Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Metalcor 1.4541 Aisi 321Dokumen1 halamanMetalcor 1.4541 Aisi 321Ikedi UcheBelum ada peringkat
- Units 09 30 17 29 - Section Views Conventioal Rotation and Hole CalloutsDokumen24 halamanUnits 09 30 17 29 - Section Views Conventioal Rotation and Hole CalloutsIkedi UcheBelum ada peringkat
- Assessment Questionaire 1Dokumen1 halamanAssessment Questionaire 1Ikedi UcheBelum ada peringkat
- Blueprint ReadingDokumen48 halamanBlueprint ReadinggreatgeniusBelum ada peringkat
- Floatation 14Dokumen4 halamanFloatation 14Ikedi UcheBelum ada peringkat
- Chi Square1Dokumen18 halamanChi Square1Ashna AgarwalBelum ada peringkat
- Chi Square AnalysisDokumen18 halamanChi Square AnalysisIkedi UcheBelum ada peringkat
- WAssce Physics SyllabusDokumen24 halamanWAssce Physics SyllabusIkedi UcheBelum ada peringkat
- Chi Square BasicsDokumen15 halamanChi Square BasicsIkedi UcheBelum ada peringkat
- Reading and Interpreting Construction DrawingsDokumen65 halamanReading and Interpreting Construction Drawingsjondoe0ne100% (1)
- Extrusion NotesDokumen53 halamanExtrusion Noteskunal kumarBelum ada peringkat
- Higher Algebra - Hall & KnightDokumen593 halamanHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Practice Questions For API RP 577Dokumen10 halamanPractice Questions For API RP 577vamsikrishnaBelum ada peringkat
- Chevron Lummus Global Ebullated Bed Bottom-Of-The-Barrel Hydroconversion (Lc-Fining) ProcessDokumen18 halamanChevron Lummus Global Ebullated Bed Bottom-Of-The-Barrel Hydroconversion (Lc-Fining) ProcessBharavi K SBelum ada peringkat
- Hazard Identification and Risk Assessment Form: AreaDokumen12 halamanHazard Identification and Risk Assessment Form: AreaSalman Alfarisi100% (3)
- B-Sa4T Series: Maintenance ManualDokumen45 halamanB-Sa4T Series: Maintenance ManualTonyandAnthonyBelum ada peringkat
- Geometrical and Mechanical Drawing: Paper 2Dokumen8 halamanGeometrical and Mechanical Drawing: Paper 2jayaseelan39Belum ada peringkat
- Tinosorb S Aqua OPPDokumen1 halamanTinosorb S Aqua OPPPRINCESS ALYSSA PASAJOLBelum ada peringkat
- Solvay's Ammonia Distillation ProcessDokumen18 halamanSolvay's Ammonia Distillation ProcessWaleed KhanBelum ada peringkat
- Cold Rolled CR Structural S CM350-G® Steel: General Description Typical UsesDokumen2 halamanCold Rolled CR Structural S CM350-G® Steel: General Description Typical UsesBaziBelum ada peringkat
- Reducing Welding Defects in Turnaround Projects Lean Six SigmaDokumen15 halamanReducing Welding Defects in Turnaround Projects Lean Six SigmaLuis Eduardo Arellano100% (3)
- Biopolymers of Microbial Origins PDFDokumen4 halamanBiopolymers of Microbial Origins PDFManish SoniBelum ada peringkat
- Polymer: Huige Wei, Jiahua Zhu, Shijie Wu, Suying Wei, Zhanhu GuoDokumen12 halamanPolymer: Huige Wei, Jiahua Zhu, Shijie Wu, Suying Wei, Zhanhu GuoAlrayyan RashidBelum ada peringkat
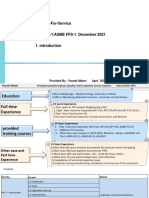
- Fitness-For-Service: Provided By: Yousef Akbari April 2022Dokumen33 halamanFitness-For-Service: Provided By: Yousef Akbari April 2022soheilkhosh3311Belum ada peringkat
- Annex A Psi-Guidelines-For-Structural-Engineers-2Dokumen4 halamanAnnex A Psi-Guidelines-For-Structural-Engineers-2dianfeng.envistaBelum ada peringkat
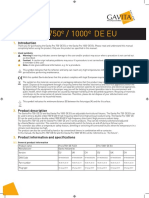
- Manual Gavita Pro 750e - 1000e de EU V15-51 HRDokumen8 halamanManual Gavita Pro 750e - 1000e de EU V15-51 HRwhazzup6367Belum ada peringkat
- Mitsubishi FV DrivelineDokumen10 halamanMitsubishi FV Drivelinejs1290Belum ada peringkat
- Surface Engineering of AlDokumen21 halamanSurface Engineering of AlkarthiprojectsBelum ada peringkat
- Kymco Stryker 125 Parts CatalogueDokumen138 halamanKymco Stryker 125 Parts CataloguejonnykBelum ada peringkat
- 1 - Catalogo Deionizador Qw-48Dokumen92 halaman1 - Catalogo Deionizador Qw-48Edgar Muñoz100% (1)
- Novolac Vinyl Ester Resin: Asecorr 970Dokumen2 halamanNovolac Vinyl Ester Resin: Asecorr 970Mohammed SafwanBelum ada peringkat
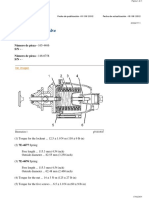
- Exhaust Bypass ValveDokumen3 halamanExhaust Bypass ValveHugo CiprianiBelum ada peringkat
- Chemistry: PAPER 1 Multiple ChoiceDokumen16 halamanChemistry: PAPER 1 Multiple ChoiceVarun PanickerBelum ada peringkat
- Eaton 93PM UPS 30-200 KW Users and Installation Guide en P164000249 Rev 4 FinalDokumen128 halamanEaton 93PM UPS 30-200 KW Users and Installation Guide en P164000249 Rev 4 FinalAugusto Francisco Diaz LaraBelum ada peringkat
- RIP (Resin Impregnated Paper) Bushing For EHV Class Power TransformerDokumen3 halamanRIP (Resin Impregnated Paper) Bushing For EHV Class Power TransformerBaSant KohliBelum ada peringkat
- MEC551 Thermal Engineering Heat ExchangerDokumen95 halamanMEC551 Thermal Engineering Heat ExchangerFaris HalimBelum ada peringkat
- Acri 700 Finish G S Rev (1409)Dokumen2 halamanAcri 700 Finish G S Rev (1409)Trịnh Minh KhoaBelum ada peringkat
- EKT Mech 2014 2Dokumen9 halamanEKT Mech 2014 2Ravinder ReddyBelum ada peringkat
- AEA-Pipe FitingDokumen10 halamanAEA-Pipe Fitingdechi MartinezBelum ada peringkat
- Optimal Bracing System For Steel TowersDokumen4 halamanOptimal Bracing System For Steel TowersSaravanan Silamban100% (1)
- Axminster 22 - Outdoor & Gardening - p648-p670Dokumen23 halamanAxminster 22 - Outdoor & Gardening - p648-p670Pierre799esBelum ada peringkat
- Gas Sensors A ReviewDokumen15 halamanGas Sensors A ReviewThành Nhân ĐặngBelum ada peringkat