Anda mungkin juga menyukai
- Corky 18 FT Sloop Diy PlansDokumen7 halamanCorky 18 FT Sloop Diy PlansFrenchwolf420100% (4)
- Sea SkiffDokumen5 halamanSea SkiffFrenchwolf420100% (3)
- 16 FT Sailing ScowDokumen7 halaman16 FT Sailing ScowFrenchwolf420100% (2)
- Jump N JackDokumen5 halamanJump N JackFrenchwolf420100% (2)
- 8 FT SkiffDokumen3 halaman8 FT SkiffFrenchwolf420100% (3)
- 16 Foot Apache Outboard - PlansDokumen8 halaman16 Foot Apache Outboard - PlansRolando DaclanBelum ada peringkat
- Sailing SurfboardDokumen4 halamanSailing SurfboardFrenchwolf420100% (3)
- Multi SkiffDokumen6 halamanMulti SkiffScaramagnao Miao BauBelum ada peringkat
- Happy Clam SkiffDokumen11 halamanHappy Clam SkifffccfBelum ada peringkat
- Rowboat Sail ConversionDokumen2 halamanRowboat Sail Conversionleather_nunBelum ada peringkat
- Merry MaidDokumen6 halamanMerry MaidFrenchwolf420100% (3)
- 15 Foot SailboatDokumen4 halaman15 Foot SailboatAntónio OliveiraBelum ada peringkat
- Rowboat 3 PieceDokumen3 halamanRowboat 3 PieceFrenchwolf420100% (1)
- Arrow Outboard RunaboutDokumen4 halamanArrow Outboard RunaboutFrenchwolf420Belum ada peringkat
- Sea MidgeDokumen5 halamanSea MidgeFrenchwolf420Belum ada peringkat
- Row BoatDokumen2 halamanRow BoatBenjamin GoyaBelum ada peringkat
- Sabot 8 FT Pram DinghyDokumen6 halamanSabot 8 FT Pram DinghyFrenchwolf420100% (2)
- Plywood RowboatDokumen7 halamanPlywood RowboatAlphamatrix01Belum ada peringkat
- Nereia PramDokumen2 halamanNereia PramFrenchwolf420100% (1)
- Car Top BoatDokumen4 halamanCar Top BoatFrenchwolf420Belum ada peringkat
- Paddle WheelDokumen4 halamanPaddle WheelFrenchwolf420Belum ada peringkat
- Water Bug Tiny Paddle BoatDokumen5 halamanWater Bug Tiny Paddle BoatFrenchwolf420Belum ada peringkat
- Paddle Bass BoatDokumen3 halamanPaddle Bass BoatFrenchwolf420Belum ada peringkat
- Pedal CatDokumen8 halamanPedal CatFrenchwolf420Belum ada peringkat
- Paddle TurtleDokumen4 halamanPaddle TurtleFrenchwolf420Belum ada peringkat
- 3 Piece BoatDokumen4 halaman3 Piece BoatFrenchwolf420Belum ada peringkat
- Pedal BoatDokumen4 halamanPedal BoatFrenchwolf420Belum ada peringkat
- Paddle BoatDokumen4 halamanPaddle BoatFrenchwolf420Belum ada peringkat
- Motor Driven PaddleboardDokumen5 halamanMotor Driven PaddleboardFrenchwolf420100% (1)
- Bicycle BoatDokumen3 halamanBicycle BoatFrenchwolf420Belum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- B35D B40D PIN 7.5 It4 TIER 3B ADT RevADokumen935 halamanB35D B40D PIN 7.5 It4 TIER 3B ADT RevAPieter BothaBelum ada peringkat
- Cryogenic Ball Valves: Installation, Operation and Maintenance InstructionsDokumen8 halamanCryogenic Ball Valves: Installation, Operation and Maintenance InstructionsDv Maria PradhikaBelum ada peringkat
- Towers 140425022025 Phpapp02Dokumen72 halamanTowers 140425022025 Phpapp02GeorgeEdward100% (1)
- T.C. Forensic - JAPANESE REPORTS ON ELECTRICAL FIRE CAUSESDokumen4 halamanT.C. Forensic - JAPANESE REPORTS ON ELECTRICAL FIRE CAUSESecordova1Belum ada peringkat
- Blackcore Raptor Lake Spec SheetDokumen3 halamanBlackcore Raptor Lake Spec SheetNadendla mastan raoBelum ada peringkat
