a aparncia geral do cordo de solda. Isso particularmente importante nas juntas em ngulo. A slica e a magnetita so os ingredientes empregados para encorpar a escria e conferir a ela propriedades como viscosidade, tenso superficial e ponto de fuso. Controle da integridade do metal de solda: A porosidade ou os gases aprisionados no metal de solda podem ser controlados de uma maneira geral pela composio do revestimento.
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 66 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Eletrodo Revestido
Funes do revestimento:
Propriedades mecnicas especficas do metal de solda: Propriedades mecnicas especficas podem ser incorporadas ao metal de solda por meio do revestimento. Altos valores de impacto a baixas temperaturas, alta ductilidade, e o aumento nas propriedades de escoamento e resistncia mecnica podem ser obtidos pelas adies de elementos de liga ao revestimento. Isolamento da alma de ao: O revestimento atua como um isolante de tal modo que a alma no causar curto-circuito durante a soldagem de chanfros profundos ou de aberturas estreitas;
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 67 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Eletrodo Revestido
CLASSE COMPOSIO TEOR FUNO PROTEO
E 6010
Celulose (C6H10O5) Rutilo (TiO2) Ferro-mangans Talco Silicato de sdio Umidade
35% 15% 5% 15% 25% 5%
Formador de gases Formador de escria e estabilizador do arco Desoxidante ferro - liga Formador de escria Aglomerante e agente fluxante Compor atmosfera protetora
H2 ( 40%) CO + CO2 (40%) H2O (20%)
E 7018
Carbonato de clcio Fluorita (CaF2) Ferro-mangans Silicato de potssio P de ferro Umidade
30% 20% 5% 15% 30% 0,1%
Formador de gases e agente fluxante Formador de escria e agente fluxante Desoxidante ferro - liga Aglomerante e estabilizador do arco Agente de deposio
CO ( 80%) CO2 (20%)
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 68 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Eletrodo Revestido
Tipos de Revestimentos: Celulsico
Elevada produo de gases, pela combusto dos materiais orgnicos (principalmente a celulose); Principais gases gerados: CO2, CO, H2, H2O (vapor); No devem ser ressecados; A atmosfera redutora formada protege o metal fundido; O alto nvel de hidrognio no metal de solda depositado impede o uso em estruturas muito restritas ou em materiais sujeitos a trincas por hidrognio; Alta penetrao; Pouca escria, facilmente destacvel; Muito utilizado em tubulaes na progresso descendente; Operando em CC+, obtm-se transferncia por spray.
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 69 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
www.eteu.com.br
Escola Tcnica Unio
Eletrodo Revestido
Tipos de Revestimentos: Rutlico
Revestimento apresenta at 50% de rutilo (TiO2); Mdia penetrao; Escria de rpida solidificao, facilmente destacvel; O metal de solda pode apresentar um nvel de hidrognio alto (at 30 ml/100g); Requer ressecagem a uma temperatura relativamente baixa, para que o metal de solda no apresente porosidades grosseiras.
cido
Apresentam fcil soldabilidade e boas propriedades mecnicas do metal de solda. Seus principais constituintes so o xido de ferro e slica ( SiO2 ). Os revestimentos cidos podem ter p de ferro em sua frmula para aumentar o rendimento.
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 70 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Eletrodo Revestido
Tipos de Revestimentos: Bsico
Melhores propriedades mecnico-metalrgicas entre todos os eletrodos, destacando-se a tenacidade; Elevados teores de carbonato de clcio e fluorita, gerando um metal de solda altamente desoxidado e com muito baixo nvel de incluses complexas de sulfetos e fosfetos; No opera bem em CA, quando o teor de fluorita muito elevado; Escria fluida facilmente destacvel; Requer re-secagem a temperaturas relativamente altas; Aps algumas horas de contato com a atmosfera, requer re-secagem por ser altamente higroscpico.
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 71 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Eletrodo Revestido
Tipos de Revestimentos: Altssimo rendimento
Adio de p de ferro (rutlico/bsico); Aumenta a taxa de deposio; Pode ou no conter elementos de liga; Aumenta a fluidez da escria, devido formao de xido de ferro; Melhora a estabilidade do arco e a penetrao reduzida, principalmente com alta intensidade de corrente, o que pode minimizar a ocorrncia de mordeduras; Possibilidade de soldar por gravidade (arraste); Reduz a tenacidade do metal de solda.
