Anda mungkin juga menyukai
- Speech Trabajos de Soldadura y CorteDokumen7 halamanSpeech Trabajos de Soldadura y CortealonsoemmanuelBelum ada peringkat
- PTS Trabajos Corte y SoldaduraDokumen39 halamanPTS Trabajos Corte y Soldadurajorge fabian antillanca suazoBelum ada peringkat
- Lavado y colmatado de tapones de corcho. MAMA0109Dari EverandLavado y colmatado de tapones de corcho. MAMA0109Belum ada peringkat
- Soldadura Oxiacetilénica y OxicorteDokumen16 halamanSoldadura Oxiacetilénica y OxicorteRicardo AcevedoBelum ada peringkat
- Fabricación de tapones aglomerados. MAMA0109Dari EverandFabricación de tapones aglomerados. MAMA0109Belum ada peringkat
- Soldadura OxiacetilénicaDokumen6 halamanSoldadura OxiacetilénicaJOEL ARMANDO CHOQUE HUANCABelum ada peringkat
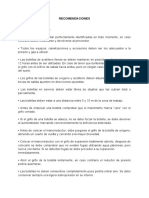
- Recomendaciones, Conclusiones y Bibliofrafia.Dokumen5 halamanRecomendaciones, Conclusiones y Bibliofrafia.Alonso FuentesBelum ada peringkat
- UF0572 - Instalaciones eficientes de suministro de agua y saneamiento en edificiosDari EverandUF0572 - Instalaciones eficientes de suministro de agua y saneamiento en edificiosPenilaian: 4 dari 5 bintang4/5 (4)
- Manual Soldadura Oxiacetilenica y Oxicorte PDFDokumen14 halamanManual Soldadura Oxiacetilenica y Oxicorte PDFcridavar100% (1)
- Normas de Seguridad Equipo OxiacetilenicoDokumen15 halamanNormas de Seguridad Equipo Oxiacetilenicocriscol226Belum ada peringkat
- Seguridad SoldaduraDokumen16 halamanSeguridad SoldaduraxENRICXBelum ada peringkat
- Soldadura Oxiacetilénica y OxicorteDokumen13 halamanSoldadura Oxiacetilénica y Oxicorteingsepulveda30Belum ada peringkat
- OxiacetilDokumen15 halamanOxiacetilCindy Carolina CiroBelum ada peringkat
- Soldadura de OXI-ACETILENODokumen13 halamanSoldadura de OXI-ACETILENOcoraima conchaBelum ada peringkat
- Instructivo SoldaduraDokumen3 halamanInstructivo SoldaduraHenry Baldárrago SanzBelum ada peringkat
- Soldadura Oxiacetilénica y OxicorteDokumen9 halamanSoldadura Oxiacetilénica y OxicorteWalther MolinaBelum ada peringkat
- NTP495Dokumen3 halamanNTP495GSO2007CMCBelum ada peringkat
- Soldadora de SopleteDokumen27 halamanSoldadora de SopleteRECEPCION PREVISERBelum ada peringkat
- Protocolo Seguridad Taller SoldaduraDokumen9 halamanProtocolo Seguridad Taller SoldaduraBeatriz Mamani LaymeBelum ada peringkat
- NTP 495Dokumen11 halamanNTP 495Karina Zambrano ArteagaBelum ada peringkat
- Soldadura OxiacetilenicaDokumen5 halamanSoldadura Oxiacetilenicahatunapu100% (1)
- Riesgos y Factores de RiesgoDokumen7 halamanRiesgos y Factores de RiesgoCarola Nuñez VillcaBelum ada peringkat
- Riesgos y Factores de Riesgo Asociados A Los Trabajos de Soldadura Oxiacetilénica y OxicorteDokumen8 halamanRiesgos y Factores de Riesgo Asociados A Los Trabajos de Soldadura Oxiacetilénica y Oxicorteholanod32Belum ada peringkat
- NTP 495Dokumen11 halamanNTP 495uzznBelum ada peringkat
- Programa Especifico para La Realizacion de Actividades de Soldadura y CorteDokumen12 halamanPrograma Especifico para La Realizacion de Actividades de Soldadura y CorteMaGj100% (3)
- OXICORTE - Normas de Seguridad GeneralesDokumen7 halamanOXICORTE - Normas de Seguridad GeneralesLorenaBelum ada peringkat
- Normas de Seguridad en Operaciones de SoldaduraDokumen14 halamanNormas de Seguridad en Operaciones de SoldaduraAarón Amador Núñez RascónBelum ada peringkat
- Soplete TrabajoDokumen19 halamanSoplete TrabajoLuis Cristian Ahumada FuentesBelum ada peringkat
- Soldadura OxiacetilénicaDokumen47 halamanSoldadura OxiacetilénicaMarcos BialiBelum ada peringkat
- OXICORTEDokumen29 halamanOXICORTEMatias RamundoBelum ada peringkat
- Caso Práctico VDokumen10 halamanCaso Práctico VMaría Jesús Plumed FreireBelum ada peringkat
- Seguridad en Soldadura OxiacetilénicaDokumen17 halamanSeguridad en Soldadura OxiacetilénicaSebastian Alvarado Castro0% (1)
- OxicorteDokumen6 halamanOxicorteGSO2007CMCBelum ada peringkat
