Anda mungkin juga menyukai
- International Standard: Hydrogen Fuel Quality - Product SpecificationDokumen24 halamanInternational Standard: Hydrogen Fuel Quality - Product Specificationiocsachin100% (6)
- Animal Physiology Test Bank Chapter 24Dokumen24 halamanAnimal Physiology Test Bank Chapter 24rk100% (6)
- Catalytic Oxidation of Benzene To Maleic Anhydride in A Continuous Stirred Tank ReactorDokumen7 halamanCatalytic Oxidation of Benzene To Maleic Anhydride in A Continuous Stirred Tank ReactorMirko GraneseBelum ada peringkat
- MODULE#7 - Incompressible Flow in Pipe - FebDokumen46 halamanMODULE#7 - Incompressible Flow in Pipe - FebChristian100% (1)
- 002.0 Surface Sampling TrainingDokumen17 halaman002.0 Surface Sampling TrainingNguyễnTrường100% (1)
- Plant Colour CodeDokumen11 halamanPlant Colour Codeunurounuro67% (3)
- Optimization of Lean Gas Injection in Gas-Condensate ReservoirsDokumen6 halamanOptimization of Lean Gas Injection in Gas-Condensate Reservoirsbi3da_sBelum ada peringkat
- Journal of The Air Pollution Control AssociationDokumen7 halamanJournal of The Air Pollution Control AssociationMhackSahuBelum ada peringkat
- 4 Fundamentals of Gas Sweetening by K F Butwell and L Kroop PDFDokumen32 halaman4 Fundamentals of Gas Sweetening by K F Butwell and L Kroop PDFnasreenakhtariBelum ada peringkat
- International Conference On Computer, Mechatronics, Control and Electronic Engineering (CMCE)Dokumen4 halamanInternational Conference On Computer, Mechatronics, Control and Electronic Engineering (CMCE)Sumit DhallBelum ada peringkat
- Accepted Manuscript: International Journal of RefrigerationDokumen31 halamanAccepted Manuscript: International Journal of RefrigerationOcta RioBelum ada peringkat
- Exp 4 Gas AbsorptionDokumen18 halamanExp 4 Gas AbsorptionakuBelum ada peringkat
- 5 Fundamentals of Gas Dehydration Design and Operation With Glycol Solutions by Pearce and Sivalls PDFDokumen83 halaman5 Fundamentals of Gas Dehydration Design and Operation With Glycol Solutions by Pearce and Sivalls PDF许凉发Belum ada peringkat
- AcknowledgementsDokumen98 halamanAcknowledgementsShreyansh PanchalBelum ada peringkat
- Chapter 4. Problem SM.7 - Ethylbenzene-Styrene Column PDFDokumen11 halamanChapter 4. Problem SM.7 - Ethylbenzene-Styrene Column PDFMary ScottBelum ada peringkat
- OF TO: Oxidation Acetaldehyde Acetic Acid In1 A Sparger ReactorDokumen8 halamanOF TO: Oxidation Acetaldehyde Acetic Acid In1 A Sparger Reactorarpit gargBelum ada peringkat
- FEAHR Semoga BermanfaatDokumen6 halamanFEAHR Semoga BermanfaatRony PutraBelum ada peringkat
- 13279-Pa (Gould Et Al)Dokumen13 halaman13279-Pa (Gould Et Al)Ameer HussainBelum ada peringkat
- SPE 88797 Determination of Recovery and Relative Permeability For Gas Condensate ReservoirsDokumen11 halamanSPE 88797 Determination of Recovery and Relative Permeability For Gas Condensate ReservoirsmsmsoftBelum ada peringkat
- Gas TransferDokumen10 halamanGas TransferSy-Dar LiouBelum ada peringkat
- Gas Holdup and Overall Volumetric Mass Transfer Coefficient in A Modified Reversed Flow Jet Loop ReactorDokumen6 halamanGas Holdup and Overall Volumetric Mass Transfer Coefficient in A Modified Reversed Flow Jet Loop ReactorDesya CahyaBelum ada peringkat
- Hay Duk 1991Dokumen7 halamanHay Duk 1991Gerson Tomas Varela GarciaBelum ada peringkat
- Gas CondensatesDokumen2 halamanGas CondensatesHitesh Mittal100% (1)
- Lab Report FinalDokumen13 halamanLab Report Finalidyllic20Belum ada peringkat