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 72 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Eletrodo Revestido
Eletrodo para soldagem ao arco eltrico Conjunto de 2 ou 3 nmeros que indicam a resistncia do material em Ksi 1 Ksi = 1000 psi = 6950 Pa
AWS E XXXYZ
N que indica a posio de soldagem: 1 = todas as posies 2 = plana e horizontal 3 = somente plana N que indica tipo de revestimento e corrente XX10 - revestimento celulsico (sdio) cc+ XX20 - revestimento cido ccXXY1 - revestimento celulsico (potssio) cc+ ca XXY2 - revestimento rutlico (sdio) cc- ca XXY3 - revestimento celulsico (potssio) cc+ cc- ca XXY4 - revestimento rutlico (p de ferro) cc+ cc- ca XXY5 - revestimento bsico (sdio) cc+ XXY6 - revestimento bsico (potssio) cc+ ca XXY7 - revestimento cido (p de ferro) cc- ca XXY8 - revestimento bsico (p de ferro) cc+ ca
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 73 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
www.eteu.com.br
Escola Tcnica Unio
Eletrodo Revestido
Classe EXX10 EXX11 EXX12 EXX13 EXX14 EXX15 EXX16 EXX18 EXX20 EXX22 EXX24 EXX27 EXX28 EXX48 CC+ CA/CC+ CA/CCCA/CC-/CC+ CA/CC-/CC+ CC+ CA/CC+ CA/CC+ CA/CCCA/CC-/CC+ CA/CC-/CC+ CA/CC-/CC+ CA/CC+ CA/CC+ Corrente Arco agressivo agressivo mdio suave suave mdio mdio mdio mdio mdio suave mdio mdio mdio Penetrao profunda profunda mdia leve leve mdia mdia mdia mdia mdia leve mdia mdia mdia Revestimento/escria celulsico - sdio celulsico - potssio rutlico - sdio rutlico - potssio rutlico - p de ferro baixo hidrognio - sdio baixo hidrognio - potssio baixo hidrognio - p de ferro xido de ferro - sdio xido de ferro - sdio rutlico - p de ferro xido de ferro - p de ferro baixo hidrognio - p de ferro baixo hidrognio - p de ferro P de ferro 0-10% 0 0-10% 0-10% 25-40% 0 0 25-40% 0 0 50% 50% 50% 25-40%
O percentual de p de ferro baseado na massa do revestimento
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 74 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Eletrodo Revestido
Classificao de eletrodos (Exemplos)
AWS-E-6010 Celulsico, solda em todas as posies, resistncia trao de 60000 Ksi, grande penetrao, escria de pequeno volume e aspecto vtreo, boas propriedades mecnicas, alto teor de umidade: 3 a 5%. AWS-E-6012 Rutlico, solda em todas as posies, resistncia trao de 60000 Ksi, mdia penetrao, escria viscosa e densa. AWS-E-7016 Bsico, solda em todas as posies, resistncia trao de 70000 Ksi, possui pouco ou nenhum elemento gerador de hidrognio no arco (celulose, asbestos), so cozidos em temperaturas entre 500 a 600 C para minimizar a reteno de gua pelo revestimento, por isto, so recomendados para a soldagem de aos susceptveis trinca a frio.
