Anda mungkin juga menyukai
- Installation of Pipelines by Horizontal Directional Drilling An Engineering Design GuideDokumen133 halamanInstallation of Pipelines by Horizontal Directional Drilling An Engineering Design GuideZhimin Zhu77% (13)
- (The Berkeley Review) The Berkeley Review MCAT GenDokumen324 halaman(The Berkeley Review) The Berkeley Review MCAT GenSara El100% (3)
- Theme: Oil & Gas Transportation and Storage Sub-Theme: Multiphase Flow & ModelingDokumen17 halamanTheme: Oil & Gas Transportation and Storage Sub-Theme: Multiphase Flow & ModelingJosh SabimanBelum ada peringkat
- Liquid Penetrant Testing Method Level II QuestionsDokumen14 halamanLiquid Penetrant Testing Method Level II Questionskingston50% (2)
- The Perfect Gas Expansion Experiment (TH 11)Dokumen22 halamanThe Perfect Gas Expansion Experiment (TH 11)Muhammad Haidharul Irfan100% (22)
- Nano EmulsionDokumen52 halamanNano EmulsionAbdul NadeemBelum ada peringkat
- 1320 Wet Gas Measurement PDFDokumen12 halaman1320 Wet Gas Measurement PDFSatit hunsaBelum ada peringkat
- OLGA TutorialDokumen41 halamanOLGA TutorialEl Amin Belkadi100% (6)
- Unaccounted For GasDokumen12 halamanUnaccounted For GasShams RahmanBelum ada peringkat
- Booklet 2 Topic 1Dokumen61 halamanBooklet 2 Topic 1Sarah Al ObaidanBelum ada peringkat
- Z Factor CalculationDokumen9 halamanZ Factor Calculationzeeshantariq320Belum ada peringkat
- Gas Flow HydraulicsDokumen22 halamanGas Flow HydraulicsGary JonesBelum ada peringkat
- Determination of Zinc (Experiment)Dokumen3 halamanDetermination of Zinc (Experiment)Hassan Haider100% (4)
- Pressure Transient Formation and Well Testing: Convolution, Deconvolution and Nonlinear EstimationDari EverandPressure Transient Formation and Well Testing: Convolution, Deconvolution and Nonlinear EstimationPenilaian: 2 dari 5 bintang2/5 (1)
- Overview of Pipeline Construction ProcessDokumen6 halamanOverview of Pipeline Construction Processmark_fish22Belum ada peringkat
- Prediction of Liquid Loading PDFDokumen5 halamanPrediction of Liquid Loading PDFRyodi Hananda0% (1)
- Phase Equilibrium in Mixtures: International Series of Monographs in Chemical EngineeringDari EverandPhase Equilibrium in Mixtures: International Series of Monographs in Chemical EngineeringBelum ada peringkat
- The Perfect Gas Expansion Experiment Similar BT TH 11Dokumen69 halamanThe Perfect Gas Expansion Experiment Similar BT TH 11Irshad KhokharBelum ada peringkat
- Airlift Bioreactors Review of Recent AdvancesDokumen14 halamanAirlift Bioreactors Review of Recent AdvancesWilliam Mejia GalarzaBelum ada peringkat
- Rushing 2008Dokumen23 halamanRushing 2008AKOGU J. AKPOCHI J.Belum ada peringkat
- Estimation of Pure Component Properties. Part 4 - Estimation of The Saturated Liquid Viscosity of Non-Electrolyte Organic Compounds Via Group Contributions and Group InteractionsDokumen23 halamanEstimation of Pure Component Properties. Part 4 - Estimation of The Saturated Liquid Viscosity of Non-Electrolyte Organic Compounds Via Group Contributions and Group InteractionscymyBelum ada peringkat
- Compressibility of Natural GasDokumen20 halamanCompressibility of Natural GasIman AkbariBelum ada peringkat
- New Correlation For Z-Factor Using Genet PDFDokumen9 halamanNew Correlation For Z-Factor Using Genet PDFFreddy Mendoza CoronelBelum ada peringkat
- Rev MTC For PackedDokumen15 halamanRev MTC For PackedAldren RebaLdeBelum ada peringkat
- Testing of Small Differential Pressure Cone Meters On Wet Gas - Brazil (Rio)Dokumen11 halamanTesting of Small Differential Pressure Cone Meters On Wet Gas - Brazil (Rio)Philip A Lawrence C.Eng. F. Inst M.C.Belum ada peringkat
