Anda mungkin juga menyukai
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesDari EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesPenilaian: 3.5 dari 5 bintang3.5/5 (3)
- A Guide to Ship Repair Estimates in Man-hoursDari EverandA Guide to Ship Repair Estimates in Man-hoursPenilaian: 4.5 dari 5 bintang4.5/5 (5)
- Management of Petroleum Storage Tanks PDFDokumen13 halamanManagement of Petroleum Storage Tanks PDFraneensys100% (1)
- AZ 300FT: Deck Cargo Barge SpecificationsDokumen1 halamanAZ 300FT: Deck Cargo Barge SpecificationsFandy SipataBelum ada peringkat
- Refractory Anchors Catalogue PDFDokumen114 halamanRefractory Anchors Catalogue PDFhappy50% (2)
- Marine Loading Arms. Modelsheet Operating Envelope, Design Data SheetDokumen39 halamanMarine Loading Arms. Modelsheet Operating Envelope, Design Data SheetTiago TeixeiraBelum ada peringkat
- Cement Storage Silos - Cement Silo Design Parameters - Cement SiloDokumen7 halamanCement Storage Silos - Cement Silo Design Parameters - Cement SilomohsenBelum ada peringkat
- Cement Storage Silo Selection - RTP Bolted & Hybrid Steel Silos Top The ListDokumen3 halamanCement Storage Silo Selection - RTP Bolted & Hybrid Steel Silos Top The ListRahul KaushikBelum ada peringkat
- Guide To Safe Delivery of Bitumen (2011)Dokumen36 halamanGuide To Safe Delivery of Bitumen (2011)Thitikorn WassanarpheernphongBelum ada peringkat
- Ugandan Hydrocarbon Asset Realisation PlanDokumen15 halamanUgandan Hydrocarbon Asset Realisation PlancenkodaBelum ada peringkat
- Optimum Detailed Design of 13000 m3 Oil Storage TaDokumen6 halamanOptimum Detailed Design of 13000 m3 Oil Storage TaHenrikBelum ada peringkat
- Manufacturing of Dish End PDFDokumen48 halamanManufacturing of Dish End PDFYogi YuganBelum ada peringkat
- Flat Belt Type Oil SkimmerDokumen15 halamanFlat Belt Type Oil SkimmerNikesh More100% (1)
- Data Sheet Greencast 94: DescriptionDokumen2 halamanData Sheet Greencast 94: Descriptionmani0% (1)
- Malaysia's Energy Industry: Oil, Gas and RenewablesDokumen23 halamanMalaysia's Energy Industry: Oil, Gas and RenewablesFierDaus MfmmBelum ada peringkat
- GBS and LNG Tank Design for Adriatic LNG TerminalDokumen29 halamanGBS and LNG Tank Design for Adriatic LNG TerminalthawdarBelum ada peringkat
- Cement Storage SiloDokumen4 halamanCement Storage SiloSUPERMIX EquipmentsBelum ada peringkat
- Bitumen delivery and storage hazardsDokumen13 halamanBitumen delivery and storage hazardshasriyaniBelum ada peringkat
- Tank Containers ISODokumen5 halamanTank Containers ISOsoesonesBelum ada peringkat
- Heat Transfer and Energy Loss in Bitumen Batching SystemDokumen9 halamanHeat Transfer and Energy Loss in Bitumen Batching Systemankur2061Belum ada peringkat
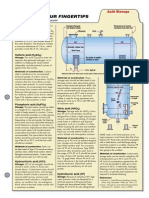
- Acid StorageDokumen1 halamanAcid StorageChelsea SkinnerBelum ada peringkat
- Data Sheet WB RU VDokumen5 halamanData Sheet WB RU VMaharani Putri IndrianurBelum ada peringkat
- Guideline For Technical Regulation: Design of Thermal Power Facilities Book 7/12 Liquefied Gas Handling FacilityDokumen117 halamanGuideline For Technical Regulation: Design of Thermal Power Facilities Book 7/12 Liquefied Gas Handling Facilityshahjada100% (1)
