Anda mungkin juga menyukai
- AUTOMATION IN PRODUCTION SYSTEMS Unit 1Dokumen12 halamanAUTOMATION IN PRODUCTION SYSTEMS Unit 1compras.seaagsBelum ada peringkat
- Unit 1 Introduction To AutomationDokumen19 halamanUnit 1 Introduction To Automationshadow.thevolcanoBelum ada peringkat
- AUTOMATION For Learnig Session in SEMINARSDokumen8 halamanAUTOMATION For Learnig Session in SEMINARSandrei CalloBelum ada peringkat
- Unit 1Dokumen7 halamanUnit 1GajananBelum ada peringkat
- Automation in ManufacturingDokumen128 halamanAutomation in ManufacturingMsBelum ada peringkat
- AutomationDokumen9 halamanAutomationPrincy AgrawalBelum ada peringkat
- Automation in Production Systems PDFDokumen10 halamanAutomation in Production Systems PDFMrRulesGta0% (1)
- AIM All Units - 3122018Dokumen91 halamanAIM All Units - 3122018Čhęťãń ĶBelum ada peringkat
- Aim NotesDokumen90 halamanAim NotesSanketh SBelum ada peringkat
- MADA DDokumen11 halamanMADA DHimanshu JaiswalBelum ada peringkat
- Notes Unit 1Dokumen7 halamanNotes Unit 1Sooraj ThakurBelum ada peringkat
- Automation ProductionDokumen6 halamanAutomation ProductionGhilman HabibBelum ada peringkat
- Automation in ManufacturingDokumen20 halamanAutomation in ManufacturingSunkeswaram Deva PrasadBelum ada peringkat
- Ebroand Seya-1Dokumen19 halamanEbroand Seya-1wabdushukurBelum ada peringkat
- Industrial AutomationDokumen6 halamanIndustrial AutomationCamyChin50% (4)
- Types of Automation System With ExamplesDokumen3 halamanTypes of Automation System With Examplestanvi tamhane100% (1)
- Unit 3Dokumen34 halamanUnit 3Mohammad MunniBelum ada peringkat
- Ghrce - Final Aip Lab Manual (Viii Sem)Dokumen89 halamanGhrce - Final Aip Lab Manual (Viii Sem)Jyotiraman De100% (1)
- IIA Module 5Dokumen48 halamanIIA Module 5TeenaBelum ada peringkat
- Process Selection and Facility LayoutDokumen7 halamanProcess Selection and Facility LayoutজহিরুলইসলামশোভনBelum ada peringkat
- Ebroand SeyaDokumen19 halamanEbroand SeyawabdushukurBelum ada peringkat
- 11 CimDokumen6 halaman11 Cimbanne akshayBelum ada peringkat
- Automation Notes 1Dokumen18 halamanAutomation Notes 1Harsh DwivediBelum ada peringkat
- Chapter 1Dokumen14 halamanChapter 1Niño AntoninoBelum ada peringkat
- AutomationDokumen32 halamanAutomationsjsujiprasadBelum ada peringkat
- SEMESTER 1 (2020/2021) SMJE 4293 Assignment 1: LECTURES: Profesor Madya DR Mohd Fauzi Bin OthmanDokumen7 halamanSEMESTER 1 (2020/2021) SMJE 4293 Assignment 1: LECTURES: Profesor Madya DR Mohd Fauzi Bin OthmanBrian LaiBelum ada peringkat
- Report SummaryDokumen4 halamanReport SummaryJudeline PastoresBelum ada peringkat
- 3 2 2 P 604764a9e8de5 FileDokumen13 halaman3 2 2 P 604764a9e8de5 FileKunal AhiwaleBelum ada peringkat
- CH 1 CIM IntroductionDokumen53 halamanCH 1 CIM IntroductionElias GebrekirosBelum ada peringkat
- 10) What Is Automation and How Is It Different From Mechanization??Dokumen4 halaman10) What Is Automation and How Is It Different From Mechanization??Rohan KawediyaBelum ada peringkat
- Automatic Tool Changer...Dokumen41 halamanAutomatic Tool Changer...Rahul Singh92% (12)
- سلايدات اتمتةDokumen612 halamanسلايدات اتمتةAbdul-Aziz MasadBelum ada peringkat
- Chapter1 (Basic Automation)Dokumen21 halamanChapter1 (Basic Automation)Muhammad AniqBelum ada peringkat