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 75 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Eletrodo Revestido
Classe Dimetro (mm) 2,5 3,2 4,0 5,0 2,5 3,2 4,0 5,0 2,0 2,5 3,2 4,0 5,0 3,2 4,0 5,0 6,0 2,5 3,2 4,0 5,0 Corrente (A) 60 80 80 140 90 180 120 250 40 75 60 125 80 180 120 230 50 70 60 100 80 150 105 205 155 300 130 170 140 230 210 350 270 430 65 105 100 150 130 200 185 270 Valor timo (A) 75 100 / 130 140 / 170 160 / 190 75 120 150 180 50 85 125 140 / 160 / 180 180 / 200 / 220 140 / 180 180 / 210 / 240 245 / 270 / 290 320 / 360 90 120 / 140 140 / 170 200 / 250 Taxa deposio (kg/h) 0,7 0,9 / 1,0 1,3 / 1,3 1,5 / 1,6 0,6 1,0 1,7 1,9 0,6 0,7 1,0 1,2 / 1,4 / 1,6 1,5 / 1,7 / 1,9 1,9 / 2,3 2,4 / 2,9 / 3,3 3,4 / 3,8 / 4,1 4,3 / 5,3 0,8 1,2 / 1,2 1,4 / 1,7 2,2 / 2,4 Eficincia deposio (%) 72 76 / 69 74 / 64 75 / 70 61 71 77 73 73 73 73 76 / 74 / 71 74 / 71 / 73 72 / 71 71 / 73 / 69 69 / 71 / 68 72 / 69 66 72 / 71 75 / 74 76 / 75 E6010
E6011
E6013
E7024 E7018 E7018 E7018-1 E7018-1
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 76 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Eletrodo Revestido
Sistemas de escrias bsicas e cidas O tipo de escria produzida pelos eletrodos revestidos tem um efeito determinante na qualidade do metal de solda. Os eletrodos celulsicos e rutlicos produzem escrias predominantemente formadas por dixido de silcio (areia, slica, SiO2) e apresentam um comportamento cido. Sistemas cidos de escria no refinam o metal de solda. Por outro lado, a escria dos eletrodos de baixo hidrognio constituda principalmente de cal e fluorita, dois compostos que apresentam comportamento bsico. Escrias bsicas realizam algum refino do metal de solda, resultando num teor mais baixo de incluses no metlicas.
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 77 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Eletrodo Revestido
Aos de baixa liga So aqueles que possuem pequenas quantidades de elementos de liga adicionados com objetivos especficos, ou seja, aumentar a resistncia mecnica, a tenacidade, a resistncia corroso, a resistncia carepa, ou alterar a resposta ao tratamento trmico. Outras composies de aos de baixa liga so projetadas para atingir suas propriedades especficas aps os tratamentos trmicos como, por exemplo, aos que sofrem tmpera e revenimento para atingirem alta resistncia com boa tenacidade. Os eletrodos revestidos para a soldagem de aos de baixa liga so desenvolvidos, na maioria dos casos, mais para combinar as propriedades mecnicas que a composio qumica exata do ao. Excees a essa regra so os eletrodos ao cromo-molibdnio (Cr-Mo), que precisam conter aproximadamente os mesmos teores de elementos de liga do metal de base para atingir as propriedades deste.
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 78 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Eletrodo Revestido
Efeito dos elementos de liga __ Molibdnio (Mo) - quando o metal de solda de ao doce sofre alvio de tenses, a tenso limite de escoamento reduzida em aproximadamente 20 MPa ou mais e da mesma forma para a tenso limite de resistncia. Quando 0,5% Mo adicionado solda, o limite de escoamento e o limite de resistncia no sofrem alteraes quando a solda sofre tratamento trmico de alvio de tenses. A presena do molibdnio tambm aumenta a resistncia mecnica do metal de solda. __ Cromo (Cr) - quando o cromo adicionado ao metal de solda, aumentam a resistncia corroso e formao de carepa a temperaturas altas. A combinao do cromo e do molibdnio d ao metal de solda a caracterstica de manter os altos nveis de resistncia a temperaturas relativamente altas.
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 79 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Eletrodo Revestido
Efeito dos elementos de liga __ Nquel (Ni) - o metal de solda de ao doce usualmente torna-se frgil a temperaturas abaixo de -30C. A adio de 1a 3% de nquel ao metal de solda d a este a capacidade de manter a tenacidade a temperaturas consideravelmente mais baixas. A presena do nquel tambm torna o metal de solda mais resistente fissurao temperatura ambiente. __ Mangans (Mn) - a presena de 1,5 a 2,0% de mangans no metal de solda aumenta a resistncia trao e, quando adicionado tambm 0,3% de molibdnio, o metal de solda de alta resistncia torna-se tambm resistente a trincas.
