Anda mungkin juga menyukai
- IB Physics 2 Summer Refresh WorkDokumen25 halamanIB Physics 2 Summer Refresh WorkJeffBelum ada peringkat
- Gce o Level Physics MatterDokumen8 halamanGce o Level Physics MatterBakhita Maryam100% (1)
- Cooling Load Calc Calculation in 40 CharactersDokumen28 halamanCooling Load Calc Calculation in 40 CharactersCH Asad100% (3)
- Thermodynamics Cheat SheetDokumen2 halamanThermodynamics Cheat SheetNitin Sharma0% (1)
- Presure Regulator Calculate PDFDokumen5 halamanPresure Regulator Calculate PDFGorast KolevBelum ada peringkat
- Effect of Fat Content and Preheat Treatment On The Apparent Viscosity of Coconut Milk After HomogenizationDokumen6 halamanEffect of Fat Content and Preheat Treatment On The Apparent Viscosity of Coconut Milk After HomogenizationAn TrầnBelum ada peringkat
- Effect of Homogenizing Pressure and Sterilizing Condition On Quality of Canned High Fat Coconut MilkDokumen7 halamanEffect of Homogenizing Pressure and Sterilizing Condition On Quality of Canned High Fat Coconut Milkthaihoangminh93Belum ada peringkat
- Effectofhomogenizationoncoconutmilk JFoodEngDokumen8 halamanEffectofhomogenizationoncoconutmilk JFoodEngPin NapachaBelum ada peringkat
- Bab Iii Tinjauan Khusus 3.1 Penentuan Pengukuran Reologi Pada Cream CheeseDokumen3 halamanBab Iii Tinjauan Khusus 3.1 Penentuan Pengukuran Reologi Pada Cream CheeseFrida febriani I100% (1)
- Effect of Heating and Homogenization On The Stability of Coconut Milk EmulsionsDokumen5 halamanEffect of Heating and Homogenization On The Stability of Coconut Milk EmulsionsZimmerman SteinBelum ada peringkat
- Flow Properties of Table Margarine Prepared From Lipase-CatalysedDokumen6 halamanFlow Properties of Table Margarine Prepared From Lipase-CatalysedemunkirosBelum ada peringkat
- Effect of Different Pre-Treatments of Fresh Coconut Kernels On Some of The Quality Attributes of The Coconut Milk ExtractedDokumen5 halamanEffect of Different Pre-Treatments of Fresh Coconut Kernels On Some of The Quality Attributes of The Coconut Milk ExtractedAn TrầnBelum ada peringkat
- Kinetics of Ethanol Fermentation With High Biomass Concentration Considering The Effect of TemperatureDokumen13 halamanKinetics of Ethanol Fermentation With High Biomass Concentration Considering The Effect of TemperatureJhon Fernando NiñoBelum ada peringkat
- INDUSTRIAL PAPER Ceñidoza, Ian Albert S.Dokumen24 halamanINDUSTRIAL PAPER Ceñidoza, Ian Albert S.Ceñidoza Ian AlbertBelum ada peringkat
- Effects of Skim Milk Homogenization On Proteolysis and Rheology of Mozzarella CheeseDokumen9 halamanEffects of Skim Milk Homogenization On Proteolysis and Rheology of Mozzarella CheeseFernandez LuisBelum ada peringkat
- Research PaperDokumen12 halamanResearch PaperKiran Niazi100% (1)
- ChocolateDokumen6 halamanChocolateMaria Angelica Betancur OrtizBelum ada peringkat
- Accurate Measurement of Pasting Temperature by The Rapid Visco Analyser A Case Study Using RiceDokumen4 halamanAccurate Measurement of Pasting Temperature by The Rapid Visco Analyser A Case Study Using RiceCarlos AriasBelum ada peringkat
- Anres, ArticleDokumen8 halamanAnres, ArticleAn BìnhBelum ada peringkat
- 03 M.S. RohayaDokumen8 halaman03 M.S. RohayaFelipe JaramilloBelum ada peringkat
- Characterization of the Rheological Properties of Yoghurt-A ReviewDokumen26 halamanCharacterization of the Rheological Properties of Yoghurt-A Review伊利亚斯尼亚佐夫Belum ada peringkat
- Alvarez Etal 2008Dokumen10 halamanAlvarez Etal 2008Jairo Silva CoreaBelum ada peringkat
- 112 RodriguesDokumen6 halaman112 RodriguesEriksen MiyasakiBelum ada peringkat
- Biliaderis 1992Dokumen13 halamanBiliaderis 1992Huy 11 Nguyễn ĐứcBelum ada peringkat
- Paper EnglishDokumen13 halamanPaper EnglishMiranda Campos ErickBelum ada peringkat
