Anda mungkin juga menyukai
- Steel Estimating TodayDokumen9 halamanSteel Estimating Todayntah84100% (2)
- SS Piping Erection MHR's EstimateDokumen6 halamanSS Piping Erection MHR's EstimatemohammadkassarBelum ada peringkat
- Estimating ProcedureDokumen16 halamanEstimating ProcedureHaneefa ChBelum ada peringkat
- Structural Steel Estimating ChecklistDokumen1 halamanStructural Steel Estimating ChecklistDharmarajah Xavier Indrarajan100% (1)
- Stud Bolts 2hex Nuts Weight Imperial SizesDokumen12 halamanStud Bolts 2hex Nuts Weight Imperial SizesBryan Mauricio Diaz Avila100% (1)
- Pipes PoolsDokumen3 halamanPipes PoolsjorgemachigueBelum ada peringkat
- Structural Steel FramingDokumen21 halamanStructural Steel FramingAlejandro MorelBelum ada peringkat
- Team Leader - Senior Checker For Structural Steel Detailing - Delhi - Delhi - Simsona Technology Pvt. Ltd. - 3 To 6 Years of Experience PDFDokumen3 halamanTeam Leader - Senior Checker For Structural Steel Detailing - Delhi - Delhi - Simsona Technology Pvt. Ltd. - 3 To 6 Years of Experience PDFDeepankar ChoudhuryBelum ada peringkat
- Structural Steel PresentationDokumen91 halamanStructural Steel PresentationP SHANKAR BABU75% (4)
- Fabrication Division QMDDokumen11 halamanFabrication Division QMDRakesh RanjanBelum ada peringkat
- PQR - Wps - PWHT P91 To CS: Tunisian Quality EngineerDokumen14 halamanPQR - Wps - PWHT P91 To CS: Tunisian Quality EngineerRajeev KhantwalBelum ada peringkat
- Manage Structural Steel Production Using BarcodesDokumen10 halamanManage Structural Steel Production Using BarcodesajaymrBelum ada peringkat
- Construction ChecklistDokumen2 halamanConstruction Checklistnischal_babuBelum ada peringkat
- Structural Steel FabricationDokumen14 halamanStructural Steel FabricationClarkFedele27Belum ada peringkat
- Productivity Analysis of Steel Works For Cost Esti PDFDokumen8 halamanProductivity Analysis of Steel Works For Cost Esti PDFAkilanBelum ada peringkat
- Steel ErectDokumen63 halamanSteel ErectEssam Abdelmonem Mohamed Pmp100% (1)
- 001-Annex 01 Preliminary Project Time ScheduleDokumen2 halaman001-Annex 01 Preliminary Project Time ScheduleCharu ChhabraBelum ada peringkat
- Weld RepairsDokumen40 halamanWeld Repairsவிஷ்ணு ராஜசெல்வன்Belum ada peringkat
- Guidesteelworkssupervision PDFDokumen78 halamanGuidesteelworkssupervision PDFPhạm Văn ĐảngBelum ada peringkat
- How To Make A PERT-CPM Chart and SWOT AnalysisDokumen8 halamanHow To Make A PERT-CPM Chart and SWOT Analysis'Ronnel Cris ⎝⏠⏝⏠⎠ Consul'0% (1)
- Steel Stairs, Ladders and Platforms - MSTDokumen13 halamanSteel Stairs, Ladders and Platforms - MSTwafikmh4Belum ada peringkat
- Quality control and fabrication of composite bridge girdersDokumen7 halamanQuality control and fabrication of composite bridge girdersradhakrishnangBelum ada peringkat
- Productivity and EcononyDokumen69 halamanProductivity and EcononyVijayan MunuswamyBelum ada peringkat
- Technofac: Welding Inspector CSWIP 3.1 Non Destructive Examination (NDE), ASNT Level-IIDokumen9 halamanTechnofac: Welding Inspector CSWIP 3.1 Non Destructive Examination (NDE), ASNT Level-IIElankumaran PeriakaruppanBelum ada peringkat
- Structural Estimate BasisDokumen8 halamanStructural Estimate BasisKaloyBelum ada peringkat
- Sakthivel - CM - Steel StructureDokumen6 halamanSakthivel - CM - Steel StructurekailasamsomuBelum ada peringkat