- AIM (Unit 1)Dokumen46 halamanAIM (Unit 1)0iamkaran0Belum ada peringkat
- Basic of Programmable Logic ControllerDokumen146 halamanBasic of Programmable Logic ControllerNishant SaxenaBelum ada peringkat
- Automation Definition Advantages Goals Types Need Laws and Principles of AutomationDokumen10 halamanAutomation Definition Advantages Goals Types Need Laws and Principles of AutomationPrashant KashyapBelum ada peringkat
- TurbineDokumen8 halamanTurbineBhbBelum ada peringkat
- Non-Traditional Machining and Automation: B.Tech. (4 Sem) Spring 2021 Department of Mechanical Engineering NIT SrinagarDokumen14 halamanNon-Traditional Machining and Automation: B.Tech. (4 Sem) Spring 2021 Department of Mechanical Engineering NIT SrinagarJatin prasad TandanBelum ada peringkat
- Unit 1 plc-1 PDFDokumen34 halamanUnit 1 plc-1 PDFMahesh ShendeBelum ada peringkat
- The Advantages and Disadvantages of Automation in ManufacturingDokumen2 halamanThe Advantages and Disadvantages of Automation in ManufacturingSujan ChapagainBelum ada peringkat
- Industrial Automation1Dokumen15 halamanIndustrial Automation1anon_91668243Belum ada peringkat
- POM Assignment 1 (F)Dokumen7 halamanPOM Assignment 1 (F)Jaijeet UnkuleBelum ada peringkat
- Wa0004.Dokumen17 halamanWa0004.Trishika DebnathBelum ada peringkat
- Nozzle Arrangements by JakijakiDokumen51 halamanNozzle Arrangements by JakijakiSachinBelum ada peringkat
- Automation in ManufacturingDokumen101 halamanAutomation in ManufacturingPrasanna JBelum ada peringkat
- Advantages and Disadvantages: Control Systems Information TechnologiesDokumen9 halamanAdvantages and Disadvantages: Control Systems Information TechnologiesVeeramohan ReddyBelum ada peringkat
- Unit-1 Notes 22-11-2022Dokumen32 halamanUnit-1 Notes 22-11-20224PS19EC071 Lakshmi.MBelum ada peringkat
- What Production Facilities Are Required?Dokumen10 halamanWhat Production Facilities Are Required?mkumar_234155Belum ada peringkat
- Chapter1 AutomationDokumen8 halamanChapter1 AutomationNaveed AhmedBelum ada peringkat
- Chapter Five Apparel Manufacturing StrategiesDokumen12 halamanChapter Five Apparel Manufacturing StrategiesEndashaw YohannesBelum ada peringkat
- Automation in ManufacturingDokumen89 halamanAutomation in ManufacturingPassmore DubeBelum ada peringkat
- GROUP NO 17 - Advantages of Automation SystemDokumen4 halamanGROUP NO 17 - Advantages of Automation SystemAnurag Chadha100% (1)
- Automation - Lecture 01Dokumen6 halamanAutomation - Lecture 01Sudhir KumarBelum ada peringkat
- Midterm ReviewerDokumen11 halamanMidterm ReviewerNikka VelascoBelum ada peringkat
- Pengenalan Teknologi Kimpalan BerautomasiDokumen13 halamanPengenalan Teknologi Kimpalan BerautomasiPaktam NabilBelum ada peringkat
- Lecture Notes 1 CadcamDokumen14 halamanLecture Notes 1 CadcamNicolas LuchmunBelum ada peringkat
- Unit 8 - AutomationDokumen24 halamanUnit 8 - Automationlamao123Belum ada peringkat
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowDari EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowPenilaian: 4 dari 5 bintang4/5 (1)
- Topology Optimization For FDM ProcessDokumen6 halamanTopology Optimization For FDM ProcessBalu ZerofourBelum ada peringkat
- Aircraft Tire ManualDokumen52 halamanAircraft Tire ManualThe United Aviation100% (3)