- Thermosonication and Optimization of Stingless Bee Honey ProcessingDokumen15 halamanThermosonication and Optimization of Stingless Bee Honey ProcessingsyazaqilahBelum ada peringkat
- Thermophysical properties of Thai seedless guava juiceDokumen5 halamanThermophysical properties of Thai seedless guava juiceclamarpi84Belum ada peringkat
- Effect of Micro Fluid Ization of Heat-Treated Milk On Rheology and Sensory Properties of Reduced Fat YoghurtDokumen7 halamanEffect of Micro Fluid Ization of Heat-Treated Milk On Rheology and Sensory Properties of Reduced Fat YoghurtCostaEdvaldoBelum ada peringkat
- Functional Properties of Cholesterol-Removed: S. Y. Shim, J. Ahn and H. S. KwakDokumen28 halamanFunctional Properties of Cholesterol-Removed: S. Y. Shim, J. Ahn and H. S. KwakHenny BarutuBelum ada peringkat
- Gelation Properties of Flaxseed GumDokumen9 halamanGelation Properties of Flaxseed GumAntares1973Belum ada peringkat
- Foods 09 01133Dokumen13 halamanFoods 09 01133Aditya DeoleBelum ada peringkat
- Effect of Different Treatments For The Destabilization of Coconut Milk EmulsionDokumen7 halamanEffect of Different Treatments For The Destabilization of Coconut Milk EmulsionAn TrầnBelum ada peringkat
- Thermal Conductivity As Influenced by The Temperature and Apparent Viscosity of Dairy ProductsDokumen13 halamanThermal Conductivity As Influenced by The Temperature and Apparent Viscosity of Dairy ProductsK V SATHEESHKUMAR MECHBelum ada peringkat
- Effect of Process Variables On Spaghetti Quality': Durum Wheat and PastaDokumen5 halamanEffect of Process Variables On Spaghetti Quality': Durum Wheat and PastatawfikBelum ada peringkat
- Development of Low-Fat Mayonnaise Containing Polysaccharide Gums As Functional IngredientsDokumen7 halamanDevelopment of Low-Fat Mayonnaise Containing Polysaccharide Gums As Functional IngredientsKhati NguyenBelum ada peringkat
- 1 Extraction of Gelatin From SH Skins by High Pressure TreatmentDokumen6 halaman1 Extraction of Gelatin From SH Skins by High Pressure TreatmentCaroline LidyaBelum ada peringkat
- Đặc Điểm Và Thời Hạn Sử Dụng Của Sữa Chua Sữa NgôDokumen18 halamanĐặc Điểm Và Thời Hạn Sử Dụng Của Sữa Chua Sữa NgôĐoanBelum ada peringkat
- Effect of Freezing and Frozen Storage On The Gelatinization and Retrogradation of Amylopectin in Dough Baked in A Differential Scanning CalorimeterDokumen7 halamanEffect of Freezing and Frozen Storage On The Gelatinization and Retrogradation of Amylopectin in Dough Baked in A Differential Scanning CalorimeterRana Muhammad Bakhtaj AyazBelum ada peringkat
- The Dynamics of Cake Baking As Studied by A Combination of Viscometry and Electrical Resistance Oven Heating'Dokumen6 halamanThe Dynamics of Cake Baking As Studied by A Combination of Viscometry and Electrical Resistance Oven Heating's.sabapathyBelum ada peringkat
- High temperature rheology of tomato puree and starchDokumen12 halamanHigh temperature rheology of tomato puree and starchdanyheelBelum ada peringkat
- Caracteristica Almendra PDFDokumen8 halamanCaracteristica Almendra PDFDavid AramayoBelum ada peringkat
- Influence of High Pressure Processing On The Linear Viscoelastic Properties of Egg Yolk DispersionsDokumen10 halamanInfluence of High Pressure Processing On The Linear Viscoelastic Properties of Egg Yolk Dispersionssema_aguilarBelum ada peringkat
- Effect of Heat Treatment On Dispersion Stability of Soymilk and Heat DenaturationDokumen7 halamanEffect of Heat Treatment On Dispersion Stability of Soymilk and Heat DenaturationDiễm My PhạmBelum ada peringkat
- Mathematical Model On Mathura PedaDokumen7 halamanMathematical Model On Mathura PedaSantosh MishraBelum ada peringkat
- Noodle SorghumDokumen4 halamanNoodle SorghumSukmiyati AgustinBelum ada peringkat
- E Ects of Hydrothermal Treatment On The Physicochemical Properties of Pregelatinized Rice FlourDokumen9 halamanE Ects of Hydrothermal Treatment On The Physicochemical Properties of Pregelatinized Rice FlourBrianBelum ada peringkat
