Anda mungkin juga menyukai
- Quality Control Inspector-RI 2010Dokumen1 halamanQuality Control Inspector-RI 2010Vinot NathanBelum ada peringkat
- CH 08Dokumen20 halamanCH 08Arpita PaulBelum ada peringkat
- Maintenance Management Case StudyDokumen45 halamanMaintenance Management Case StudyVinot NathanBelum ada peringkat
- Boiler EfficiencyDokumen3 halamanBoiler EfficiencyEr Akash MishraBelum ada peringkat
- EntrepreneurDokumen6 halamanEntrepreneurVinot NathanBelum ada peringkat
- Pneumatic HandbookDokumen96 halamanPneumatic HandbookVinot Nathan100% (1)
- Lubrication and TribologyDokumen25 halamanLubrication and TribologySyam TawakkalBelum ada peringkat
- The Green Beauty GuideDokumen290 halamanThe Green Beauty GuideVinot Nathan94% (18)
- 4 Stroke EngineDokumen38 halaman4 Stroke EngineVinot NathanBelum ada peringkat
- Bearing and Drive Shaft MechanismsDokumen3 halamanBearing and Drive Shaft MechanismsVinot NathanBelum ada peringkat
- Gas Turbine MaintenanceDokumen146 halamanGas Turbine MaintenanceMamoun1969100% (8)
- Pneumatic Cylinder Types and SizingDokumen27 halamanPneumatic Cylinder Types and SizingVinot NathanBelum ada peringkat
- Wind in MalaysiaDokumen24 halamanWind in MalaysiaVinot NathanBelum ada peringkat
- The Complete Guide To Food For Sports Performance - Peak Nutrition For Your Sport (Team Nanban) TMRGDokumen545 halamanThe Complete Guide To Food For Sports Performance - Peak Nutrition For Your Sport (Team Nanban) TMRGdnaskar92% (13)
- Steam Power PlantDokumen11 halamanSteam Power PlantVinot NathanBelum ada peringkat
- Basic PneumaticsDokumen120 halamanBasic PneumaticsVinot Nathan100% (4)
- Factors Affecting Academic Performance - ST Pius XDokumen22 halamanFactors Affecting Academic Performance - ST Pius XVinot NathanBelum ada peringkat
- Mastering Chess - A Course in 21 LessonsDokumen148 halamanMastering Chess - A Course in 21 LessonsThezza Lion100% (5)
- Basic Thermodynamics FundamentalsDokumen277 halamanBasic Thermodynamics FundamentalsVinot NathanBelum ada peringkat
- Steam TablesDokumen22 halamanSteam TablesJames McVeighBelum ada peringkat
- Basic Thermodynamics FundamentalsDokumen277 halamanBasic Thermodynamics FundamentalsVinot NathanBelum ada peringkat
- Tutorial 3d Cad Pemula Buat BelajarDokumen228 halamanTutorial 3d Cad Pemula Buat BelajarNur KhoirBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Computer Integrated Manufacturing Digital NotesDokumen59 halamanComputer Integrated Manufacturing Digital Notesparsha nayakBelum ada peringkat
- Technology and Operations ManagementDokumen34 halamanTechnology and Operations ManagementIris Jane N. SILVELABelum ada peringkat
- Lecture Cad CamDokumen84 halamanLecture Cad Camismail_69Belum ada peringkat
- Week 2 - Lecture 3D Part Design: ME 24-688 Introduction To CAD/CAE ToolsDokumen50 halamanWeek 2 - Lecture 3D Part Design: ME 24-688 Introduction To CAD/CAE ToolsBryan BritoBelum ada peringkat
- Principles of CAD CAM CAEDokumen600 halamanPrinciples of CAD CAM CAEBob Benedict0% (1)
- Chapter-8: Advanced MachiningDokumen7 halamanChapter-8: Advanced MachiningAniruddha Bartakke100% (1)