- Rheology of Oil Base MudDokumen12 halamanRheology of Oil Base MudSi UcOpBelum ada peringkat
- SPE 15950 Analysis of Air Drilling Circulating Systems With Application To Air Volume Requirement EstimationDokumen10 halamanSPE 15950 Analysis of Air Drilling Circulating Systems With Application To Air Volume Requirement EstimationJessica KingBelum ada peringkat
- A Tutorial On Pipe Flow EquationsDokumen21 halamanA Tutorial On Pipe Flow Equationsmaminu1Belum ada peringkat
- 1985 Saez CarbonellDokumen11 halaman1985 Saez CarbonellAditya SinghBelum ada peringkat
- PhyChemLabReport1 GaslawsDokumen18 halamanPhyChemLabReport1 GaslawsJoy PedrajasBelum ada peringkat
- SPE-184382-MS Forecasting Gas Compressibility Factor Using Artificial Neural Network Tool For Niger-Delta Gas ReservoirDokumen11 halamanSPE-184382-MS Forecasting Gas Compressibility Factor Using Artificial Neural Network Tool For Niger-Delta Gas ReservoirekeneBelum ada peringkat
- 1-1 Attou 1999 PDFDokumen19 halaman1-1 Attou 1999 PDFCristian AmadorBelum ada peringkat
- File ServeDokumen18 halamanFile Serverasyal iyanBelum ada peringkat
- Some Methods of Evaluating Imperfect Gas Effects in Aerodynamic ProblemsDokumen36 halamanSome Methods of Evaluating Imperfect Gas Effects in Aerodynamic ProblemsJames PsrBelum ada peringkat
- The Thermodynamic Properties - Case of Carbon Dioxide PDFDokumen10 halamanThe Thermodynamic Properties - Case of Carbon Dioxide PDFdaiphu202Belum ada peringkat
- Pergamon: Int. J. Multiphase Flow Vol. 20, No. 4, Pp. 739-752, 1994Dokumen14 halamanPergamon: Int. J. Multiphase Flow Vol. 20, No. 4, Pp. 739-752, 1994anellbmcBelum ada peringkat
- Gas-Inducing Impeller Study of Mass Transfer and HydrodynamicsDokumen9 halamanGas-Inducing Impeller Study of Mass Transfer and HydrodynamicsCristian StrejoiuBelum ada peringkat
- Gravity-Current Transport in Building FiresDokumen7 halamanGravity-Current Transport in Building Firesreader1900Belum ada peringkat
- Steady-State Gas Flow in Pipes: Petroleum Science & EngineeringDokumen22 halamanSteady-State Gas Flow in Pipes: Petroleum Science & EngineeringnurudinsatharBelum ada peringkat
- Published PDF Paper: European Journal of Engineering Research and Science December 2018Dokumen8 halamanPublished PDF Paper: European Journal of Engineering Research and Science December 2018ima doucheBelum ada peringkat
- 2001 - Measurements of PRoT Rel of Methane and Carbone Dioxide in Temp Range 240 To 520 K at Press Up To 30 MPa Using New Accur DensDokumen17 halaman2001 - Measurements of PRoT Rel of Methane and Carbone Dioxide in Temp Range 240 To 520 K at Press Up To 30 MPa Using New Accur DensAlexanderBelum ada peringkat
- IPUE 208 (Jan-April) : Introduction To Process and Utilities EngineeringDokumen29 halamanIPUE 208 (Jan-April) : Introduction To Process and Utilities EngineeringRandy SooknananBelum ada peringkat
- Cool FlamesDokumen12 halamanCool FlamesQasim IsmailBelum ada peringkat
- Prediction of Gas Compressibility Factor Using Artificial Neural NetworkDokumen7 halamanPrediction of Gas Compressibility Factor Using Artificial Neural NetworkekeneBelum ada peringkat
- Patrick F. Dunn, Flint O. Thomas, James B. Leighton, Dayu LVDokumen7 halamanPatrick F. Dunn, Flint O. Thomas, James B. Leighton, Dayu LVMichael AlexanderBelum ada peringkat
- NIST Report on Vapor Pressure of MercuryDokumen59 halamanNIST Report on Vapor Pressure of MercuryYanet Garcia BustamanteBelum ada peringkat
- Equation of State Tutorial: Jerry L. Modisette 14 September 2000Dokumen0 halamanEquation of State Tutorial: Jerry L. Modisette 14 September 2000Arief RahmanBelum ada peringkat
