Anda mungkin juga menyukai
- Organic Light-Emitting Transistors: Towards the Next Generation Display TechnologyDari EverandOrganic Light-Emitting Transistors: Towards the Next Generation Display TechnologyBelum ada peringkat
- Effect of Surface Shallow Traps On FlashoverDokumen7 halamanEffect of Surface Shallow Traps On FlashoverVU Thi Thu NgaBelum ada peringkat
- Numerical Investigation and Comparison With Experimental Characterisation of Side Gate P-Type Junctionless Silicon Transistor in Pinch-Off StateDokumen5 halamanNumerical Investigation and Comparison With Experimental Characterisation of Side Gate P-Type Junctionless Silicon Transistor in Pinch-Off Statesaeid59Belum ada peringkat
- Development of Electrochemical Micro Machining For Air-Lubricated Hydrodynamic BearingsDokumen6 halamanDevelopment of Electrochemical Micro Machining For Air-Lubricated Hydrodynamic BearingsMark LambertBelum ada peringkat
- Ref. 3 EcoliDokumen8 halamanRef. 3 EcoliwameathBelum ada peringkat
- Optimization of Copper Electroplating Process Applied For Microfabrication On Flexible Polyethylene Terephthalate SubstrateDokumen7 halamanOptimization of Copper Electroplating Process Applied For Microfabrication On Flexible Polyethylene Terephthalate SubstrateXyBelum ada peringkat
- Surface Modification by Electric Discharge Implemented With Electrodes Composed of Carbon NanotubesDokumen6 halamanSurface Modification by Electric Discharge Implemented With Electrodes Composed of Carbon NanotubesDeak Ferenc-JozsefBelum ada peringkat
- Qirt 2010-110Dokumen8 halamanQirt 2010-11083357796Belum ada peringkat
- Creep Behavior of Eutectic 80Au20Sn Solder Alloy PDFDokumen4 halamanCreep Behavior of Eutectic 80Au20Sn Solder Alloy PDFeid elsayedBelum ada peringkat
- Electrochemical Microfabrication LabDokumen8 halamanElectrochemical Microfabrication LabJeevan GBelum ada peringkat
- Ee 8002 - DeaDokumen2 halamanEe 8002 - DeaJerome ColinBelum ada peringkat
- Selected Problems of Micro-Electrochemical Machining: Jerzy Kozak, Kamlakar P. Rajurkar, Yogesh MakkarDokumen6 halamanSelected Problems of Micro-Electrochemical Machining: Jerzy Kozak, Kamlakar P. Rajurkar, Yogesh MakkarHusnainBelum ada peringkat
- Analysis of Welding Strength S45C Material in Spot Welding ProcessDokumen8 halamanAnalysis of Welding Strength S45C Material in Spot Welding ProcessBRAYAN ALEJANDRO REYES VILLANUEVABelum ada peringkat
- Fabrication of Vacuum Tube Arrays Using Anodic Aluminum Oxide Nano-TemplatesDokumen6 halamanFabrication of Vacuum Tube Arrays Using Anodic Aluminum Oxide Nano-TemplatesyahyaBelum ada peringkat
- EEDMDokumen5 halamanEEDMMedasani Gurusai ChowdaryBelum ada peringkat
- Electrical Equivalent Circuit of Ceramic Insulators With RTV Silicone Rubber Coating and Computer Simulation of Leakage CurrentsDokumen10 halamanElectrical Equivalent Circuit of Ceramic Insulators With RTV Silicone Rubber Coating and Computer Simulation of Leakage CurrentsFari PratomosiwiBelum ada peringkat
- Vrancken-RAPDASA (2015) Influence of Preheating and Oxygen Content On Selective Laser Melting of Ti6Al4VDokumen10 halamanVrancken-RAPDASA (2015) Influence of Preheating and Oxygen Content On Selective Laser Melting of Ti6Al4VRama BalharaBelum ada peringkat
- Optimal Parameters for Electropolishing Copper AlloysDokumen5 halamanOptimal Parameters for Electropolishing Copper AlloysMuthu Sivarama Krishnan NallaiahBelum ada peringkat
