Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- SoP Blank Templet at BPNDokumen1 halamanSoP Blank Templet at BPNDeo Karan RamBelum ada peringkat
- NIMS University Academic Audit SheetDokumen5 halamanNIMS University Academic Audit SheetDeo Karan RamBelum ada peringkat
- Improving Pumping System PerformanceDokumen122 halamanImproving Pumping System PerformanceFSnyderJr100% (7)
- Crude OilDokumen8 halamanCrude OilPriyanka DeuriBelum ada peringkat
- SOP Documents Formats For TimetableDokumen6 halamanSOP Documents Formats For TimetableDeo Karan RamBelum ada peringkat
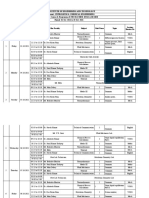
- 18 May 20 FM 4 PeDokumen23 halaman18 May 20 FM 4 PeDeo Karan RamBelum ada peringkat
- Lecture Plan Petro. Engg.Dokumen32 halamanLecture Plan Petro. Engg.Deo Karan RamBelum ada peringkat
- NIMS University Academic Audit SheetDokumen5 halamanNIMS University Academic Audit SheetDeo Karan RamBelum ada peringkat
- Dr. Shourabh Time Table Odd 2020 FNLDokumen2 halamanDr. Shourabh Time Table Odd 2020 FNLDeo Karan RamBelum ada peringkat
- Refinery Process: Application Solutions GuideDokumen168 halamanRefinery Process: Application Solutions Guide최승원Belum ada peringkat
- 18 May 20 PSHM 6 CHDokumen36 halaman18 May 20 PSHM 6 CHDeo Karan RamBelum ada peringkat
- HHS Public Access: The Formation of Human Populations in South and Central AsiaDokumen43 halamanHHS Public Access: The Formation of Human Populations in South and Central Asiauday123Belum ada peringkat
- Even Sem B.TECH PEDokumen2 halamanEven Sem B.TECH PEDeo Karan RamBelum ada peringkat
- Aplied Thermo SylbsDokumen2 halamanAplied Thermo SylbsDeo Karan RamBelum ada peringkat
- Nit DurgapurDokumen16 halamanNit DurgapurDeo Karan RamBelum ada peringkat
- Directions MACT to Godermou Bungalows BhopalDokumen3 halamanDirections MACT to Godermou Bungalows BhopalDeo Karan RamBelum ada peringkat
- Revised Advertisement For FacultyDokumen5 halamanRevised Advertisement For Facultyajayroy12Belum ada peringkat
- Even Sem B.Tech CHDokumen1 halamanEven Sem B.Tech CHDeo Karan RamBelum ada peringkat
- 1 s2.0 S0009250917305584 MainDokumen21 halaman1 s2.0 S0009250917305584 MainDeo Karan RamBelum ada peringkat
- Usief E-Brochure - Feb 3, 2017 - FinalDokumen28 halamanUsief E-Brochure - Feb 3, 2017 - FinalDeo Karan RamBelum ada peringkat
- Introduction To Transport Phenomena From Microscopic Equations of Change To Macroscopic Design (180 Pages)Dokumen168 halamanIntroduction To Transport Phenomena From Microscopic Equations of Change To Macroscopic Design (180 Pages)G_nd_z_G_zel_4582Belum ada peringkat
- Notification IIT BHU Post Doctoral Fellow PostsDokumen2 halamanNotification IIT BHU Post Doctoral Fellow PostsDeo Karan RamBelum ada peringkat
- Final Synopsis Report-D. K. RamDokumen14 halamanFinal Synopsis Report-D. K. RamDeo Karan RamBelum ada peringkat
- NPCIL - Question PapersDokumen3 halamanNPCIL - Question PapersRamnadh MandaliBelum ada peringkat
- UG Chemical SyllabusDokumen114 halamanUG Chemical SyllabusDeo Karan RamBelum ada peringkat
- Deo ProgDokumen28 halamanDeo ProgDeo Karan RamBelum ada peringkat
- Chapter1 DensityDokumen6 halamanChapter1 DensityHassaanAhmedBelum ada peringkat
- Final Synopsis Report-Deo Karan RamDokumen14 halamanFinal Synopsis Report-Deo Karan RamDeo Karan RamBelum ada peringkat
- MK-CKH VKJ Vecksmdj JK"V H Izks - KSFXDH Lalfkku) Tkyu/KjDokumen1 halamanMK-CKH VKJ Vecksmdj JK"V H Izks - KSFXDH Lalfkku) Tkyu/KjDeo Karan RamBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Model 42L15G60X8A Repair ManualDokumen20 halamanModel 42L15G60X8A Repair Manualnarciso84traninBelum ada peringkat
- Executive Summary - APPLEDokumen9 halamanExecutive Summary - APPLEjabdiana100% (10)