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 80 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Eletrodo Revestido
Conseqncias do hidrognio no ao de baixa liga
Embora sejam necessrios cuidados e precaues especiais na soldagem dos aos de baixa liga, possvel nos dias atuais sold-los com alto grau de confiabilidade. Porm, no foi sempre assim. Durante a II Guerra Mundial, quando houve um aumento dramtico no uso de aos de alta resistncia e baixa liga, houve tambm um correspondente aumento nos defeitos de soldagem. Percebeu-se rapidamente que os aos temperveis no poderiam ser soldados da mesma maneira e com os mesmos eletrodos que eram comumente empregados na soldagem dos aos carbono de baixa resistncia. Foi descoberto que o hidrognio aprisionado era o responsvel pelos defeitos de solda causando o que chamamos de fragilizao pelo hidrognio. Quando compostos que contm hidrognio como gua, minerais, ou produtos qumicos esto presentes no revestimento do eletrodo, o hidrognio quimicamente ligado se dissocia em hidrognio atmico sob a ao do calor do arco. O metal de solda fundido tem a capacidade de dissolver o hidrognio atmico. No entanto, logo que o metal de solda se solidifica, perde sua capacidade de manter o hidrognio em soluo, e este expelido para a atmosfera ou se difunde atravs da regio de soldagem pelos vazios existentes na estrutura cristalina.
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 81 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Eletrodo Revestido
Os tomos de hidrognio podem se mover para fora da regio do metal de solda e atingir a zona termicamente afetada, que uma rea da maior importncia na soldagem, especialmente nos aos de alta resistncia. Essa regio pode se tornar um elo fraco em uma junta soldada que, em condies normais, seria suficientemente resistente. Primeiramente, a estrutura granular da (ZTA) no to refinada e, portanto, mais fraca que o metal de base circunvizinho ou que o metal de solda com estrutura bruta de fuso. Em segundo lugar, se a ZTA se resfriar muito rapidamente em determinados aos, formase uma estrutura cristalina frgil e dura conhecida como martensita. Quando dois tomos de hidrognio se encontram h uma unio imediata entre eles para formar o hidrognio molecular (H2, estado gasoso). As molculas de hidrognio resultantes so maiores que os interstcios existentes na estrutura cristalina do metal e podem ficar impedidas de migrarem livremente. medida que mais e mais tomos de hidrognio se encontram e formam molculas que permanecem aprisionadas, desenvolvem-se enormes presses internas. Os aos carbono e os de mais baixa resistncia possuem plasticidade suficiente para acomodar as tenses internas resultantes da presso do hidrognio de forma que no causem trincas no ao. Por outro lado, aos que possuam alta dureza e alta resistncia no apresentam plasticidade suficiente para acomodar a presso, e se houver muito hidrognio pode ocorrer fissurao.
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 82 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Eletrodo Revestido
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 83 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Pr-Aquecimento
Aos que so fortemente temperveis por meio de um resfriamento rpido da zona termicamente afetada necessitam de controles de temperatura de pr-aquecimento e interpasses. Quando o praquecimento aplicado no ao, a taxa de resfriamento diminui. Manter a temperatura constante entre os passes de solda tambm ajuda no controle da taxa de resfriamento. Taxas de resfriamento menores evitam que o ao sofra excessivo endurecimento e, portanto, minimiza a chance de ocorrer fissurao sob cordo. Quando essa tcnica combinada com o uso de eletrodos revestidos de baixo hidrognio, podese esperar um alto grau de confiabilidade das soldas.
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 84 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
Eletrodo Revestido
Os tomos de hidrognio podem se mover para fora da regio do metal de solda e atingir a zona termicamente afetada, que uma rea da maior importncia na soldagem, especialmente nos aos de alta resistncia. Essa regio pode se tornar um elo fraco em uma junta soldada que, em condies normais, seria suficientemente resistente. Primeiramente, a estrutura granular da (ZTA) no to refinada e, portanto, mais fraca que o metal de base circunvizinho ou que o metal de solda com estrutura bruta de fuso. Em segundo lugar, se a ZTA se resfriar muito rapidamente em determinados aos, formase uma estrutura cristalina frgil e dura conhecida como martensita. Quando dois tomos de hidrognio se encontram h uma unio imediata entre eles para formar o hidrognio molecular (H2, estado gasoso). As molculas de hidrognio resultantes so maiores que os interstcios existentes na estrutura cristalina do metal e podem ficar impedidas de migrarem livremente. medida que mais e mais tomos de hidrognio se encontram e formam molculas que permanecem aprisionadas, desenvolvem-se enormes presses internas. Os aos carbono e os de mais baixa resistncia possuem plasticidade suficiente para acomodar as tenses internas resultantes da presso do hidrognio de forma que no causem trincas no ao. Por outro lado, aos que possuam alta dureza e alta resistncia no apresentam plasticidade suficiente para acomodar a presso, e se houver muito hidrognio pode ocorrer fissurao.