- Annexure-5-Technical Specification For Structural Steel WorksDokumen20 halamanAnnexure-5-Technical Specification For Structural Steel WorksGarapati Bala KrishnaBelum ada peringkat
- Optimum pipe purging for economy and qualityDokumen3 halamanOptimum pipe purging for economy and qualityshridharbshenoyBelum ada peringkat
- Welding Consumable ReconcilationDokumen21 halamanWelding Consumable Reconcilationraju100% (2)
- Daily Progress Report-Construction Team 09-02-2017Dokumen8 halamanDaily Progress Report-Construction Team 09-02-2017Scribd UserBelum ada peringkat
- Welding and Fabrication NoteDokumen54 halamanWelding and Fabrication NoteluminiousBelum ada peringkat
- Asme, Aws CodesDokumen21 halamanAsme, Aws CodesemmanueljosephBelum ada peringkat
- AESS - Steel StructureDokumen56 halamanAESS - Steel Structurevirginia_aureliaBelum ada peringkat
- Constructing The Gold Standard FinalDokumen135 halamanConstructing The Gold Standard FinalGMA16Belum ada peringkat
- FM-D-01 Steel Structure ErectionDokumen1 halamanFM-D-01 Steel Structure ErectionG Vamsi ChandBelum ada peringkat
- Fabrication Guide PDFDokumen96 halamanFabrication Guide PDFbookpp100% (2)
- Fit-Up Inspection Report: Location: Weld Type Equipment Description: Date: Report No.: SystemDokumen1 halamanFit-Up Inspection Report: Location: Weld Type Equipment Description: Date: Report No.: SystemAnonymous 0rt9KWmNBelum ada peringkat
- Welding Cost Managment Layout ModifiedDokumen13 halamanWelding Cost Managment Layout ModifiedmrBelum ada peringkat
- Progress Tracking Sheet-Steel FabricationDokumen2 halamanProgress Tracking Sheet-Steel FabricationMohamed AtefBelum ada peringkat
- M2 U7 Plasma Arc CuttingDokumen29 halamanM2 U7 Plasma Arc CuttingKenan MuhamedagicBelum ada peringkat
- Conceptual Estimating: Steel Fabricator's Key to Early Project InvolvementDokumen4 halamanConceptual Estimating: Steel Fabricator's Key to Early Project InvolvementΈνκινουαν Κόγκ ΑδάμουBelum ada peringkat
- Structural Steel Spec. and ConstructionDokumen12 halamanStructural Steel Spec. and ConstructionAshwani DograBelum ada peringkat
- Rule of ThumbsDokumen10 halamanRule of ThumbsJing JingBelum ada peringkat
- Scaffold CalculationDokumen6 halamanScaffold Calculationrajkamal_eBelum ada peringkat
- Weld Cost Calc XL1.3.2mmDokumen3 halamanWeld Cost Calc XL1.3.2mmVipin JoseBelum ada peringkat
- Estimating Steel Building Installation PDFDokumen2 halamanEstimating Steel Building Installation PDFJurie_sk3608Belum ada peringkat
- NIEN MADE PROJECT FACTORY 3-6 SUMMARYDokumen11 halamanNIEN MADE PROJECT FACTORY 3-6 SUMMARYthang TranBelum ada peringkat
- AZZ Galv Fab BookDokumen27 halamanAZZ Galv Fab BookDaren NeradBelum ada peringkat
- Bending ProcedureDokumen1 halamanBending ProcedureabbasBelum ada peringkat
- Fabrication of Structural Steel WorkDokumen16 halamanFabrication of Structural Steel WorkyogeswaranBelum ada peringkat
- CV Mechanical Engineer Project Manager 11 Years ExperienceDokumen2 halamanCV Mechanical Engineer Project Manager 11 Years ExperienceDARA SINGHBelum ada peringkat
- Structural Steel Erection ChecklistDokumen3 halamanStructural Steel Erection ChecklistResearcherBelum ada peringkat
- Labour Output of Steel Fixers in Selected Building Construction Sites in Malaysia - Journal of Applied Sciences & Environmental SustainabilityDokumen11 halamanLabour Output of Steel Fixers in Selected Building Construction Sites in Malaysia - Journal of Applied Sciences & Environmental SustainabilityPaul MaposaBelum ada peringkat