- Insulflex SizeDokumen1 halamanInsulflex SizeAnonymous ItzBhUGoiBelum ada peringkat
- Sludge ThickeningDokumen33 halamanSludge ThickeningKharisma Natalia100% (1)
- Properties of commercial copper alloy powdersDokumen2 halamanProperties of commercial copper alloy powdersLilian RoseBelum ada peringkat
- Load Calculation and Distribution for Amal Camp FacilitiesDokumen4 halamanLoad Calculation and Distribution for Amal Camp FacilitiesnikunjBelum ada peringkat
- EN 1371-1 Liquid Penetrant Inspection PDFDokumen25 halamanEN 1371-1 Liquid Penetrant Inspection PDFrazimujtaba3251Belum ada peringkat
- Analytica Chimica Acta: Jacopo La Nasa, Francesca Modugno, Matteo Aloisi, Anna Lluveras-Tenorio, Ilaria BonaduceDokumen8 halamanAnalytica Chimica Acta: Jacopo La Nasa, Francesca Modugno, Matteo Aloisi, Anna Lluveras-Tenorio, Ilaria Bonaducejuanda.scienceBelum ada peringkat
- FTIR Spectrometer AnalysisDokumen16 halamanFTIR Spectrometer AnalysisßraiñlĕsšȜĭnšteĭñBelum ada peringkat
- RDSO Test Procedures of SoilDokumen20 halamanRDSO Test Procedures of SoilAshok ChaudharyBelum ada peringkat
- All Makes Filters Cross Reference GuidesDokumen5 halamanAll Makes Filters Cross Reference GuidesJafet Israel RojasBelum ada peringkat
- CT00022379 28288Dokumen48 halamanCT00022379 28288Salim AshorBelum ada peringkat
- Milling Speed & Feed Calculator - Inch To MetricDokumen16 halamanMilling Speed & Feed Calculator - Inch To MetricAdnan MehmoodBelum ada peringkat
- Product Data Sheet: Current Limiter, Tesys U / Tesys Gv2, 32A/690V, Activation 1ka, Iq 100Ka@440V, Din Rail MountingDokumen2 halamanProduct Data Sheet: Current Limiter, Tesys U / Tesys Gv2, 32A/690V, Activation 1ka, Iq 100Ka@440V, Din Rail MountingJorge MartinsBelum ada peringkat
- Advantages of Precast Concrete ConstructionDokumen12 halamanAdvantages of Precast Concrete Constructionvalerie samarBelum ada peringkat
- Soil Stabilization ASSIGNMENTDokumen31 halamanSoil Stabilization ASSIGNMENTvishnu_2008Belum ada peringkat
- BITS Pilani: Module 4: Design of Separation Systems Lecture-15Dokumen24 halamanBITS Pilani: Module 4: Design of Separation Systems Lecture-15sukhmaniBelum ada peringkat
- Webasto Heater Remote Control: Here Is The Climate Control Unit J255 That Is Going To Be ModifiedDokumen8 halamanWebasto Heater Remote Control: Here Is The Climate Control Unit J255 That Is Going To Be ModifiedAlexanderBelum ada peringkat
- Dye Bath LubricantsDokumen6 halamanDye Bath Lubricantsthedevil666100% (1)
- Air EmissionsDokumen34 halamanAir EmissionsdmshahidchBelum ada peringkat
- Cepsa Fundicol Hfu: Lubricants For Industrial UseDokumen1 halamanCepsa Fundicol Hfu: Lubricants For Industrial UseVladislav TrempoletsBelum ada peringkat
- DNV-RU-SHIP Pt.2 Ch.1Dokumen50 halamanDNV-RU-SHIP Pt.2 Ch.1marine matdanBelum ada peringkat
- Emulsifying MachineDokumen2 halamanEmulsifying MachineSebas PerBelum ada peringkat
- Operating Manual: "Mark II" Solid-State Digital Automatic Controlled SterilizersDokumen22 halamanOperating Manual: "Mark II" Solid-State Digital Automatic Controlled Sterilizersjyoti ranjanBelum ada peringkat
- Venezuela Asfalto Modificado PDFDokumen12 halamanVenezuela Asfalto Modificado PDFkarenBelum ada peringkat
- Standardized WorkDokumen13 halamanStandardized WorkpelletongoBelum ada peringkat
- Factsheet SGT-700 enDokumen2 halamanFactsheet SGT-700 enAzril DahariBelum ada peringkat
- KD-213 TDSDokumen3 halamanKD-213 TDSalpesh.samruddhigroupBelum ada peringkat
- Alarm ValveDokumen6 halamanAlarm ValveAnonymous ZPTCAz9Belum ada peringkat
- PTES Sample IR Scan ReportDokumen22 halamanPTES Sample IR Scan ReportAkshay GatkalBelum ada peringkat