- Repairing CAD ModelsDokumen8 halamanRepairing CAD ModelsBalu ZerofourBelum ada peringkat
- Karuna SriDokumen3 halamanKaruna SriBalu ZerofourBelum ada peringkat
- Audio BasicsDokumen6 halamanAudio BasicsBalu ZerofourBelum ada peringkat
- Inspection TechnologiesDokumen55 halamanInspection TechnologiesBalu ZerofourBelum ada peringkat
- Topology Optimization in Additive ManufacturingDokumen15 halamanTopology Optimization in Additive ManufacturingBalu ZerofourBelum ada peringkat
- A New Database Approach To Improve STL Files Correction AlgorithmsDokumen7 halamanA New Database Approach To Improve STL Files Correction AlgorithmsBalu ZerofourBelum ada peringkat
- Generation of Computational Surface Meshes of STL ModelsDokumen4 halamanGeneration of Computational Surface Meshes of STL ModelsBalu ZerofourBelum ada peringkat
- ANSYS To Dyna SummaryDokumen16 halamanANSYS To Dyna SummaryBalu ZerofourBelum ada peringkat
- Automatic Pre Mesh CAD Data RepairingDokumen9 halamanAutomatic Pre Mesh CAD Data RepairingBalu ZerofourBelum ada peringkat
- Quantification of Errors in Rapid Prototyping ProcessesDokumen6 halamanQuantification of Errors in Rapid Prototyping ProcessesBalu ZerofourBelum ada peringkat
- Intelligent Stereo Lithography File CorrectionDokumen9 halamanIntelligent Stereo Lithography File CorrectionBalu ZerofourBelum ada peringkat
- BEAM 189: Problem StatementDokumen4 halamanBEAM 189: Problem StatementBalu ZerofourBelum ada peringkat
- ThesisDokumen62 halamanThesisEdo WinartaBelum ada peringkat
- Harmonic AnalysisDokumen10 halamanHarmonic AnalysisBalu ZerofourBelum ada peringkat
- 3DS Brammo Case StudyDokumen1 halaman3DS Brammo Case StudyBalu ZerofourBelum ada peringkat
- Drip Irrigation ModelDokumen1 halamanDrip Irrigation ModelBalu ZerofourBelum ada peringkat
- 3D CAD CAM and Rapid PrototypingDokumen20 halaman3D CAD CAM and Rapid PrototypingTan TeongShengBelum ada peringkat
- STL Ascii FormatDokumen22 halamanSTL Ascii FormatBalu ZerofourBelum ada peringkat
- Notations Temperature Raise in Metal Working ProcessDokumen4 halamanNotations Temperature Raise in Metal Working ProcessBalu ZerofourBelum ada peringkat
- Cubase SyllabusDokumen3 halamanCubase SyllabusBalu Zerofour0% (1)
- Optimum Part DepositionDokumen10 halamanOptimum Part DepositionBalu ZerofourBelum ada peringkat
- Cubase SyllabusDokumen3 halamanCubase SyllabusBalu Zerofour0% (1)
- Aircraft Tire ManualDokumen52 halamanAircraft Tire ManualThe United Aviation100% (3)
- Lic AaoDokumen9 halamanLic AaoFurin KatoBelum ada peringkat
- Pressure Vessels PDFDokumen19 halamanPressure Vessels PDFArnaldo BenitezBelum ada peringkat
- Pressure Vessels PDFDokumen19 halamanPressure Vessels PDFArnaldo BenitezBelum ada peringkat
- L13 BeziercurveDokumen13 halamanL13 BeziercurveYeswanth Kumar ReddyBelum ada peringkat
- Lic AaoDokumen9 halamanLic AaoFurin KatoBelum ada peringkat
- List of GHS Hazard Statement & PictogramsDokumen33 halamanList of GHS Hazard Statement & PictogramsKhairul BarsriBelum ada peringkat
- 10 2Dokumen26 halaman10 2cristinatubleBelum ada peringkat
- Balancing of Reciprocating MassesDokumen74 halamanBalancing of Reciprocating MassesBharaniSai100% (1)
- FE Simulation of PIP Systems With SAGE ProfileDokumen8 halamanFE Simulation of PIP Systems With SAGE ProfileGodwinBelum ada peringkat