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 85 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
PROCESSO DE SOLDAGEM POR FUSO
Soldagem TIG (Tungsten inert gas)
A Soldagem a Arco Gs-Tungstnio (Gas Tungsten Arc Welding - GTAW) no Brasil, TIG (Tungsten Inert Gas) um processo no qual a unio obtida pelo aquecimento dos materiais por um arco estabelecido entre um eletrodo no consumvel de tungstnio e a pea. A proteo do eletrodo e da zona da solda feita por um gs inerte
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 86 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
PROCESSO DE SOLDAGEM POR FUSO
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 87 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
PROCESSO DE SOLDAGEM POR FUSO
Proteo gasoso por Ar, He ou mistura
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 88 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
PROCESSO DE SOLDAGEM POR FUSO
Vantagens e limitaes
Excelente controle da poa de fuso. Permite soldagem sem o uso de metal de adio. Permite mecanizao e automao do processo. Usado para soldar a maioria dos metais. Produz soldas de alta qualidade e excelente acabamento. Gera pouco ou nenhum respingo. Exige pouca ou nenhuma limpeza aps a soldagem. Permite a soldagem em qualquer posio. Produtividade relativamente baixa. www.eteu.com.br Custo de consumveis e equipamento relativamente
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 89 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Escola Tcnica Unio
PROCESSO DE SOLDAGEM POR FUSO
www.eteu.com.br
Av. Santa Monica, 415 - Vila Santa Ceclia Porto 1 90 CEP 09380-110 - Mau/SP - Telefones: (11) 4438-2191 / (11) 4427-7612
Anda mungkin juga menyukai
- 6 - Diagramas de Fases em Materiais CerâmicosDokumen69 halaman6 - Diagramas de Fases em Materiais CerâmicosAlexandreBelum ada peringkat
- FQT2 - Lista 01 - LiquidosDokumen3 halamanFQT2 - Lista 01 - LiquidosLeo RugieriBelum ada peringkat
- Trocadores de CalorDokumen33 halamanTrocadores de CalorJefferson SamuelBelum ada peringkat
- Apostila de Inspecao VisuaDokumen27 halamanApostila de Inspecao VisuaRafael BelinattiBelum ada peringkat
- Luftal 75mg Com 15ml Gotas Manual PDFDokumen4 halamanLuftal 75mg Com 15ml Gotas Manual PDFRafael BelinattiBelum ada peringkat
- Cópia de Escalador OutubroDokumen3 halamanCópia de Escalador OutubroRafael BelinattiBelum ada peringkat
- Apostila Valvulas Seguranca Parte 1BDokumen61 halamanApostila Valvulas Seguranca Parte 1BRafael Belinatti100% (1)
- Apostila Curso Valvulas Seguranca 2010 Parte 2Dokumen63 halamanApostila Curso Valvulas Seguranca 2010 Parte 2Rafael Belinatti100% (1)
- Apostila Curso Valvulas Seguranca 2010 Parte 3Dokumen15 halamanApostila Curso Valvulas Seguranca 2010 Parte 3Rafael BelinattiBelum ada peringkat
- Processamento Primário de PetróleoDokumen52 halamanProcessamento Primário de PetróleoleovieiradeoliveiraBelum ada peringkat
- Apostila Curso Valvulas Seguranca 2010 Parte 1A RevisadaDokumen72 halamanApostila Curso Valvulas Seguranca 2010 Parte 1A RevisadaRafael BelinattiBelum ada peringkat
- Apostila 1 Introdução À Segurança No TrabalhoDokumen24 halamanApostila 1 Introdução À Segurança No Trabalhoteresamate100% (1)
- Tratamento TermicoDokumen42 halamanTratamento TermicoRafael BelinattiBelum ada peringkat
- Tratamento Térmico em AlumínioDokumen5 halamanTratamento Térmico em AlumínioRafael BelinattiBelum ada peringkat