- Informe de Soldadura Seguridad en La SoldaduraDokumen6 halamanInforme de Soldadura Seguridad en La SoldaduraAlfredo Pelaez100% (1)
- Charla de Seguridad Sobre SoldadurasDokumen2 halamanCharla de Seguridad Sobre SoldadurasRicardo LlanosBelum ada peringkat
- Cap NOM-027-STPS-2008 CORTE Y SOLDADURA PDFDokumen32 halamanCap NOM-027-STPS-2008 CORTE Y SOLDADURA PDFYaminithaKomplikadaBartoloHernandezBelum ada peringkat
- Ficha Riesgos Trabajos OxicorteDokumen3 halamanFicha Riesgos Trabajos OxicorteJavierBelum ada peringkat
- Soldadura y OxicorteDokumen2 halamanSoldadura y OxicorteGiselle Stephanie Alcaino Quiñones100% (1)
- Soldadura OxiacetilenaDokumen4 halamanSoldadura OxiacetilenaFranklin LahéeBelum ada peringkat
- NTP 495Dokumen11 halamanNTP 495Zaphan ZaphanBelum ada peringkat
- Normatividad para Equipos de SoldaduraDokumen5 halamanNormatividad para Equipos de SoldaduraDaniel Mauricio Puerto SanchezBelum ada peringkat
- Normas y Recomendaciones de Seguridad y Salud Laboral en SoldaduraDokumen4 halamanNormas y Recomendaciones de Seguridad y Salud Laboral en SoldadurasergioborregoBelum ada peringkat
- OxicorteDokumen5 halamanOxicorteAndrés SánchezBelum ada peringkat
- Oxicorte Normas de SeguridadDokumen5 halamanOxicorte Normas de SeguridadJavier_Iglesia_5413Belum ada peringkat
- 1soldaduras OxiDokumen54 halaman1soldaduras OxiJoaquin MolinaBelum ada peringkat
- Actividad de Soldadura y CorteDokumen27 halamanActividad de Soldadura y Cortegrupo aztlanBelum ada peringkat
- Identificación Del RiesgoDokumen4 halamanIdentificación Del RiesgoSalamanca IscarioteBelum ada peringkat
- Disposiciones para La Correcta Utilizacion de Los CilindrosDokumen2 halamanDisposiciones para La Correcta Utilizacion de Los CilindrosEddi Chura MendozaBelum ada peringkat
- Manual de Seguridad de OxicorteDokumen3 halamanManual de Seguridad de OxicortegabolhBelum ada peringkat
- Procedimientos y Reglas para Trabajos de OxicorteDokumen5 halamanProcedimientos y Reglas para Trabajos de OxicorteAlice MoralesBelum ada peringkat
- Norma API 1104 TraducidaDokumen8 halamanNorma API 1104 TraducidaDayana LizethBelum ada peringkat
- HDS Del Gas LP. (RESUMEN) EQUIPO DINAMITA U3Dokumen5 halamanHDS Del Gas LP. (RESUMEN) EQUIPO DINAMITA U3Sofia Torres ArandaBelum ada peringkat
- Riesgos para La Operacion de Soldadura OxiacetilenicaDokumen10 halamanRiesgos para La Operacion de Soldadura OxiacetilenicaRamiro Andres Lopez LealBelum ada peringkat
- Seguridad en Las Tareas de Corte o Soldadura OxiacetilénicaDokumen4 halamanSeguridad en Las Tareas de Corte o Soldadura OxiacetilénicaTemo CionasBelum ada peringkat
- OxicorteDokumen4 halamanOxicorteMauricio Ariel Almoancid AgueroBelum ada peringkat
- Normas de Seguridad SoldaduraDokumen5 halamanNormas de Seguridad SoldaduraRaul Oviedo SalasBelum ada peringkat
- Analisis de Fallas en CalderasDokumen26 halamanAnalisis de Fallas en CalderasMel ArocutipaBelum ada peringkat
- Maravillosas Actividades de Silabas para Primer y Segundo Grado de PrimariaDokumen3 halamanMaravillosas Actividades de Silabas para Primer y Segundo Grado de PrimariaJose Luis HernandezBelum ada peringkat
- Manual Mantenimiento de CorreasDokumen50 halamanManual Mantenimiento de CorreasunmdpBelum ada peringkat
- Hoja de Seguridad Allen CloralexDokumen7 halamanHoja de Seguridad Allen CloralexJose Luis Hernandez50% (36)
- Hoja de Seguridad Allen CloralexDokumen7 halamanHoja de Seguridad Allen CloralexJose Luis Hernandez50% (36)
- Evaluacion y Riesgo ELECTRICODokumen96 halamanEvaluacion y Riesgo ELECTRICOPedro MartinezBelum ada peringkat
- Contactores ModularesDokumen56 halamanContactores ModularesJose Luis HernandezBelum ada peringkat
- Manual RIESGO ELECTRICO PDFDokumen56 halamanManual RIESGO ELECTRICO PDFmarcelob721Belum ada peringkat
- HDS 695-895-1195Dokumen31 halamanHDS 695-895-1195Jose Luis HernandezBelum ada peringkat
- Ec 03Dokumen2 halamanEc 03Jose Luis HernandezBelum ada peringkat
- Recetas) para PalomitasDokumen5 halamanRecetas) para PalomitasJose Luis HernandezBelum ada peringkat