- J 1365-2621 1997 00400 XDokumen13 halamanJ 1365-2621 1997 00400 XDilannirangaBelum ada peringkat
- Production of Low Acidity Rice Bran Oil by Heating ProcessDokumen6 halamanProduction of Low Acidity Rice Bran Oil by Heating ProcessSahil KumarBelum ada peringkat
- A New Method For Producing A Non Heated Jam Sample The Use of Freeze Concentration and High Pressure SterilizationDokumen3 halamanA New Method For Producing A Non Heated Jam Sample The Use of Freeze Concentration and High Pressure SterilizationNhật Nguyễn SĩBelum ada peringkat
- Ingredientes e ForneamentoDokumen12 halamanIngredientes e ForneamentoPaulo De Tarso CarvalhoBelum ada peringkat
- Mango Puree Rheology and Thermal PropertiesDokumen20 halamanMango Puree Rheology and Thermal PropertiesNur QistinaBelum ada peringkat
- QDA and PCA On MilkDokumen9 halamanQDA and PCA On MilkdjmeaksBelum ada peringkat
- 19ac PDFDokumen7 halaman19ac PDFLuis Eduardo Agudelo SanchezBelum ada peringkat
- Effect of Microbiological Characteristics of Raw Milk On The Quality of Whole Milk PowderDokumen4 halamanEffect of Microbiological Characteristics of Raw Milk On The Quality of Whole Milk PowderDheeraj ShuklaBelum ada peringkat
- Characteristics and Shelf-Life of Corn Milk YogurtDokumen18 halamanCharacteristics and Shelf-Life of Corn Milk YogurtegavirganaBelum ada peringkat
- Pi Is 0022030283818529Dokumen8 halamanPi Is 0022030283818529Liza Novia SBelum ada peringkat
- Yeast in Batch Culture - Expt - 4 - Shake Flask - Part 1 - 4th EdDokumen7 halamanYeast in Batch Culture - Expt - 4 - Shake Flask - Part 1 - 4th EdRachel HechanovaBelum ada peringkat
- Heat treatment effects on nutritional quality of milk proteinsDokumen4 halamanHeat treatment effects on nutritional quality of milk proteinsLộc Võ Tường100% (1)
- Natamycin 6Dokumen6 halamanNatamycin 6Ευαγγελία ΘεοχάρηBelum ada peringkat
- International Journal of Dairy Technology Vol 50, No 3 Effects Processing Rennet PropertiesDokumen8 halamanInternational Journal of Dairy Technology Vol 50, No 3 Effects Processing Rennet PropertiesRuben SerraBelum ada peringkat
- Supercritical Fluid Extraction of Byproduct From PECAN (Caryaillinoinensis (Wangenh.) K. Koch) OIL INDUSTRYDokumen7 halamanSupercritical Fluid Extraction of Byproduct From PECAN (Caryaillinoinensis (Wangenh.) K. Koch) OIL INDUSTRYGuillermo Serralde PaezBelum ada peringkat
- Heat-Moisture Treatment e Ects On Sweetpotato Starches Di Ering in Amylose ContentDokumen8 halamanHeat-Moisture Treatment e Ects On Sweetpotato Starches Di Ering in Amylose ContentBrianBelum ada peringkat
- Food Chemistry: Joerg Riener, Francesco Noci, Denis A. Cronin, Desmond J. Morgan, James G. LyngDokumen7 halamanFood Chemistry: Joerg Riener, Francesco Noci, Denis A. Cronin, Desmond J. Morgan, James G. LyngFrancisco Rodriguez VazquezBelum ada peringkat
- Glass Transition and Phase Transitions in Food and Biological MaterialsDari EverandGlass Transition and Phase Transitions in Food and Biological MaterialsBelum ada peringkat
- Effects of Temperature and Concentration On Thermal Properties of Cassava StarchDokumen7 halamanEffects of Temperature and Concentration On Thermal Properties of Cassava StarchAn TrầnBelum ada peringkat
- Effect of Different Treatments For The Destabilization of Coconut Milk EmulsionDokumen7 halamanEffect of Different Treatments For The Destabilization of Coconut Milk EmulsionAn TrầnBelum ada peringkat
- Effect of Different Pre-Treatments of Fresh Coconut Kernels On Some of The Quality Attributes of The Coconut Milk ExtractedDokumen5 halamanEffect of Different Pre-Treatments of Fresh Coconut Kernels On Some of The Quality Attributes of The Coconut Milk ExtractedAn TrầnBelum ada peringkat
