Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Calculating and Constructing Ovals: Defining The ProportionsDokumen7 halamanCalculating and Constructing Ovals: Defining The ProportionsAhmed Emad AhmedBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- All New Kitchen Idea Book (Taunton Home Idea Books)Dokumen7.949 halamanAll New Kitchen Idea Book (Taunton Home Idea Books)Ahmed Emad AhmedBelum ada peringkat
- 084-054 - Designing and Building Kitchen CabinetsDokumen6 halaman084-054 - Designing and Building Kitchen CabinetsAhmed Emad AhmedBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Deck, Porch and Gazebo Planning and Construction Guide: 3rd EditionDokumen28 halamanDeck, Porch and Gazebo Planning and Construction Guide: 3rd EditionAhmed Emad AhmedBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- 24) Kitchen CabinetDokumen2 halaman24) Kitchen CabinetAhmed Emad AhmedBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The World's Finest Carved BedsDokumen27 halamanThe World's Finest Carved BedsAhmed Emad AhmedBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- MD CM Manual PDFDokumen20 halamanMD CM Manual PDFAhmed Emad AhmedBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- MaximizingEfficiencyattheLoadingDock PDFDokumen6 halamanMaximizingEfficiencyattheLoadingDock PDFAhmed Emad AhmedBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Mechancial Dock Leveler Brochure PDFDokumen8 halamanMechancial Dock Leveler Brochure PDFAhmed Emad AhmedBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- KMD Owners Manual PDFDokumen14 halamanKMD Owners Manual PDFAhmed Emad AhmedBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- PUSH-ButTON Series - Edge-Mount LevelerDokumen2 halamanPUSH-ButTON Series - Edge-Mount LevelerAhmed Emad AhmedBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
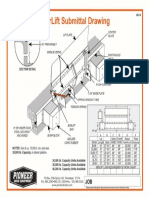
- BL Submittal 05 14 PDFDokumen1 halamanBL Submittal 05 14 PDFAhmed Emad AhmedBelum ada peringkat
- NOVA Mechanical Edge of Dock Leveler BrochureDokumen2 halamanNOVA Mechanical Edge of Dock Leveler BrochureAhmed Emad AhmedBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- LEVER Series - Edge-Mount EM PDFDokumen2 halamanLEVER Series - Edge-Mount EM PDFAhmed Emad AhmedBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Eod, 0305 PDFDokumen40 halamanEod, 0305 PDFAhmed Emad AhmedBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Dock Design Slide PresentationDokumen52 halamanDock Design Slide PresentationSchoeman_DanieBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- NOVA Mechanical Edge of Dock Architectural DrawingDokumen2 halamanNOVA Mechanical Edge of Dock Architectural DrawingAhmed Emad AhmedBelum ada peringkat
- ED Submittal 05 14 PDFDokumen2 halamanED Submittal 05 14 PDFAhmed Emad AhmedBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- FM 0648Dokumen1 halamanFM 0648Ahmed Emad AhmedBelum ada peringkat
- KPS Deme 0511 - Final PDFDokumen2 halamanKPS Deme 0511 - Final PDFAhmed Emad AhmedBelum ada peringkat
- EODArchSpec PDFDokumen1 halamanEODArchSpec PDFAhmed Emad AhmedBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Eod PDFDokumen2 halamanEod PDFAhmed Emad AhmedBelum ada peringkat
- Edge of Dock Manual PDFDokumen37 halamanEdge of Dock Manual PDFAhmed Emad AhmedBelum ada peringkat
- MD-CM Series Brochure Jan2012 WEB PDFDokumen2 halamanMD-CM Series Brochure Jan2012 WEB PDFAhmed Emad AhmedBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- EOD Owner's Manual PDFDokumen4 halamanEOD Owner's Manual PDFAhmed Emad AhmedBelum ada peringkat
- BLE EDE Literature 12 14 PDFDokumen2 halamanBLE EDE Literature 12 14 PDFAhmed Emad AhmedBelum ada peringkat
- BL Submittal 05 14 PDFDokumen1 halamanBL Submittal 05 14 PDFAhmed Emad AhmedBelum ada peringkat