- Fabrication and Erection For Structural Steel.Dokumen2 halamanFabrication and Erection For Structural Steel.Shaik MushtaqBelum ada peringkat
- How To Estimate The Cost of Structural Steel - TechPaper - January2009Dokumen9 halamanHow To Estimate The Cost of Structural Steel - TechPaper - January2009Rezky MuliaBelum ada peringkat
- Pre Engineering BuildingDokumen7 halamanPre Engineering BuildingPaulus_Fineza_4368Belum ada peringkat
- Bus Stop Steel FinalDokumen33 halamanBus Stop Steel FinalanuarBelum ada peringkat
- CE302 Chap1-3Dokumen106 halamanCE302 Chap1-3anesu dhewaBelum ada peringkat
- Vishal ReportDokumen7 halamanVishal ReportVishal BellaBelum ada peringkat
- Interview QuestionDokumen4 halamanInterview Questionrittinjose.gulfaBelum ada peringkat
- 3rd Term-Finance ManagementDokumen65 halaman3rd Term-Finance ManagementShreedhar100% (1)
- Capital BudgetingDokumen20 halamanCapital BudgetingDheeraj100% (1)
- 200 Questions and Answers On Practical Civil Engineering Works 2008Dokumen84 halaman200 Questions and Answers On Practical Civil Engineering Works 2008ramdj100% (4)
- 3rd Term-Human Resources ManagementDokumen56 halaman3rd Term-Human Resources ManagementShreedharBelum ada peringkat
- Construction of Railway Over Bridge by Ishan KaushalDokumen43 halamanConstruction of Railway Over Bridge by Ishan Kaushaldriverx4785% (13)
- 200 Questions and Answers On Practical Civil Engineering Works 2008Dokumen84 halaman200 Questions and Answers On Practical Civil Engineering Works 2008ramdj100% (4)
- Quality Control & Assurance SystemsDokumen42 halamanQuality Control & Assurance Systemssurender20111991Belum ada peringkat
- 3rd Term-Finance ManagementDokumen65 halaman3rd Term-Finance ManagementShreedhar100% (1)
- Capital BudgetingDokumen20 halamanCapital BudgetingDheeraj100% (1)
- CSAO ManualDokumen471 halamanCSAO ManualpjhollowBelum ada peringkat
- 4 Quality in Facilities and ServicesDokumen6 halaman4 Quality in Facilities and ServicesyradwohcBelum ada peringkat
- PROJECT MANAGEMENT SKILLSDokumen97 halamanPROJECT MANAGEMENT SKILLSyradwohcBelum ada peringkat
- 14 PrinciplesDokumen31 halaman14 PrinciplesNaresh TrainerBelum ada peringkat
- NTPC Safety Rules SummaryDokumen109 halamanNTPC Safety Rules SummaryVivek Kakkoth100% (2)
- Civil Engineering Practical Notes A-ZDokumen142 halamanCivil Engineering Practical Notes A-Zhossainsultan100% (5)
- 200 Questions and Answers On Practical Civil Engineering Works 2008Dokumen84 halaman200 Questions and Answers On Practical Civil Engineering Works 2008ramdj100% (4)
- 48847Dokumen132 halaman48847krishimaBelum ada peringkat
- Automatic Design Algorithms For Securing The Ground Contact Stability of Mobile CranesDokumen13 halamanAutomatic Design Algorithms For Securing The Ground Contact Stability of Mobile CranesGogyBelum ada peringkat
- Earth Moving Equipment: Power Shovel, Back Hoe, Dragline, Scraper, Dozer and Power ShovelDokumen48 halamanEarth Moving Equipment: Power Shovel, Back Hoe, Dragline, Scraper, Dozer and Power ShovelSuson DhitalBelum ada peringkat
- Hazard Alert - Stowed Fly JibDokumen1 halamanHazard Alert - Stowed Fly JibJamal ShahBelum ada peringkat
- L&T MaterialDokumen64 halamanL&T MaterialAnirban Das50% (2)
- Product Design SpecificationDokumen7 halamanProduct Design Specificationspellbinder50Belum ada peringkat
- Design an overhead crane beamDokumen95 halamanDesign an overhead crane beamEnrique Santiago BenavidesBelum ada peringkat