- Metodologia para Avaliação de Fração de VidaDokumen10 halamanMetodologia para Avaliação de Fração de VidaRafael BelinattiBelum ada peringkat
- Aula 5 - Ensaio de Flexão e DobramentoDokumen18 halamanAula 5 - Ensaio de Flexão e DobramentoPaulo Victor TosoBelum ada peringkat
- Pec 11Dokumen37 halamanPec 11betoassuncaoBelum ada peringkat
- Nomenclatura IUPAC Compostos InorganicosDokumen14 halamanNomenclatura IUPAC Compostos InorganicosNocas100% (1)
- Relatório 1 - RecristalizaçãoDokumen9 halamanRelatório 1 - RecristalizaçãoAlexander JuniorBelum ada peringkat
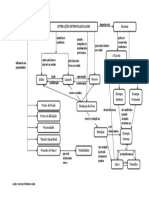
- Mapa Conceitual - Interações e EnergiaDokumen1 halamanMapa Conceitual - Interações e EnergiaGerson LimaBelum ada peringkat
- Tubulações e Conexões AeronáuticasDokumen7 halamanTubulações e Conexões AeronáuticasAnderson E TatiBelum ada peringkat
- Banner Uenf Confit JOANA FinalDokumen1 halamanBanner Uenf Confit JOANA FinalAna Lucia DieguesBelum ada peringkat
- 19-A - Cap.17 (Antigo Cap.15) - Ligações ParafusadasDokumen22 halaman19-A - Cap.17 (Antigo Cap.15) - Ligações ParafusadasFernando LemeBelum ada peringkat
- Determinação de Ácido Acético em Vinagre ComercialDokumen5 halamanDeterminação de Ácido Acético em Vinagre ComercialflokadaBelum ada peringkat
- PCM2 2019-2 XPS e Esp AugerDokumen50 halamanPCM2 2019-2 XPS e Esp AugerMarcelo SouzaBelum ada peringkat
- Memorial Descritivo IbiráDokumen48 halamanMemorial Descritivo IbirábtggmktBelum ada peringkat
- Teste de TermodinâmicaDokumen2 halamanTeste de TermodinâmicaMarcus ChrystianBelum ada peringkat
- Catálogo de Produtos Spirax SarcoDokumen8 halamanCatálogo de Produtos Spirax SarcoRafael BentesBelum ada peringkat
- Relatório IX - Pressão de VaporDokumen9 halamanRelatório IX - Pressão de VaporJeiel FrancisBelum ada peringkat
- QuimicaDokumen2 halamanQuimicaAline AlvesBelum ada peringkat
- Ficha8 Química PDFDokumen6 halamanFicha8 Química PDFDaniela TargonBelum ada peringkat
- Apostila de Geradores de Vapor PDFDokumen88 halamanApostila de Geradores de Vapor PDFrodrigo santosBelum ada peringkat
- 2 Série - Química - TRILHA - Semana 18Dokumen1 halaman2 Série - Química - TRILHA - Semana 18Juvenal S. PereiraBelum ada peringkat
- Adensamento Do SoloDokumen26 halamanAdensamento Do SoloDenise AlmeidaBelum ada peringkat
- Estudo Do Desgaste de Revestimento Interno de Um Moinho de Bolas Operando Com Rocha FosfáticaDokumen8 halamanEstudo Do Desgaste de Revestimento Interno de Um Moinho de Bolas Operando Com Rocha FosfáticaTamiris LourençoBelum ada peringkat
- Células Eletroquímicas - Roteiro Aula PraticaDokumen4 halamanCélulas Eletroquímicas - Roteiro Aula PraticaAdilarBelum ada peringkat
- Classificação, Composição e Superfícies Dos Coloides No COTIDIANODokumen12 halamanClassificação, Composição e Superfícies Dos Coloides No COTIDIANOAnonymous UYDJtUnBelum ada peringkat
- Fluxograma de BlocosDokumen34 halamanFluxograma de BlocosElmo Sena JúniorBelum ada peringkat
- PDF Catalogo CKC 333 Portas Corta FogoDokumen2 halamanPDF Catalogo CKC 333 Portas Corta FogodbarosengBelum ada peringkat
- Trabalho de PolímerosDokumen5 halamanTrabalho de PolímerosAula ParticularBelum ada peringkat
- Analisador de GasesDokumen2 halamanAnalisador de GasesDaniel NóbregaBelum ada peringkat
- Manual Instalação GeomembranaDokumen41 halamanManual Instalação GeomembranaRodrigoMouraMarquesBelum ada peringkat