- B Larch SpecDokumen1 halamanB Larch SpecAhmed Emad AhmedBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- BLE Submittal 05 14 PDFDokumen1 halamanBLE Submittal 05 14 PDFAhmed Emad AhmedBelum ada peringkat
- BL ED Literature 12 14 PDFDokumen2 halamanBL ED Literature 12 14 PDFAhmed Emad AhmedBelum ada peringkat
- Ind Mkt. Caselet 1Dokumen6 halamanInd Mkt. Caselet 1harshalBelum ada peringkat
- GE Custom 8000 Horizontal Induction Motor - GEEP-124-I (1998)Dokumen41 halamanGE Custom 8000 Horizontal Induction Motor - GEEP-124-I (1998)Edson França Rodrigues100% (1)
- Brakel Eura Excellent: Highly Insulated Louvred VentilatorDokumen4 halamanBrakel Eura Excellent: Highly Insulated Louvred VentilatorhjduarteBelum ada peringkat
- Automation Anywhere Enterprise (Excel Commands)Dokumen37 halamanAutomation Anywhere Enterprise (Excel Commands)Surbhi SharmaBelum ada peringkat
- Brevity CodeDokumen18 halamanBrevity CodeArash AziziBelum ada peringkat
- Polymer and Web ComponentsDokumen26 halamanPolymer and Web ComponentsAdjetey Adjei-laryeaBelum ada peringkat
- Free Space For Shanghair CompressorDokumen1 halamanFree Space For Shanghair CompressorAndri YansyahBelum ada peringkat
- ECE 551 Assignment 2: Ajit R Kanale, 200132821 January 25, 2017Dokumen5 halamanECE 551 Assignment 2: Ajit R Kanale, 200132821 January 25, 2017Ajit KanaleBelum ada peringkat
- Deepak ResumeDokumen3 halamanDeepak ResumethiyaguyBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Vale International Pellet Plant PDFDokumen2 halamanVale International Pellet Plant PDFSrinivasanBelum ada peringkat
- Full Circle Magazine Issue 19Dokumen34 halamanFull Circle Magazine Issue 19vwvr9Belum ada peringkat
- Pappu Suryanarayana Murthy: Career ObjectiveDokumen3 halamanPappu Suryanarayana Murthy: Career ObjectiveSuurya PrabhathBelum ada peringkat
- Doris Graber, 1996, Say It With PicturesDokumen13 halamanDoris Graber, 1996, Say It With PicturesFlorinaCretuBelum ada peringkat
- Data DictionaryDokumen4 halamanData DictionaryCamille Lucelo100% (1)
- How To Get A Non-Professional Driver's License in The Philippines 2014Dokumen7 halamanHow To Get A Non-Professional Driver's License in The Philippines 2014rkris88Belum ada peringkat
- Dahua ITC302-RU1A1Dokumen2 halamanDahua ITC302-RU1A1Dms TsBelum ada peringkat
- Filler Efect in ShotcreteDokumen24 halamanFiller Efect in ShotcreteOscar NietoBelum ada peringkat
- Penilaian Kinerja Malcolm BaldridgeDokumen24 halamanPenilaian Kinerja Malcolm BaldridgeHijrah Saputro RaharjoBelum ada peringkat
- TD 1 LadderDokumen3 halamanTD 1 Ladderbuzzmedia storeBelum ada peringkat
- English Today Vol 2Dokumen10 halamanEnglish Today Vol 2StancuLucianBelum ada peringkat
- DPC6HG Aa00 G0000 ZS001 - 001 - 01Dokumen6 halamanDPC6HG Aa00 G0000 ZS001 - 001 - 01rajitkumar.3005Belum ada peringkat
- CBBEDokumen23 halamanCBBECharuJagwaniBelum ada peringkat
- Terms Def en It IonDokumen29 halamanTerms Def en It IonVichu Kumar KumarBelum ada peringkat
- Fall 17 Masters GuideDokumen50 halamanFall 17 Masters GuideShivam Agarwal80% (5)
- 78-00583 Profo Metpoint Ocv Compact 8p Int DisplayDokumen8 halaman78-00583 Profo Metpoint Ocv Compact 8p Int DisplayLinh NgoBelum ada peringkat
- TMP 4341Dokumen2 halamanTMP 4341nithiananthiBelum ada peringkat
- Simulation Exercise Manual HandbookDokumen44 halamanSimulation Exercise Manual HandbookMayte Gz100% (1)
- Acti 9 & Compact NSX/NS: Short Form Selection Chart - 2011Dokumen1 halamanActi 9 & Compact NSX/NS: Short Form Selection Chart - 2011Pierre-Jac VenterBelum ada peringkat
- Muhammad Ali - CHRP (Canada)Dokumen8 halamanMuhammad Ali - CHRP (Canada)Muhammad AliBelum ada peringkat
- Chapter 1 FinalDokumen13 halamanChapter 1 FinalThahzeen KazifBelum ada peringkat