- PistonDokumen7 halamanPistongauravarora93100% (1)
- Basic Electronics Lab ManualDokumen47 halamanBasic Electronics Lab ManualAlpesh ThesiyaBelum ada peringkat
- Lecture-7 - Line CodingDokumen14 halamanLecture-7 - Line CodingFahim Hasan AlifBelum ada peringkat
- Symmetries and Conservation Laws-Consequences of Noether TheoremDokumen8 halamanSymmetries and Conservation Laws-Consequences of Noether TheoremmastinaropuruBelum ada peringkat
- Implant TrainingDokumen5 halamanImplant Trainingrsrinath91Belum ada peringkat
- Practical Report Guideline EEE250Dokumen8 halamanPractical Report Guideline EEE250MOHD ASYRAAF BIN SAIDINBelum ada peringkat
- The SphereDokumen9 halamanThe SpherePast Buanget100% (1)
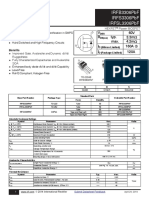
- Irfb3306Pbf Irfs3306Pbf Irfsl3306Pbf: V 60V R Typ. 3.3M: Max. 4.2M I 160A C I 120ADokumen12 halamanIrfb3306Pbf Irfs3306Pbf Irfsl3306Pbf: V 60V R Typ. 3.3M: Max. 4.2M I 160A C I 120ADirson Volmir WilligBelum ada peringkat
- Introduction To Java Programming ReviewerDokumen90 halamanIntroduction To Java Programming ReviewerJohn Ryan FranciscoBelum ada peringkat
- MoazzamMaqsood Transcript PDFDokumen3 halamanMoazzamMaqsood Transcript PDFmoazzam maqsoodBelum ada peringkat
- Data Visualization For Python - Sales Retail - r1Dokumen19 halamanData Visualization For Python - Sales Retail - r1Mazhar MahadzirBelum ada peringkat
- Chapter 7 Analysis of Stress and StrainDokumen20 halamanChapter 7 Analysis of Stress and StrainLong Nguyễn HoàngBelum ada peringkat
- InfoWater Student Analysis and Design WorkbookDokumen80 halamanInfoWater Student Analysis and Design WorkbookefcarrionBelum ada peringkat
- 1.summative-Test Math7Dokumen1 halaman1.summative-Test Math7Jaylor GaridoBelum ada peringkat
- SM700 E WebDokumen4 halamanSM700 E WebrobertwebberBelum ada peringkat
- Dynamic Force AnalysisDokumen13 halamanDynamic Force AnalysisJakesBelum ada peringkat
- Sewage: Vag Hade Flap ValveDokumen4 halamanSewage: Vag Hade Flap ValveAhmedRamadanBelum ada peringkat
- Stability Analysis of Steel Storage Rack Structures PDFDokumen7 halamanStability Analysis of Steel Storage Rack Structures PDFFabian Flemin BahamondeBelum ada peringkat
- Exploring Music ContentsDokumen370 halamanExploring Music ContentsRoby SamboraBelum ada peringkat
- Faculty: Geology Exploration Specialty: Geology Engineering Group: 123.6 Student: Asef Sadiqov Teacher: Afet Israfilova Theme: The EarthDokumen16 halamanFaculty: Geology Exploration Specialty: Geology Engineering Group: 123.6 Student: Asef Sadiqov Teacher: Afet Israfilova Theme: The EarthKenan RehmanBelum ada peringkat
- Serie W11 PDFDokumen2 halamanSerie W11 PDFOrlandoBelum ada peringkat
- General Pathology Lecture Group 1 HandoutDokumen6 halamanGeneral Pathology Lecture Group 1 HandoutCecille AnnBelum ada peringkat
- Bubble Sort ExampleDokumen7 halamanBubble Sort Examplenur_anis_8Belum ada peringkat
- Urban Road Types 25.01.2022Dokumen5 halamanUrban Road Types 25.01.2022Balogun IbrahimBelum ada peringkat
- Angular AccuracyDokumen4 halamanAngular AccuracySwatilekha ChowdhuryBelum ada peringkat
- Appraisal Assistant User ManualDokumen55 halamanAppraisal Assistant User ManualDamian Padilla100% (3)