- Thin Solid Films: Shin Jang, Dong Jun Lee, Dohyung Lee, Je Hoon OhDokumen5 halamanThin Solid Films: Shin Jang, Dong Jun Lee, Dohyung Lee, Je Hoon OhAnthony WellsBelum ada peringkat
- Regression Modeling of Macrohardness ofDokumen5 halamanRegression Modeling of Macrohardness ofabraham silva hernandezBelum ada peringkat
- Ahn SomDokumen19 halamanAhn SomEvan FanBelum ada peringkat
- High Aspect Ratio: Plating PcbsDokumen6 halamanHigh Aspect Ratio: Plating Pcbsdrag99onBelum ada peringkat
- Analysis On Fabrication of Micro-Tools by Micro-Electrochemical Machining ProcessDokumen33 halamanAnalysis On Fabrication of Micro-Tools by Micro-Electrochemical Machining ProcessXu WeixingBelum ada peringkat
- Ni-Co Alloy Electroplating For MemsDokumen7 halamanNi-Co Alloy Electroplating For MemsIsman KhaziBelum ada peringkat
- SU-8 Plasma EtchingDokumen4 halamanSU-8 Plasma Etchingกวาง นาโนวBelum ada peringkat
- ECM of High Temp Ti AlloyDokumen20 halamanECM of High Temp Ti AlloyRabindra DashBelum ada peringkat
- Study On Pitting Corrosion of Storage Tank Bottom Steel in Acidic Condition Using Acoustic EmissionDokumen12 halamanStudy On Pitting Corrosion of Storage Tank Bottom Steel in Acidic Condition Using Acoustic EmissionAnonymous hBBam1nBelum ada peringkat
- Parison FullDokumen7 halamanParison FullTJPRC PublicationsBelum ada peringkat
- 06 Alumina CoatingDokumen6 halaman06 Alumina CoatingBhartish AchutaraoBelum ada peringkat
- Fowler Nordheim Tunneling in Thin SiO2 FilmsDokumen7 halamanFowler Nordheim Tunneling in Thin SiO2 FilmskobelkBelum ada peringkat
- ECM Process for Drilling Small Holes in MetalsDokumen4 halamanECM Process for Drilling Small Holes in MetalsKaustubh Joshi50% (2)
- Effect of Voltage and Flow Rate on Morphology of Electrospun Titanium Oxide NanofibersDokumen7 halamanEffect of Voltage and Flow Rate on Morphology of Electrospun Titanium Oxide NanofibersZs TangBelum ada peringkat
- Comparison of Electrorheological Measurements Based On Different Methods of Electric Field GenerationDokumen4 halamanComparison of Electrorheological Measurements Based On Different Methods of Electric Field Generationfadi kimyaBelum ada peringkat
- Conventional and CAD of Electrical Machines EEE023Dokumen3 halamanConventional and CAD of Electrical Machines EEE023Dheeraj KumarBelum ada peringkat
- Onset Voltage Modeling of Micromachined Colloid ThrustersDokumen8 halamanOnset Voltage Modeling of Micromachined Colloid ThrustersJohn DoeBelum ada peringkat
- New Arc Detection Technology for Efficient EDMDokumen10 halamanNew Arc Detection Technology for Efficient EDMLukas KowalskiBelum ada peringkat
- 2017 - Ish2017 - 224 Contaminated With Cellulos e ParticlesDokumen5 halaman2017 - Ish2017 - 224 Contaminated With Cellulos e ParticlesViviane CalixtoBelum ada peringkat
- EDG Study Using Rotary Disk ElectrodeDokumen9 halamanEDG Study Using Rotary Disk ElectrodeSarath ChandraBelum ada peringkat
- Experimental Investigation of Transformer Coupled Toroidal DischargesDokumen6 halamanExperimental Investigation of Transformer Coupled Toroidal DischargesRuslan HalitovBelum ada peringkat
- Chapter 9 - Electron Beam WeldingDokumen14 halamanChapter 9 - Electron Beam WeldingrafikdmeBelum ada peringkat