- Formation Evaluation Hydrocarbon Ratios by Analysis Of: SPE-AIME, Bamid Div. National Lead CoDokumen6 halamanFormation Evaluation Hydrocarbon Ratios by Analysis Of: SPE-AIME, Bamid Div. National Lead ColindamahaditaBelum ada peringkat
- Reliance - Flare Gas Recovery IMPDokumen6 halamanReliance - Flare Gas Recovery IMPsvnaik14Belum ada peringkat
- Hysys FileDokumen34 halamanHysys FileSyed Saad ShahBelum ada peringkat
- Sesi-15.PDF Example But Old Nozzle FlowDokumen42 halamanSesi-15.PDF Example But Old Nozzle FlowyamakunBelum ada peringkat
- Gas AbsorptionDokumen7 halamanGas AbsorptionAnnerlynn Solano0% (1)
- LNG Equipment: Iner T Gas and DR y Air Generation PlantDokumen23 halamanLNG Equipment: Iner T Gas and DR y Air Generation PlantAryan PatnaikBelum ada peringkat
- Displacementusing Ekrtiallymiscible Gas-Solventsystems: The EconomicsDokumen8 halamanDisplacementusing Ekrtiallymiscible Gas-Solventsystems: The EconomicsNoe NievesBelum ada peringkat
- Back-Pressure Tests On. Gas-Condensate Wells: As - OndeisateDokumen9 halamanBack-Pressure Tests On. Gas-Condensate Wells: As - OndeisateAura Cristina Villafañe GeraldinoBelum ada peringkat
- REACTIVE ABSORPTION OF H2S by SO2Dokumen8 halamanREACTIVE ABSORPTION OF H2S by SO2mc_tempBelum ada peringkat
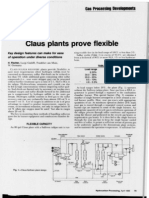
- Claus Plants Prove FlexibleDokumen3 halamanClaus Plants Prove Flexiblebakhtiari_afBelum ada peringkat
- A Kinetic Model of Steady State Ethylene Epoxidation Over A Supported Silver CatalystDokumen17 halamanA Kinetic Model of Steady State Ethylene Epoxidation Over A Supported Silver CatalystFrank LordBelum ada peringkat
- Walker and Goulas - Perf Characteristics of Pumps Handling Non-Newtonian Slurries - IMechE 1984Dokumen9 halamanWalker and Goulas - Perf Characteristics of Pumps Handling Non-Newtonian Slurries - IMechE 1984Cristian RABelum ada peringkat
- Rajagopal - Id220 - Equifase2009Dokumen6 halamanRajagopal - Id220 - Equifase2009rajabrasilBelum ada peringkat
- Oxygen - Absorption RateDokumen10 halamanOxygen - Absorption RateHarshaBelum ada peringkat
- SPE-190936-MS Solving Gas Interference Issues With Sucker Rod Pumps in The Permian BasinDokumen15 halamanSPE-190936-MS Solving Gas Interference Issues With Sucker Rod Pumps in The Permian Basinjulio valenciaBelum ada peringkat
- Gas AbsorptionDokumen9 halamanGas AbsorptionGodolias WoldemariamBelum ada peringkat
- 39 - 4 - Washington DC - 08-94 - 1131Dokumen5 halaman39 - 4 - Washington DC - 08-94 - 1131DHe Vic'zBelum ada peringkat
- UOP 826-81 Carbon Dioxide in Ammine SolutionDokumen7 halamanUOP 826-81 Carbon Dioxide in Ammine SolutionMorteza Sepehran100% (1)
- Bord PaperkorrDokumen9 halamanBord Paperkorrjakalae5263Belum ada peringkat
- Hoffmann Crump HocottDokumen10 halamanHoffmann Crump HocottAzliyama Md ZainuddinBelum ada peringkat
- Hvironmerrta: TestsDokumen10 halamanHvironmerrta: TestsdhavaleshBelum ada peringkat
- Acetone Recovery Using Absorber and Distillation Column: All The Unknowns Should Be Found Using ASPEN PLUS SoftwareDokumen5 halamanAcetone Recovery Using Absorber and Distillation Column: All The Unknowns Should Be Found Using ASPEN PLUS SoftwareHafiz TanveerBelum ada peringkat
- Basic Design and Cost Data On MEA Treating UnitsDokumen6 halamanBasic Design and Cost Data On MEA Treating UnitsTuesou MachereBelum ada peringkat
- Adiabatic Coefficient of Gases - Flammersfeld OscillatorDokumen4 halamanAdiabatic Coefficient of Gases - Flammersfeld OscillatorismailBelum ada peringkat
- Three Phase Reactor Model For Hydrotreating in Pilot Trickle-Bed Reactor PDFDokumen11 halamanThree Phase Reactor Model For Hydrotreating in Pilot Trickle-Bed Reactor PDFKrittini IntoramasBelum ada peringkat