- Spec of Bitumen TankDokumen9 halamanSpec of Bitumen Tanknswain76Belum ada peringkat
- PSA SingaporeDokumen40 halamanPSA Singaporekoib789Belum ada peringkat
- 217 Specification For Cutback Bitumen PDFDokumen7 halaman217 Specification For Cutback Bitumen PDFAsnan Khan100% (1)
- Insulation CatalogDokumen120 halamanInsulation CatalogsilicijumBelum ada peringkat
- Proof: Time of Wetness in Tropical Climate: Considerations On The Estimation of TOW According To ISO 9223 StandardDokumen14 halamanProof: Time of Wetness in Tropical Climate: Considerations On The Estimation of TOW According To ISO 9223 StandardWalter Wolph FerrierBelum ada peringkat
- Thermal Insulation Application GuideDokumen7 halamanThermal Insulation Application GuideAbhishek KumarBelum ada peringkat
- Is 14539 - 1998Dokumen11 halamanIs 14539 - 1998Sumit LakhotiaBelum ada peringkat
- Weight of The Conveyor BeltDokumen8 halamanWeight of The Conveyor BeltprashantBelum ada peringkat
- CODEX Transport of Fats and OilsDokumen15 halamanCODEX Transport of Fats and OilsDwayne A PunchBelum ada peringkat
- Oisd STD 235Dokumen129 halamanOisd STD 235Aabhas UpadhyayaBelum ada peringkat
- Tank DesignDokumen164 halamanTank DesignTarun ChandraBelum ada peringkat
- 205 PV LPGDokumen211 halaman205 PV LPGf166Belum ada peringkat
- Vertical Steel Tank Storage Tank DrawingDokumen2 halamanVertical Steel Tank Storage Tank DrawingbharathpeBelum ada peringkat
- High Temperature Linings for Sulfur Storage TanksDokumen6 halamanHigh Temperature Linings for Sulfur Storage TanksNenadBelum ada peringkat
- Kast O Lite 30 Li GDokumen2 halamanKast O Lite 30 Li GaamirsaddiqBelum ada peringkat
- ISO TC 197 Hydrogen Standards UpdateDokumen14 halamanISO TC 197 Hydrogen Standards Updatejkhgvdj mnhsnjkhgBelum ada peringkat
- Advanced Tank Cleaning Technology Using The Blabo® System (Crude Oil Washing)Dokumen2 halamanAdvanced Tank Cleaning Technology Using The Blabo® System (Crude Oil Washing)aquialguien100% (1)
- Knowledge For The Sulphuric Acid Industry: Sulphur SystemsDokumen5 halamanKnowledge For The Sulphuric Acid Industry: Sulphur Systemsacas35Belum ada peringkat
- Oando Terminal 1 Final Pia 2015Dokumen175 halamanOando Terminal 1 Final Pia 2015Komolafe PeterBelum ada peringkat
- 0-VNS - ISO Tank TransportDokumen56 halaman0-VNS - ISO Tank Transportvns081104Belum ada peringkat
- Storage-Tanks Titik Berat PDFDokumen72 halamanStorage-Tanks Titik Berat PDF'viki Art100% (1)
- Electrically Dissipating Mortar for Tiling and Brick LiningsDokumen2 halamanElectrically Dissipating Mortar for Tiling and Brick Liningsshankarkl100% (1)
- Benefits of Reinforced Thermoplastic Pipe (RTP) For Oil and Gas PipelinesDokumen4 halamanBenefits of Reinforced Thermoplastic Pipe (RTP) For Oil and Gas PipelinesMFBelum ada peringkat
- CGD BusinessDokumen39 halamanCGD BusinessPradeep Aneja100% (1)
- MCGB - Data Sheet For Suppliers Old MAT Nos.: 122, - , - : Pressure Vessel Plate, Low Alloy Steel, MoDokumen3 halamanMCGB - Data Sheet For Suppliers Old MAT Nos.: 122, - , - : Pressure Vessel Plate, Low Alloy Steel, Mobaskaran ayyapparajBelum ada peringkat