- A New 4 - 6 Pole-Changing Double Layer Winding For Three Phase Electrical MachinesDokumen7 halamanA New 4 - 6 Pole-Changing Double Layer Winding For Three Phase Electrical MachineszdrahalBelum ada peringkat
- Design and Modelling of ECM Rifling ToolDokumen5 halamanDesign and Modelling of ECM Rifling Tooldavid2404100% (2)
- Effect of thermoelectric current magnetic field on welding dissimilar steelsDokumen8 halamanEffect of thermoelectric current magnetic field on welding dissimilar steelss_m_taheriBelum ada peringkat
- A Finite Element Simulation of The Electroplating ProcessDokumen4 halamanA Finite Element Simulation of The Electroplating ProcesstonymailinatorBelum ada peringkat
- A NEW Micro-Four-Point Probe Design FOR Zhang, Dong-Nanotechnology Laboratory, SystemsDokumen4 halamanA NEW Micro-Four-Point Probe Design FOR Zhang, Dong-Nanotechnology Laboratory, Systemsobalana tosinBelum ada peringkat
- Switching Capability of Double and Single - Break Vacuum Interrupters - Experiments On Real Highvoltage Demonstration-TubesDokumen4 halamanSwitching Capability of Double and Single - Break Vacuum Interrupters - Experiments On Real Highvoltage Demonstration-Tubesandrei_filip_3Belum ada peringkat
- The Sad ParadoxDokumen7 halamanThe Sad ParadoxShobhan K. PradhanBelum ada peringkat
- E24Dokumen4 halamanE24harirajiniBelum ada peringkat
- Of Ilietttbranes & Ion EschatqersDokumen9 halamanOf Ilietttbranes & Ion Eschatqerskshitij shahBelum ada peringkat
- 15 Gomez-Gallegos2016Dokumen7 halaman15 Gomez-Gallegos2016nirmala bogireddyBelum ada peringkat
- Micro Electrochemical Machining of 3D Micro Structure Using Dilute Sulfuric AcidDokumen4 halamanMicro Electrochemical Machining of 3D Micro Structure Using Dilute Sulfuric AcidResearch AssistanceBelum ada peringkat
- BY Debabrata Sahu REGD NO:-1721109146: Production EngineeringDokumen20 halamanBY Debabrata Sahu REGD NO:-1721109146: Production EngineeringRabindra DashBelum ada peringkat
- Ailure Analysis Sub-Micrometer Devices and Structures Using Scanning Thermal MicrosDokumen4 halamanAilure Analysis Sub-Micrometer Devices and Structures Using Scanning Thermal Microsss626Belum ada peringkat
- The Slit Needleless Electrode For The ElectrospinningDokumen6 halamanThe Slit Needleless Electrode For The ElectrospinningnoelBelum ada peringkat
- EMd Model Paper - 3 - Dec 2020Dokumen3 halamanEMd Model Paper - 3 - Dec 20201DA19EE004 AMBUJ KUMAR MISHRABelum ada peringkat
- 05 July 2013Dokumen8 halaman05 July 2013IJBSTRBelum ada peringkat
- Artigo ECAE Al-MgDokumen10 halamanArtigo ECAE Al-MgPedro Henrique Rodrigues PereiraBelum ada peringkat
- Wo3 NanorodsDokumen6 halamanWo3 NanorodsinfinitopBelum ada peringkat
- Critical Chloride Concentration of Rebar Corrosion in Fly Ash ConcreteDokumen18 halamanCritical Chloride Concentration of Rebar Corrosion in Fly Ash ConcreteJHON WILMAR CARDENAS PULIDOBelum ada peringkat
- tmpEF67 TMPDokumen4 halamantmpEF67 TMPFrontiersBelum ada peringkat
- Reading ListDokumen13 halamanReading ListAli KhalilBelum ada peringkat
- 2004, Dec, Techniques Used in Petrographic Examinations of Construction Materials, Abstract For ASTMDokumen1 halaman2004, Dec, Techniques Used in Petrographic Examinations of Construction Materials, Abstract For ASTMAli KhalilBelum ada peringkat
- UniverseDokumen12 halamanUniverseColumbia GomezBelum ada peringkat
- Announcement IFAT 2014 U DUEDokumen2 halamanAnnouncement IFAT 2014 U DUEAli KhalilBelum ada peringkat