- SPE 166222 Pressure and Temperature Transient Analysis: Hydraulic Fractured Well ApplicationDokumen21 halamanSPE 166222 Pressure and Temperature Transient Analysis: Hydraulic Fractured Well Applicationjuan joseBelum ada peringkat
- Modelling of The Hydrodynamics of The Cocurrent Gas-Liquid Trickle Flow Through A Trickle-Bed Reactor.Dokumen18 halamanModelling of The Hydrodynamics of The Cocurrent Gas-Liquid Trickle Flow Through A Trickle-Bed Reactor.Ariful RamadhanBelum ada peringkat
- Scaling Considerations For Circulating Fluidized Bed Risers, Patience Et Al. 1992Dokumen7 halamanScaling Considerations For Circulating Fluidized Bed Risers, Patience Et Al. 1992Enivaldo BarbosaBelum ada peringkat
- Proceedings: Twenty-First Workshop Geothermal EngineeringDokumen7 halamanProceedings: Twenty-First Workshop Geothermal Engineeringmaribo2005Belum ada peringkat
- 669272Dokumen237 halaman669272Mago OnixBelum ada peringkat
- 2012 CST Thermoacoustic Instability in Rijke Tube 184Dokumen31 halaman2012 CST Thermoacoustic Instability in Rijke Tube 184RamaDinakaranBelum ada peringkat
- Gas LawsDokumen20 halamanGas LawsDavidBelum ada peringkat
- C. M. Guirao, R. Knystautas and J. H. Lee - A Summary of Hydrogen-Air Detonation ExperimentsDokumen88 halamanC. M. Guirao, R. Knystautas and J. H. Lee - A Summary of Hydrogen-Air Detonation ExperimentsJuaxmawBelum ada peringkat
- Mulero Parra 08 1Dokumen16 halamanMulero Parra 08 1Mustapha MaaroufBelum ada peringkat
- Thermodynamic Processes Using Perfect Gas Expansion ApparatusDokumen20 halamanThermodynamic Processes Using Perfect Gas Expansion ApparatusPazilah91Belum ada peringkat
- Dr. Fadhil - Reservoir Lecture 1Dokumen40 halamanDr. Fadhil - Reservoir Lecture 1Homam MohammadBelum ada peringkat
- Total_and_Partial_Pressure_MeasurementDokumen15 halamanTotal_and_Partial_Pressure_MeasurementCare QtexcallabBelum ada peringkat
- Real Gas ModelDokumen13 halamanReal Gas ModelAbedalkareem GhazalBelum ada peringkat
- Development of Trickle-Bed Heat Transfer Correlation for Flow Measurement ProbeDokumen8 halamanDevelopment of Trickle-Bed Heat Transfer Correlation for Flow Measurement ProbeAmit SharmaBelum ada peringkat
- SPE 134231 A Better Way To Forecast Production From Unconventional Gas WellsDokumen16 halamanSPE 134231 A Better Way To Forecast Production From Unconventional Gas Wellstomk2220Belum ada peringkat
- Spe 16242 Pa PDFDokumen7 halamanSpe 16242 Pa PDFJair ParraBelum ada peringkat
- Dynamic Numerical Simulation of Gas-Liquid Two-Phase Flows Euler/Euler Versus Euler/LagrangeDokumen16 halamanDynamic Numerical Simulation of Gas-Liquid Two-Phase Flows Euler/Euler Versus Euler/Lagrangeamin_zargaranBelum ada peringkat
- Report TitleDokumen8 halamanReport TitleMerhaba ResturantBelum ada peringkat
- Hoi Dick NG, Yiguang Ju and John H.S. Lee - Assessment of Detonation Hazards in High-Pressure Hydrogen Storage From Chemical Sensitivity AnalysisDokumen7 halamanHoi Dick NG, Yiguang Ju and John H.S. Lee - Assessment of Detonation Hazards in High-Pressure Hydrogen Storage From Chemical Sensitivity AnalysisJuaxmawBelum ada peringkat
- PIPEPHASE Software Simulates Pressure, Temperature & Liquid Holdup in PipelinesDokumen1 halamanPIPEPHASE Software Simulates Pressure, Temperature & Liquid Holdup in Pipelinesmark_fish22Belum ada peringkat
- A Guide To Refinery ProcessDokumen35 halamanA Guide To Refinery ProcessBalamurugan100% (3)
- African Migration UsDokumen26 halamanAfrican Migration Usmark_fish22Belum ada peringkat