- Hydrodynamic Study of Fixed Beds With Cocurrent Upflow and DownflowDokumen6 halamanHydrodynamic Study of Fixed Beds With Cocurrent Upflow and DownflowAbdelhamid OughanemBelum ada peringkat
- Mfs MfsDokumen13 halamanMfs MfsEbenezer Amoah-KyeiBelum ada peringkat
- Mobilisation of Trapped Gas From Below The Gas-Water ContactDokumen13 halamanMobilisation of Trapped Gas From Below The Gas-Water ContactJavier E. Guerrero ArrietaBelum ada peringkat
- Miller 2015Dokumen8 halamanMiller 2015Shaun TylerBelum ada peringkat
- Sca1994 28Dokumen10 halamanSca1994 28Rosa K Chang HBelum ada peringkat
- Relative Humidity-Temperature Relationships of Some Saturated Salt Solutions in The Temperature Range 0 To 50 CDokumen8 halamanRelative Humidity-Temperature Relationships of Some Saturated Salt Solutions in The Temperature Range 0 To 50 Chendry taputraBelum ada peringkat
- Halite Precipitation and Permeability Assessment During Supercritical Co Core FloodDokumen12 halamanHalite Precipitation and Permeability Assessment During Supercritical Co Core FloodRosa K Chang HBelum ada peringkat
- Joule Thomson ExpansionDokumen2 halamanJoule Thomson ExpansiondndudcBelum ada peringkat
- CPE533 Gas Absorption Full Lab ReportDokumen30 halamanCPE533 Gas Absorption Full Lab ReportFazsroul83% (12)
- Some Liquid Holdup Experimental Data in Trickle-BedDokumen6 halamanSome Liquid Holdup Experimental Data in Trickle-BedKrittini IntoramasBelum ada peringkat
- Dewatering of CakesDokumen7 halamanDewatering of CakesFelipe MilhomemBelum ada peringkat
- Humphreys.-The Material Balance Equation For A Gas Condensate Reservoir With Significant Water VaporizationDokumen8 halamanHumphreys.-The Material Balance Equation For A Gas Condensate Reservoir With Significant Water VaporizationSergio FloresBelum ada peringkat
- Oxygen From Hydrogen Peroxide: A Safe Molar Volume-Molar Mass ExperimentDokumen2 halamanOxygen From Hydrogen Peroxide: A Safe Molar Volume-Molar Mass ExperimentManuel Curitol PiutrinBelum ada peringkat
- An Exergy Calculator Tool For Process Simulation76 - FTPDokumen7 halamanAn Exergy Calculator Tool For Process Simulation76 - FTPböhmitBelum ada peringkat
- 01 Mascoat Industrial Application InstructionsDokumen7 halaman01 Mascoat Industrial Application Instructionsböhmit100% (1)
- Çan - Turkey CFB Steam Power Plant: High-Sulphur Lignite CombustionDokumen6 halamanÇan - Turkey CFB Steam Power Plant: High-Sulphur Lignite CombustionböhmitBelum ada peringkat
- Chemical Solution, Inc. Technical Data Sheet: Inspecting Boilers and Related EquipmentDokumen2 halamanChemical Solution, Inc. Technical Data Sheet: Inspecting Boilers and Related Equipmentböhmit0% (1)
- Free CADDokumen19 halamanFree CADKent PawarBelum ada peringkat
- GHOST 11069 - 2001.russia Casting AluminumDokumen1 halamanGHOST 11069 - 2001.russia Casting AluminumböhmitBelum ada peringkat
- Electrostatic Precipitator 01 ELEXDokumen3 halamanElectrostatic Precipitator 01 ELEXböhmitBelum ada peringkat
- Jea Final Technical ReportDokumen88 halamanJea Final Technical ReportböhmitBelum ada peringkat
- Standard StateDokumen1 halamanStandard StateböhmitBelum ada peringkat
- Aluminium Anode Energy 1095661Dokumen10 halamanAluminium Anode Energy 1095661böhmitBelum ada peringkat
- Standard Conditions For GasesDokumen1 halamanStandard Conditions For GasesböhmitBelum ada peringkat
- 2024 Paper 6Dokumen12 halaman2024 Paper 6ziadmelagamyBelum ada peringkat
- Chem Lab 4 ElectrolytesDokumen17 halamanChem Lab 4 ElectrolytesbiddyusmcBelum ada peringkat