- Modelling of Track Formation - Referal To My PaperDokumen5 halamanModelling of Track Formation - Referal To My PaperAli KhalilBelum ada peringkat
- Activation Energy For Grain GrowthDokumen19 halamanActivation Energy For Grain GrowthAli KhalilBelum ada peringkat
- The Devil DuoDokumen8 halamanThe Devil DuoAli KhalilBelum ada peringkat
- Low Cost StemDokumen2 halamanLow Cost StemAli KhalilBelum ada peringkat
- Power Plant MaterialsDokumen0 halamanPower Plant MaterialsAli KhalilBelum ada peringkat
- How Identify A Bruker System Fei Rev2Dokumen4 halamanHow Identify A Bruker System Fei Rev2Ali KhalilBelum ada peringkat
- Microstructure of Cast Titanium AlloysDokumen6 halamanMicrostructure of Cast Titanium AlloysAli KhalilBelum ada peringkat
- Diffusion CoatingDokumen9 halamanDiffusion Coatinghasan_waqar2004Belum ada peringkat
- Heat Treatment of Ti6Al4V AlloyDokumen6 halamanHeat Treatment of Ti6Al4V AlloyAli KhalilBelum ada peringkat
- Titanium Alloy Paper-1Dokumen5 halamanTitanium Alloy Paper-1Ali KhalilBelum ada peringkat
- Surface TreatmentsDokumen18 halamanSurface TreatmentssimalaraviBelum ada peringkat
- Mineralogical Applications of SEMDokumen11 halamanMineralogical Applications of SEMAli KhalilBelum ada peringkat
- Nuclear Power Plant Decommissioning Process and Environmental ImpactsDokumen12 halamanNuclear Power Plant Decommissioning Process and Environmental ImpactsAli KhalilBelum ada peringkat
- Gold in IndiaDokumen2 halamanGold in IndiaAli KhalilBelum ada peringkat
- Recent Advances in Nuclear PowerDokumen11 halamanRecent Advances in Nuclear PowerAli Khalil100% (1)
- Risk Analysis of Nuclear PowerDokumen11 halamanRisk Analysis of Nuclear PowerAli KhalilBelum ada peringkat
- A Nice SEM PDokumen2 halamanA Nice SEM PAli KhalilBelum ada peringkat
- TEM Sample PrepDokumen5 halamanTEM Sample PrepAli KhalilBelum ada peringkat
- Final - Myths Facts - Nuclear EnergyDokumen12 halamanFinal - Myths Facts - Nuclear EnergyAli KhalilBelum ada peringkat
- Nuclear Power Plant Decommissioning Process and Environmental ImpactsDokumen12 halamanNuclear Power Plant Decommissioning Process and Environmental ImpactsAli KhalilBelum ada peringkat
- Atomic Submarine EngineDokumen2 halamanAtomic Submarine EngineAli KhalilBelum ada peringkat
- Nuclear Blast FAQDokumen3 halamanNuclear Blast FAQAli KhalilBelum ada peringkat
- Learn About Nuclear WeaponsDokumen6 halamanLearn About Nuclear WeaponsAli KhalilBelum ada peringkat
- FitzpatrickDokumen17 halamanFitzpatrickAli KhalilBelum ada peringkat
- Fallout From A Nuclear ExplosionDokumen3 halamanFallout From A Nuclear ExplosionAli KhalilBelum ada peringkat
- Sluice Gate Design Report r2Dokumen3 halamanSluice Gate Design Report r2Allexby C. EstardoBelum ada peringkat
- 11power Quality EngineeringDokumen1 halaman11power Quality Engineeringpurushotham1982Belum ada peringkat
- Fiber Composites6Dokumen61 halamanFiber Composites6NounaBelum ada peringkat
- Flyer Adsorption Week 2023 1Dokumen2 halamanFlyer Adsorption Week 2023 1ElyKarlaBelum ada peringkat
- Lesson 2 - Bond Polarity and Molecular GeometryDokumen46 halamanLesson 2 - Bond Polarity and Molecular GeometryFreshieeBelum ada peringkat