- Polyken Pipeline #1027,: Primers #1019Dokumen3 halamanPolyken Pipeline #1027,: Primers #1019Azmi SyariefBelum ada peringkat
- Paint Calculation: Factor To Consider AreDokumen1 halamanPaint Calculation: Factor To Consider AreKalyanasundaram ThirugnanasambandamBelum ada peringkat
- Engineering With Ni Steel For LNG ApplicationsDokumen2 halamanEngineering With Ni Steel For LNG ApplicationsSathishkumarmuruganBelum ada peringkat
- Aramco-Approved Inorganic Zinc Primer Data SheetDokumen2 halamanAramco-Approved Inorganic Zinc Primer Data Sheetjojo_323Belum ada peringkat
- Vacuum Pumps Common Problems and TroubleshootingDokumen18 halamanVacuum Pumps Common Problems and TroubleshootingAV kayanBelum ada peringkat
- PT Bhaita Wire Rope Inspection ProcedureDokumen4 halamanPT Bhaita Wire Rope Inspection ProcedureSugianto TanBelum ada peringkat
- Hot Bitumen Tank Construction GuidelinesDokumen11 halamanHot Bitumen Tank Construction GuidelineskarthickBelum ada peringkat
- 800 Fire and Safety DesignDokumen31 halaman800 Fire and Safety Designjhon smith100% (1)
- EB - 44 - Coal Tar RejuvenationDokumen5 halamanEB - 44 - Coal Tar RejuvenationManInTheBushBelum ada peringkat
- Blocked vent leads to partial buckling of bitumen tankDokumen2 halamanBlocked vent leads to partial buckling of bitumen tankvikrant911Belum ada peringkat
- Geotechnical Aspects of Storage Tank Foundation Types: February 2017Dokumen8 halamanGeotechnical Aspects of Storage Tank Foundation Types: February 2017Pecel LeleBelum ada peringkat
- 800 - Fire and Safety DesignDokumen32 halaman800 - Fire and Safety DesignShinji46Belum ada peringkat
- Camera Operating Guide: DCR-SR90E/SR100EDokumen103 halamanCamera Operating Guide: DCR-SR90E/SR100EcatalassBelum ada peringkat
- Expresii Din Limba EnglezaDokumen247 halamanExpresii Din Limba Englezahpples96% (28)
- User's Manual: Wouxun KG-UV6D Wouxun KG-UV6X VHF/UHF Handheld FM TransceiverDokumen18 halamanUser's Manual: Wouxun KG-UV6D Wouxun KG-UV6X VHF/UHF Handheld FM TransceivercatalassBelum ada peringkat
- User's Manual: Wouxun KG-UV6D Wouxun KG-UV6X VHF/UHF Handheld FM TransceiverDokumen18 halamanUser's Manual: Wouxun KG-UV6D Wouxun KG-UV6X VHF/UHF Handheld FM TransceivercatalassBelum ada peringkat
- d200404081444334340 PDFDokumen2 halamand200404081444334340 PDFcatalassBelum ada peringkat
- Asphalt StorageTanksDokumen10 halamanAsphalt StorageTankscatalassBelum ada peringkat
- Beyer Piano MethodDokumen88 halamanBeyer Piano MethodBüşra Bayraktar88% (34)
- Manipulation of Human Behavior (The) (Albert D. Biderman, Herbert Zimmer 1961)Dokumen349 halamanManipulation of Human Behavior (The) (Albert D. Biderman, Herbert Zimmer 1961)DELHAYE95% (19)
- Oil HeatersDokumen48 halamanOil HeaterstotalandromedaBelum ada peringkat
- Einstein LectureDokumen9 halamanEinstein Lecturealiuddin1Belum ada peringkat
- BYOD Best PracticesDokumen17 halamanBYOD Best Practicesnitsuga71Belum ada peringkat
- Ebook A Christmas Carol by Charles DickensDokumen49 halamanEbook A Christmas Carol by Charles DickenscatalassBelum ada peringkat
- BPH Fluid Mechanics Tutorial SolutionsDokumen10 halamanBPH Fluid Mechanics Tutorial SolutionsLingyu LiuBelum ada peringkat