- Droplet Size Determination in Food Emulsions Comparison of Ultrasonic and Light Scattering MethodDokumen4 halamanDroplet Size Determination in Food Emulsions Comparison of Ultrasonic and Light Scattering MethodAn TrầnBelum ada peringkat
- Effect of Different Treatments For The Destabilization of Coconut Milk EmulsionDokumen7 halamanEffect of Different Treatments For The Destabilization of Coconut Milk EmulsionAn TrầnBelum ada peringkat
- Coconut Milk's Fat Breaking by Means of UltrasoundDokumen5 halamanCoconut Milk's Fat Breaking by Means of UltrasoundAn TrầnBelum ada peringkat
- Antimicrobial AgentsDokumen7 halamanAntimicrobial AgentsHira G MaharjanBelum ada peringkat
- IşçilikDokumen223 halamanIşçilikSabit RzazadeBelum ada peringkat
- York Piso Techo R-410ADokumen4 halamanYork Piso Techo R-410AWalter BernalBelum ada peringkat
- PHY 205 Exam 1 Fall 2014 URIDokumen5 halamanPHY 205 Exam 1 Fall 2014 URIlyndsey_erin_aguiarBelum ada peringkat
- What Is Cluster House ?Dokumen12 halamanWhat Is Cluster House ?IVAN TIONG WEI JUN MoeBelum ada peringkat
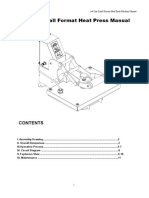
- A4 Heat Press ManualDokumen13 halamanA4 Heat Press ManualGabrielBelum ada peringkat
- Physics (H.R.K) Chapter 26: Entropy and 2 Law of ThermodynamicsDokumen16 halamanPhysics (H.R.K) Chapter 26: Entropy and 2 Law of ThermodynamicsAnonymous W2TA01FBelum ada peringkat
- Intrinsic kinetics methanol dehydration Al2O3 catalystDokumen6 halamanIntrinsic kinetics methanol dehydration Al2O3 catalystLuis Miguel Silva FernandezBelum ada peringkat
- Thermo Scientific Forma Value Laboratory Refrigerators and FreezersDokumen2 halamanThermo Scientific Forma Value Laboratory Refrigerators and FreezersRoger AklBelum ada peringkat
- PHYS1001 Test 1 2017 SEM-1Dokumen14 halamanPHYS1001 Test 1 2017 SEM-1Angad MangatBelum ada peringkat
- Ageing of RubberDokumen218 halamanAgeing of RubberAline WuchnerBelum ada peringkat
- Ahlm PhET Gas Laws StudentDokumen3 halamanAhlm PhET Gas Laws StudentMIKHAEL ANGELO CAPITONBelum ada peringkat
- Buderus TR0301 U Solar Thermal System Control BrochureDokumen2 halamanBuderus TR0301 U Solar Thermal System Control Brochuree-ComfortUSABelum ada peringkat
- Submittal FinalDokumen179 halamanSubmittal FinalAwais WarisBelum ada peringkat
- Refrigeration Test RigDokumen7 halamanRefrigeration Test Rigshibin874141100% (1)
- Air Cooler and Chiller Types and Applications Ben214 Fluid MechanicsDokumen14 halamanAir Cooler and Chiller Types and Applications Ben214 Fluid MechanicsMahmoud M.AbdelalimBelum ada peringkat
- Mini Split Equipment CatalogDokumen32 halamanMini Split Equipment CatalogGerber GarciaBelum ada peringkat
- MX-50 EssaeDokumen6 halamanMX-50 EssaeRagupathy ABelum ada peringkat
- WWW - Beeindia.in Energy Managers Auditors Documents Guide Books 2Ch4Dokumen31 halamanWWW - Beeindia.in Energy Managers Auditors Documents Guide Books 2Ch4samcat2009Belum ada peringkat
- Mastering Autodesk Revit MEP 2016: CHAPTER 8: HVAC Cooling and Heating Load AnalysisDokumen10 halamanMastering Autodesk Revit MEP 2016: CHAPTER 8: HVAC Cooling and Heating Load AnalysisSony JsdBelum ada peringkat
- Amana Manejadora de AireDokumen16 halamanAmana Manejadora de AireairemexBelum ada peringkat
- CE Topic 2 & 3Dokumen2 halamanCE Topic 2 & 3CARL IJADE PINOBelum ada peringkat
- Air Conditioner TroubleshootingDokumen6 halamanAir Conditioner TroubleshootingMeetoo SharvamBelum ada peringkat
- 2015 - The Check Problem of Food Thermal Processes. A Mathematical SolutionDokumen15 halaman2015 - The Check Problem of Food Thermal Processes. A Mathematical SolutionpedroloxxxBelum ada peringkat
- A Modification of The Newton's Cooling Law and Mpemba EffectDokumen4 halamanA Modification of The Newton's Cooling Law and Mpemba EffectahsbonBelum ada peringkat
- Benguet State University College of Engineering and Applied TechnologyDokumen4 halamanBenguet State University College of Engineering and Applied Technologyyeng botzBelum ada peringkat