- The e F F e C T of Iron Additions On The Rnicrostructure and Properties of The "'Tribaloy'" C o - I V I o - C R - S I W e A R Resistant AlloysDokumen12 halamanThe e F F e C T of Iron Additions On The Rnicrostructure and Properties of The "'Tribaloy'" C o - I V I o - C R - S I W e A R Resistant AlloysBrrr BrrrBelum ada peringkat
- Fan Static Pressure CalculationsDokumen2 halamanFan Static Pressure Calculationsscribd9919086% (7)
- Pressure Vessel Code Asme Section Viii Division 1Dokumen84 halamanPressure Vessel Code Asme Section Viii Division 1Sam Low100% (1)
- Pipeline Wall Thickness Calculation DNV OS 101Dokumen5 halamanPipeline Wall Thickness Calculation DNV OS 101abdul holilBelum ada peringkat
- LAB 4 - Undrained Triaxial TestDokumen8 halamanLAB 4 - Undrained Triaxial TestAinur NasuhaBelum ada peringkat
- Yak Vs Newport Mats - Patent Suit - 2021Dokumen70 halamanYak Vs Newport Mats - Patent Suit - 2021Jack deFRAUDSTERBelum ada peringkat
- Manipal University Jaipur: Department of Mechanical EngineeringDokumen1 halamanManipal University Jaipur: Department of Mechanical EngineeringArjit GoswamiBelum ada peringkat
- General Description 1.6.1 Plate and Shell ElementDokumen11 halamanGeneral Description 1.6.1 Plate and Shell Elementsinu21Belum ada peringkat
- Thermal Isolation of AccelerometersDokumen4 halamanThermal Isolation of AccelerometersLake HouseBelum ada peringkat
- University of Lahore: Machine DesignDokumen5 halamanUniversity of Lahore: Machine DesignZain TabishBelum ada peringkat
- Losses in OfcDokumen26 halamanLosses in OfcdharaniBelum ada peringkat
- Dokumen - Tips - Midas Gen Advanced Webinar On Construction Stage Analysis Admin Midas GenDokumen41 halamanDokumen - Tips - Midas Gen Advanced Webinar On Construction Stage Analysis Admin Midas GenEssenam GOLIBelum ada peringkat
- Paperpdf 1477 PsaDokumen11 halamanPaperpdf 1477 PsagparratBelum ada peringkat
- Entropy and the Second LawDokumen25 halamanEntropy and the Second LawMoisesBelum ada peringkat
- Chapter 2: Casing Design: Calculations of Loads On A CasingDokumen49 halamanChapter 2: Casing Design: Calculations of Loads On A Casingkhushbu hasanBelum ada peringkat
- SOM Cycle Test 1 Answer KeyDokumen2 halamanSOM Cycle Test 1 Answer KeySelvaraj GBelum ada peringkat
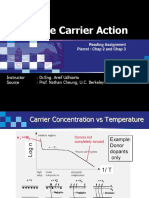
- Mobile Carrier Action: Instructor: DR - Eng. Arief Udhiarto Source: Prof. Nathan Cheung, U.C. BerkeleyDokumen23 halamanMobile Carrier Action: Instructor: DR - Eng. Arief Udhiarto Source: Prof. Nathan Cheung, U.C. BerkeleyMess YeahBelum ada peringkat
- Diffraction and InterferenceDokumen48 halamanDiffraction and InterferenceJunHyoung KimBelum ada peringkat
- Advances in Bioengineering - Pier Andrea Serra PDFDokumen384 halamanAdvances in Bioengineering - Pier Andrea Serra PDFAgustiany MonicaBelum ada peringkat
- Physics 2 - M3.1 ELECTRIC CHARGESDokumen28 halamanPhysics 2 - M3.1 ELECTRIC CHARGESjakeBelum ada peringkat
- Nickle Based SuperalloyDokumen25 halamanNickle Based SuperalloyLavesh Kumar100% (1)
- Som Na (UBMCC09)Dokumen13 halamanSom Na (UBMCC09)arjunguttula11Belum ada peringkat
- Jis G 3141 2011Dokumen30 halamanJis G 3141 2011Balamurugan P50% (2)
- 2017 - Formulation & Adjuvant Technology 16Dokumen1 halaman2017 - Formulation & Adjuvant Technology 16Catherine TangBelum ada peringkat
- Analysis and Design of Cantilever Retaining Walls On Staad ProDokumen12 halamanAnalysis and Design of Cantilever Retaining Walls On Staad ProCamilo TercerosBelum ada peringkat