- Gas Turbine Power PlantDokumen7 halamanGas Turbine Power PlantYuvraj GogoiBelum ada peringkat
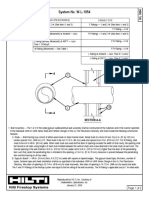
- W-L-1054 Pipe Through Gyp Board AssemblyDokumen2 halamanW-L-1054 Pipe Through Gyp Board AssemblyJason StelleBelum ada peringkat
- PS90 Diagnosis System GuideDokumen31 halamanPS90 Diagnosis System GuideskyBelum ada peringkat
- 2010 + Chevrolet Camaro - LightingDokumen203 halaman2010 + Chevrolet Camaro - Lightingsled novaBelum ada peringkat
- EC EZO Datasheet PDFDokumen74 halamanEC EZO Datasheet PDFJasper BatoBelum ada peringkat
- Catalog Specifications Caterpillar 7495 Electric Rope Shovel Rope CrowdDokumen3 halamanCatalog Specifications Caterpillar 7495 Electric Rope Shovel Rope Crowdahmed zhranBelum ada peringkat
- AsdwDokumen56 halamanAsdwsorcBelum ada peringkat
- Gauss MeterProbe-Selection-App-GuideDokumen6 halamanGauss MeterProbe-Selection-App-GuideebyjoyBelum ada peringkat
- Rečnik Srpsko-EngleskiDokumen9 halamanRečnik Srpsko-EngleskisreckoBelum ada peringkat
- BLDC DriverDokumen8 halamanBLDC DriverRich ManBelum ada peringkat
- Tlocrt Podne Ploče - Donja Zona Tlocrt Podne Ploče - Gornja ZonaDokumen1 halamanTlocrt Podne Ploče - Donja Zona Tlocrt Podne Ploče - Gornja ZonaMario VitezBelum ada peringkat
- b206 Check ListDokumen24 halamanb206 Check ListSandiego Alexander100% (1)
- v1 - Cars Models Pricelist KL1 NA 02 2023Dokumen40 halamanv1 - Cars Models Pricelist KL1 NA 02 2023NigelBelum ada peringkat
- ELE3-18 MostUpdated 04052022Dokumen43 halamanELE3-18 MostUpdated 04052022葉朗Belum ada peringkat
- I-Et-3010.00-5140-700-P4x-003 - J - Electrical Requirements For Packages For...Dokumen27 halamanI-Et-3010.00-5140-700-P4x-003 - J - Electrical Requirements For Packages For...everton maldonadoBelum ada peringkat
- Service Manual AA-2W: KV-27FV15 KV-27FV15 KV-29FV10 KV-29FV15 KV-29FV15C KV-29FV15KDokumen72 halamanService Manual AA-2W: KV-27FV15 KV-27FV15 KV-29FV10 KV-29FV15 KV-29FV15C KV-29FV15KHilary KingBelum ada peringkat
- 04 Cuculic Celic PrencDokumen8 halaman04 Cuculic Celic PrencStanislava RokvicBelum ada peringkat
- 1997 3800 PCM Fiero WiringDokumen3 halaman1997 3800 PCM Fiero WiringDamián Martínez SánchezBelum ada peringkat
- Diodes Inc - Library - Components - List PDFDokumen5 halamanDiodes Inc - Library - Components - List PDFLuciaBelum ada peringkat
- LIAISSON24 MIXBAAL MANUAL (English) YOMN4850-001 - RevE PDFDokumen178 halamanLIAISSON24 MIXBAAL MANUAL (English) YOMN4850-001 - RevE PDFJuan Milton GardunoBelum ada peringkat
- Tanker Pipeline SystemsDokumen22 halamanTanker Pipeline SystemsLogovaz91% (11)
- Instruction ManualDokumen52 halamanInstruction ManualEka RoksBelum ada peringkat
- Test Water Pump Pressure 16H Motor GraderDokumen2 halamanTest Water Pump Pressure 16H Motor GraderDouglas GomesBelum ada peringkat
- Advanced Power Electronics Corp.: AP0803GMT-HFDokumen5 halamanAdvanced Power Electronics Corp.: AP0803GMT-HFAlexander TkachenkoBelum ada peringkat
- Honda IDSI SM - 5 PDFDokumen14 halamanHonda IDSI SM - 5 PDFauto projectBelum ada peringkat