- Determination of Air Quality Levels in Selected Markets in Owerri Metropolis and Its Environs Imo State, NigeriaDokumen12 halamanDetermination of Air Quality Levels in Selected Markets in Owerri Metropolis and Its Environs Imo State, NigeriaInternational Journal of Innovative Science and Research TechnologyBelum ada peringkat
- Quiz Bootcamp10collaborativegaslawsgasstoichiometryfa18 1Dokumen5 halamanQuiz Bootcamp10collaborativegaslawsgasstoichiometryfa18 1api-233552637Belum ada peringkat
- Safety Data Sheet: Section 1: Identification of The Substance/Mixture and of The Company/UndertakingDokumen11 halamanSafety Data Sheet: Section 1: Identification of The Substance/Mixture and of The Company/Undertakingsharmi2011Belum ada peringkat
- Lesson Plan - Oxygen-Carbon CycleDokumen4 halamanLesson Plan - Oxygen-Carbon CycleHazael Jane Balais100% (2)
- IGCSE - Air and WaterDokumen93 halamanIGCSE - Air and WaterJashan Rohit KumarBelum ada peringkat
- MsdsDokumen6 halamanMsdsBao KimBelum ada peringkat
- Nopsema Safety SupportDokumen31 halamanNopsema Safety SupportAlessio DeOsimo0% (1)
- Colby Modified Atmosphere PackingDokumen12 halamanColby Modified Atmosphere PackingCY LeeBelum ada peringkat
- Alternative Propulsion For AutomobilesDokumen348 halamanAlternative Propulsion For AutomobilesLuigui Espinosa100% (1)
- 3 10 Calculations Involving A Limiting ReactantDokumen12 halaman3 10 Calculations Involving A Limiting ReactantJeycule BerendezBelum ada peringkat
- Methanol Technologies of Tkis: A Brief OverviewDokumen12 halamanMethanol Technologies of Tkis: A Brief OverviewMuhammad NaeemBelum ada peringkat
- Chemistry FolioDokumen38 halamanChemistry FolioMathiarasi100% (5)
- Hiwin-G04 SDS 20210107 UsaDokumen10 halamanHiwin-G04 SDS 20210107 UsaMac AlonsoBelum ada peringkat
- Electronics Recycling Plants: What Is A Recycling Plant?Dokumen3 halamanElectronics Recycling Plants: What Is A Recycling Plant?Joao BotasBelum ada peringkat
- Dangel 7e LP On PhotosynthesisDokumen3 halamanDangel 7e LP On PhotosynthesisCarlz Brian100% (1)
- Steam-Gas Property Tables - CAT-1-11Dokumen11 halamanSteam-Gas Property Tables - CAT-1-11Jayanath Nuwan SameeraBelum ada peringkat
- Review of Related Literature and Studies 2.1 Conceptual LiteratureDokumen4 halamanReview of Related Literature and Studies 2.1 Conceptual LiteratureMark Allen FuentesBelum ada peringkat
- Green Concrete - The Future of Sustainable ConstructionDokumen5 halamanGreen Concrete - The Future of Sustainable ConstructionAnuj ManeBelum ada peringkat
- TGA Analysis of Rubber Seed Kernel: Noorfidza Yub Harun Noorfidza - Yub - Harun@unb - CaDokumen14 halamanTGA Analysis of Rubber Seed Kernel: Noorfidza Yub Harun Noorfidza - Yub - Harun@unb - CaMona Raftari IIBelum ada peringkat
- Mini Project Plant PhysiologyDokumen33 halamanMini Project Plant PhysiologyIsmi Nadzatul ElyaBelum ada peringkat
- NCERT Class 10 Science Lab Manual MaterialsDokumen50 halamanNCERT Class 10 Science Lab Manual MaterialsNews of IndiaBelum ada peringkat
- Coal Chapter 3Dokumen24 halamanCoal Chapter 3Ihwan Limanto100% (1)
- Safety Data Sheet Idfilm 220 X: 1. Identification of The Substance/Preparation and The CompanyDokumen4 halamanSafety Data Sheet Idfilm 220 X: 1. Identification of The Substance/Preparation and The CompanyHunterBelum ada peringkat
- Ammonia: Capacity and Usage of AmmoniaDokumen65 halamanAmmonia: Capacity and Usage of AmmoniaJoeri DieltjensBelum ada peringkat
- Expt No. 1Dokumen5 halamanExpt No. 1Pytharix CaineBelum ada peringkat