- What is a SlugcatcherDokumen3 halamanWhat is a Slugcatcherkay50Belum ada peringkat
- 1pipe Diameter ChemEngDokumen1 halaman1pipe Diameter ChemEngwmolinacBelum ada peringkat
- Pipe Flow Expert Quick Start GuideDokumen19 halamanPipe Flow Expert Quick Start GuideHani KirmaniBelum ada peringkat
- HDPDokumen15 halamanHDPmark_fish22Belum ada peringkat
- Hatch Mott General Brochure 2011Dokumen24 halamanHatch Mott General Brochure 2011mark_fish22Belum ada peringkat
- Experiment 3: Sublimation and Melting Point DeterminationDokumen4 halamanExperiment 3: Sublimation and Melting Point Determinationjane de leonBelum ada peringkat
- Revision Kimia f4Dokumen6 halamanRevision Kimia f4Abdul ManafBelum ada peringkat
- Product Data Booklet Fibertec Ultimate HDD Coating SystemDokumen8 halamanProduct Data Booklet Fibertec Ultimate HDD Coating Systemmkash028Belum ada peringkat
- UntitledDokumen15 halamanUntitledsahseatranBelum ada peringkat
- Installation Details IguzziniDokumen133 halamanInstallation Details IguzziniimtiazBelum ada peringkat
- Math 6 Unit 8 Volume of Solids and LiquidsDokumen1 halamanMath 6 Unit 8 Volume of Solids and LiquidsRobi AkmalBelum ada peringkat
- Msds - Marpozol W-505 (GHS) Eng 130409Dokumen5 halamanMsds - Marpozol W-505 (GHS) Eng 130409Syafarul Mohammad100% (1)
- Sugar (Sucrose) (C12h22o11)Dokumen12 halamanSugar (Sucrose) (C12h22o11)Karl SiaganBelum ada peringkat
- (Re) Coating of Pylons With ZINGAENDokumen5 halaman(Re) Coating of Pylons With ZINGAENMarco Antonio MoncerrateBelum ada peringkat
- AG SR SecondaryDokumen33 halamanAG SR SecondaryDeepikaBelum ada peringkat
- BCH 2202 Chemical Thermodynamics ModuleDokumen84 halamanBCH 2202 Chemical Thermodynamics Modulefrancis100% (5)
- Hukum TermodinamikaDokumen4 halamanHukum TermodinamikaMardianto Ra'bangBelum ada peringkat
- Ion Exchange PDFDokumen18 halamanIon Exchange PDFSarah LimaBelum ada peringkat
- Manual ATN-1100 Automatic Kjeldahl Nitrogen Determination ApparatusDokumen35 halamanManual ATN-1100 Automatic Kjeldahl Nitrogen Determination Apparatuschristopher lee mercadoBelum ada peringkat
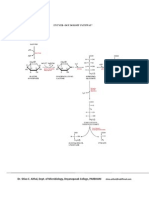
- Entner Duodroff PathwayDokumen2 halamanEntner Duodroff PathwayDr. SHIVA AITHALBelum ada peringkat
- Epogen Safety Data Sheet 20130213 Rev 4Dokumen8 halamanEpogen Safety Data Sheet 20130213 Rev 4Michael Marc Andico DeleonBelum ada peringkat
- Claycap Liquid Technical DataDokumen2 halamanClaycap Liquid Technical Datasaa6383Belum ada peringkat
- Biomaterials As A Pillar of ImplantsDokumen5 halamanBiomaterials As A Pillar of ImplantsInternational Journal of Innovative Science and Research TechnologyBelum ada peringkat
- DLL Week 1 G 9 Science 22-23 Q2Dokumen25 halamanDLL Week 1 G 9 Science 22-23 Q2Lady MayugaBelum ada peringkat
- Turton - Appb 30 37Dokumen8 halamanTurton - Appb 30 37asadBelum ada peringkat
- Dental Materials: Metals (Alloys) Non-MetalsDokumen32 halamanDental Materials: Metals (Alloys) Non-MetalsShahriar honarmandBelum ada peringkat
- Curl Activator GelDokumen1 halamanCurl Activator GelNemanja NikolicBelum ada peringkat
- Green Inhibitors For Steel Corrosion in Acidic Environment - State of ArtDokumen21 halamanGreen Inhibitors For Steel Corrosion in Acidic Environment - State of Artanisa sutifanyBelum ada peringkat
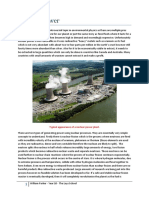
- Nuclear Power: Pros, Cons and FutureDokumen4 halamanNuclear Power: Pros, Cons and FutureSamarthBelum ada peringkat
- Air PollutionDokumen2 halamanAir PollutionBarani KingBelum ada peringkat
- Gas Dynamics-Rayleigh FlowDokumen26 halamanGas Dynamics-Rayleigh FlowRahul100% (4)