- Implement CAD &CAMDokumen12 halamanImplement CAD &CAMlyhoangphuc03Belum ada peringkat
- UOttawa SOPV1Dokumen4 halamanUOttawa SOPV1Jay MarwahaBelum ada peringkat
- ProEngineer - Tutorial 2D, 3D ModelingDokumen4 halamanProEngineer - Tutorial 2D, 3D ModelingDado KpsBelum ada peringkat
- Chennai Institute of Technolohy, Chennai - 600 069: Department of Mechanical EngineeringDokumen3 halamanChennai Institute of Technolohy, Chennai - 600 069: Department of Mechanical EngineeringKishore RaviBelum ada peringkat
- ResumeDokumen5 halamanResumeRohit GuptaBelum ada peringkat
- Mechanisation and Automation Evolution of Automation Goals and Applications of AutomationDokumen7 halamanMechanisation and Automation Evolution of Automation Goals and Applications of AutomationRifat RashidBelum ada peringkat
- RPT Question BankDokumen2 halamanRPT Question BankjishnuBelum ada peringkat
- Industrial Press 2012 PDFDokumen47 halamanIndustrial Press 2012 PDFAli Imamudeen50% (2)
- CopperCAM program allows CNC conversion of Gerber and Excellon filesDokumen7 halamanCopperCAM program allows CNC conversion of Gerber and Excellon filesKevin RodasBelum ada peringkat
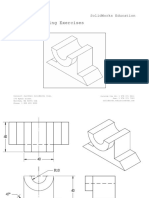
- Detailed Drawing Exercises: Solidworks EducationDokumen51 halamanDetailed Drawing Exercises: Solidworks EducationErick Sneider Plata AriasBelum ada peringkat
- Metalix Cnckad Brochure PDFDokumen2 halamanMetalix Cnckad Brochure PDFSuwandi LimBelum ada peringkat
- MDX 40A Price ListDokumen6 halamanMDX 40A Price ListcesarBelum ada peringkat
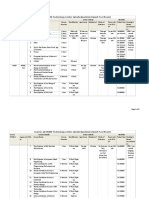
- Courses at MSME Technology Center Jamshedpur (Indo Danish Tool Room)Dokumen8 halamanCourses at MSME Technology Center Jamshedpur (Indo Danish Tool Room)Sweta SipraBelum ada peringkat
- HyperCAD S enDokumen16 halamanHyperCAD S enPaul VeramendiBelum ada peringkat
- CamDokumen52 halamanCamGaurav DabhekarBelum ada peringkat
- 2016 - Python Based 3-Axis CNC PlotterDokumen5 halaman2016 - Python Based 3-Axis CNC PlotterSachin ShindeBelum ada peringkat
- Virtual Environments For Design and ManufacturingDokumen11 halamanVirtual Environments For Design and ManufacturingtuongnvBelum ada peringkat
- TDM (PTJ - F) - CTS2.0 - NSQF-4Dokumen58 halamanTDM (PTJ - F) - CTS2.0 - NSQF-4ragu07Belum ada peringkat
- Optimasi Parameter Permesinan Terhadap Waktu Proses Pada Pemrograman CNC Milling Dengan Berbasis Cad/CamDokumen13 halamanOptimasi Parameter Permesinan Terhadap Waktu Proses Pada Pemrograman CNC Milling Dengan Berbasis Cad/CamElsa SafiraBelum ada peringkat
- Publication Blum 2018 19 PDFDokumen742 halamanPublication Blum 2018 19 PDFNikola TrnavacBelum ada peringkat
- FMS - Flexible Manufacturing Systems ExplainedDokumen18 halamanFMS - Flexible Manufacturing Systems Explainedjacks12Belum ada peringkat
- Practice Exercise 2Dokumen4 halamanPractice Exercise 2Ralliane Loise CabonotBelum ada peringkat
- Misuse of Information in Data IntegrityDokumen2 halamanMisuse of Information in Data IntegrityMildred C. WaltersBelum ada peringkat
- Optipro Brochure PDFDokumen3 halamanOptipro Brochure PDFMustaphaBenselkaBelum ada peringkat