- HSE in Well OpsDokumen34 halamanHSE in Well OpsethelchudiBelum ada peringkat
- Crane Lifting Plan Lifting Operation Method Statement/Lift Plan & Risk AssessmentDokumen20 halamanCrane Lifting Plan Lifting Operation Method Statement/Lift Plan & Risk AssessmentIskandar AzriBelum ada peringkat
- Proposed Damansara Shah Alam Elevated Expressway (Dash)Dokumen8 halamanProposed Damansara Shah Alam Elevated Expressway (Dash)Nurulhidayah Abdul JalilBelum ada peringkat
- Runways MonorailDokumen16 halamanRunways MonorailNguyễn Văn ĐiệpBelum ada peringkat
- S07-3 Poclain Wheel Motor MS All SizesDokumen236 halamanS07-3 Poclain Wheel Motor MS All SizesYankonde ChisenseBelum ada peringkat
- EMY-04-EHS-7429-REC 42 - Mobile, Crawler and Lorry Crane Inspection Checklist Form RV 1Dokumen2 halamanEMY-04-EHS-7429-REC 42 - Mobile, Crawler and Lorry Crane Inspection Checklist Form RV 1Vashan RoyBelum ada peringkat
- ATV FrenosDokumen69 halamanATV FrenosLeonardoAcevedoBelum ada peringkat
- Methods of Soft Ground Improvement: James D. HussinDokumen37 halamanMethods of Soft Ground Improvement: James D. HussinLiewLeeFeiBelum ada peringkat
- National Institute of Fashion Technology, Gandhinagar: Plant Layout and Facility Design Assignment - 2Dokumen28 halamanNational Institute of Fashion Technology, Gandhinagar: Plant Layout and Facility Design Assignment - 2tamanna88Belum ada peringkat
- (Gantry Crane) - Operation and Maintenance ManualDokumen179 halaman(Gantry Crane) - Operation and Maintenance Manualasri elektronikBelum ada peringkat
- Spare Parts Catalogue PJ170: (J302-SK-A)Dokumen78 halamanSpare Parts Catalogue PJ170: (J302-SK-A)Reda ElbouzidiBelum ada peringkat
- Checklist For SiteDokumen4 halamanChecklist For Sitemuk3128Belum ada peringkat
- PALFINGER MARINE CRANES: LEADING SPECIALIST IN MARINE LIFTING SOLUTIONSDokumen29 halamanPALFINGER MARINE CRANES: LEADING SPECIALIST IN MARINE LIFTING SOLUTIONSpradewoBelum ada peringkat
- Hydraulic Floor Crane 360 Degree RotationDokumen12 halamanHydraulic Floor Crane 360 Degree RotationPawan mehtaBelum ada peringkat
- Installation and Service Instructions: PB/F - PB/FL Type PowercubeDokumen32 halamanInstallation and Service Instructions: PB/F - PB/FL Type PowercubeqweBelum ada peringkat
- Rigging Yearbook 2012Dokumen29 halamanRigging Yearbook 2012UhrinImreBelum ada peringkat
- Lifting Equipment Technical Regulation DocDokumen77 halamanLifting Equipment Technical Regulation Docbrijeshmaurya2Belum ada peringkat
- Sling Wire DamageDokumen1 halamanSling Wire DamageKASHIFBelum ada peringkat
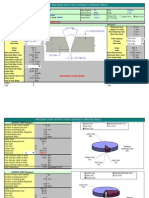
- Design calculations for 11m span crane gantry girderDokumen20 halamanDesign calculations for 11m span crane gantry girderkushaljp8989Belum ada peringkat
- Liftra Equipment for Wind Turbine MaintenanceDokumen16 halamanLiftra Equipment for Wind Turbine Maintenancempk8588Belum ada peringkat
- Liebherr RMG Technical Description Rail-Mounted Container Stacking CranesDokumen4 halamanLiebherr RMG Technical Description Rail-Mounted Container Stacking CranesMuhammad Jazztyan Indra PradanaBelum ada peringkat
- Unic Urw376c2ag - Urw540c2ag Operation ManualDokumen218 halamanUnic Urw376c2ag - Urw540c2ag Operation Manualjune100% (2)
- Liebherr LHM 550 Mobile Harbour Crane Data Sheet en 9980-0Dokumen8 halamanLiebherr LHM 550 Mobile Harbour Crane Data Sheet en 9980-0candra trisilawati100% (1)