Anda mungkin juga menyukai
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Study On Investment Advisers and Broker-DealersDokumen208 halamanStudy On Investment Advisers and Broker-DealersMilton Recht100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Director Facilities Management in Boston MA Resume Jana DenglerDokumen2 halamanDirector Facilities Management in Boston MA Resume Jana DenglerJanaDengler100% (1)
- Automotive Vehicle Mechanics ModelingDokumen6 halamanAutomotive Vehicle Mechanics ModelingypkalariyaBelum ada peringkat
- Production Theory & EstimationDokumen26 halamanProduction Theory & EstimationMelyan LhyandBelum ada peringkat
- Diamond and CBN English 07Dokumen26 halamanDiamond and CBN English 07Vk PrabakranBelum ada peringkat
- Sk6 ToleranceDokumen1 halamanSk6 Tolerancen1ghtfallBelum ada peringkat
- Supply Chain ScienceDokumen157 halamanSupply Chain ScienceSrinivas Kumar100% (1)
- Stepper Motor Control with DAQ LabVIEWDokumen6 halamanStepper Motor Control with DAQ LabVIEWypkalariyaBelum ada peringkat
- Micro MechanicsDokumen10 halamanMicro MechanicsypkalariyaBelum ada peringkat
- What Is KAIZEN ?: Competitive Success", by Mr. Masaaki Imai, IsDokumen36 halamanWhat Is KAIZEN ?: Competitive Success", by Mr. Masaaki Imai, Issm41865uBelum ada peringkat
- Crane Wheel Heat Treating MethodsDokumen20 halamanCrane Wheel Heat Treating Methodsgmurdzhev67% (3)
- Storage Tanks Within Uplb Campus: Buan, Aina Angeline R. 2011-48777 Che 192 UDokumen4 halamanStorage Tanks Within Uplb Campus: Buan, Aina Angeline R. 2011-48777 Che 192 UAngeline Reyes BuanBelum ada peringkat
- Faculty of Architecture, Planning and Surveying QSD 132 - Construction of Technology (Material) Report of BlockDokumen17 halamanFaculty of Architecture, Planning and Surveying QSD 132 - Construction of Technology (Material) Report of BlockdahliagingerBelum ada peringkat
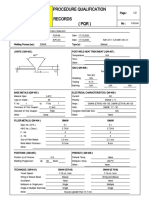
- Procedure Qualification Record PQRDokumen2 halamanProcedure Qualification Record PQRWalid BdeirBelum ada peringkat
- Prepared by Debby Bloom-Hill Cma, CFMDokumen55 halamanPrepared by Debby Bloom-Hill Cma, CFMAlondra SerranoBelum ada peringkat
- Tibben-Lembke Differences Between Forward and Reverse Logistics in RetailDokumen12 halamanTibben-Lembke Differences Between Forward and Reverse Logistics in RetailSarah ErikaBelum ada peringkat
- Hoja Datos Danfoso TermostotaosDokumen2 halamanHoja Datos Danfoso TermostotaosAlex Lopez0% (1)
- Ti e Protegol 130 HT Nov 07Dokumen3 halamanTi e Protegol 130 HT Nov 07A MahmoodBelum ada peringkat
- Consumables To Match Cast & Wrought Alloy 800: Astm Bs en & DinDokumen3 halamanConsumables To Match Cast & Wrought Alloy 800: Astm Bs en & Dinankitniranjan1390Belum ada peringkat
- Industry 4.0 - Towards Future Industrial Opportunities and ChallengesDokumen6 halamanIndustry 4.0 - Towards Future Industrial Opportunities and ChallengesPunyabrata GhatakBelum ada peringkat
- False ceiling materials and usesDokumen17 halamanFalse ceiling materials and usesAshuthosh MurulyaBelum ada peringkat
- Gee Gee ToolingDokumen6 halamanGee Gee ToolingNakul MasilamaniBelum ada peringkat
- The Industrial Revolution 1750-1850: Changes in Technology, Population, and Social StructureDokumen8 halamanThe Industrial Revolution 1750-1850: Changes in Technology, Population, and Social Structurerpatel13Belum ada peringkat
- Historical Background of Apparel Industry in BangladeshDokumen3 halamanHistorical Background of Apparel Industry in BangladeshFoysaliub100% (6)
- Paint Specification For Marine BargeDokumen6 halamanPaint Specification For Marine BargeNsidibe Michael EtimBelum ada peringkat
- SCM Quiz AnswersDokumen9 halamanSCM Quiz AnswersNishant BandaruBelum ada peringkat
- Nishat Mills' Textile Production ProcessesDokumen74 halamanNishat Mills' Textile Production ProcessesRana AtiqueBelum ada peringkat
- CRA Glossery of TermsDokumen11 halamanCRA Glossery of TermsDC1234Belum ada peringkat
- Welcome: Refinery Overview & ConfigurationDokumen51 halamanWelcome: Refinery Overview & ConfigurationHarish GojiyaBelum ada peringkat
- Inventory management techniques and objectivesDokumen62 halamanInventory management techniques and objectivesKeleti SanthoshBelum ada peringkat
- HdpeDokumen33 halamanHdpeThiruThirunavukkarasuBelum ada peringkat
- Project On Tool Consumption in Hero Cycles in Rim PlantDokumen14 halamanProject On Tool Consumption in Hero Cycles in Rim Plantsharanjeet4uBelum ada peringkat
- Sca-Pca RCC Design SeminarDokumen40 halamanSca-Pca RCC Design Seminarintimate4lifeBelum ada peringkat
- Screwdriver Bit SectionDokumen30 halamanScrewdriver Bit SectionnamkvalBelum ada peringkat