- Biomes MaddiDokumen27 halamanBiomes Maddidick1965Belum ada peringkat
- Project Dictionary Earth and Life ScienceDokumen10 halamanProject Dictionary Earth and Life ScienceBryan CustanBelum ada peringkat
- Mock Test 03Dokumen4 halamanMock Test 03KateBelum ada peringkat
- Paper Proposal 3Dokumen108 halamanPaper Proposal 3John Mark Go PayawalBelum ada peringkat
- 1 Bac Reading - The EnvironmentDokumen1 halaman1 Bac Reading - The EnvironmentEnglish With Simo100% (1)
- AAR Newsletter August2015 006 PDFDokumen24 halamanAAR Newsletter August2015 006 PDFAnil KumarBelum ada peringkat
- Cstrtqscience 5Dokumen37 halamanCstrtqscience 5shasagailBelum ada peringkat
- Airconditioning LecturesDokumen84 halamanAirconditioning LecturesMohammed Hadi100% (1)
- Opnasadrones Zine #AnonsecDokumen102 halamanOpnasadrones Zine #AnonsecHerbersonMiranda100% (1)
- Assignment1 MEL140 - 2013 PDFDokumen3 halamanAssignment1 MEL140 - 2013 PDFSanaBelum ada peringkat
- Eia North Guwahati 07.07.12Dokumen276 halamanEia North Guwahati 07.07.12Putt LaLuBelum ada peringkat
- Greenhouses - Enviromental Control For Greenhouse TomatoesDokumen10 halamanGreenhouses - Enviromental Control For Greenhouse Tomatoesdvskiwi100% (2)
- 101 Solutions To Global Warming XiDokumen334 halaman101 Solutions To Global Warming XiKate MBelum ada peringkat
- The Electric Arc FurnaceDokumen11 halamanThe Electric Arc FurnacePushkar KhannaBelum ada peringkat
- 1EEPE316 Electric Vehicles and Smart Grid: Unit 1Dokumen52 halaman1EEPE316 Electric Vehicles and Smart Grid: Unit 1NajmuddinBelum ada peringkat
- p4 Exercise Final Semester 2Dokumen5 halamanp4 Exercise Final Semester 2wilsonBelum ada peringkat
- 10 1016@j Biombioe 2010 04 005Dokumen11 halaman10 1016@j Biombioe 2010 04 005Harry hafitaraBelum ada peringkat
- Brochure IDA TunnelDokumen2 halamanBrochure IDA TunnelYang CBelum ada peringkat
- Estimating Vapor Density and SolubilityDokumen6 halamanEstimating Vapor Density and SolubilityMarjan JahorovicBelum ada peringkat
- v111n11p759 Fluid Roasting ZincDokumen7 halamanv111n11p759 Fluid Roasting ZincergfaradBelum ada peringkat
- A.R.P Note On GasDokumen64 halamanA.R.P Note On GasarnoldvvBelum ada peringkat
- MET – Key Concepts in MeteorologyDokumen22 halamanMET – Key Concepts in Meteorologyjanine GoncalvesBelum ada peringkat
- AtmosphereDokumen47 halamanAtmosphereRocker HuzzBelum ada peringkat
- 9Dokumen2 halaman9woojaeBelum ada peringkat
- Toward a healthier built environment and sustainable lifestyle in Low Carbon CitiesDokumen9 halamanToward a healthier built environment and sustainable lifestyle in Low Carbon CitiesAimanAzizBelum ada peringkat
- Health 1 3rd Quarter FinalDokumen43 halamanHealth 1 3rd Quarter FinalJeda BautistaBelum ada peringkat
- Vaillant Split SustavDokumen12 halamanVaillant Split SustavDanijelBelum ada peringkat
- SujbadbandbDokumen200 halamanSujbadbandbMukund YadavBelum ada peringkat
- Ojha, C.S.P. - Berndtsson, R. - Bhunya, P.-Engineering Hydrology-Oxford UniverDokumen440 halamanOjha, C.S.P. - Berndtsson, R. - Bhunya, P.-Engineering Hydrology-Oxford UniverLesly Ann Pauline Manaoat88% (8)