Mono Pronta
Diunggah oleh
Mariano CerattiHak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Mono Pronta
Diunggah oleh
Mariano CerattiHak Cipta:
Format Tersedia
SOCIEDADE EDUCACIONAL PORTAL DAS MISSES
PORTAL FACULDADES CURSO ADMINISTRAO DE EMPRESAS
Mariano Ceratti
GESTO DA QUALIDADE: DIFICULDADES NA EXTERNALIZAO DE CONCEITOS DOS PROGRAMAS DE QUALIDADE PARA OS DOMICLIOS DOS FUNCIONRIOS DE UMA EMPRESA AGROINDUSTRIAL S.A: Um estudo de caso
Passo Fundo 2008
Mariano Ceratti
GESTO DA QUALIDADE, DIFICULDADES NA EXTERNALIZAO DE CONCEITOS DOS PROGRAMAS DE QUALIDADE PARA OS DOMICLIOS DOS FUNCIONRIOS DE UMA EMPRESA AGROINDUSTRIAL S.A: Um estudo de caso
Trabalho de graduao apresentado ao curso de Administrao de Empresas, da Faculdade Portal, para obteno de aprovao na disciplina de Trabalho de Concluso I TCCI, sob orientao do Mest. Prof. Espec. Paulo Pimentel.
Passo Fundo 2008
Mariano Ceratti
Gesto da Qualidade, Dificuldades na Externalizao de Conceitos dos Programas de Qualidade Para os Domiclios dos Funcionrios de Uma Empresa Agroindustrial S.A: Um estudo de caso
Banca examinadora:
Prof. ............................................................. Fac Portal Orientador Prof. ............................................................. Fac Portal Examinador Prof. ............................................................. Fac Portal Examinador
Passo Fundo
2008
Dedicatria Existem momentos em nossas vidas, nos quais o caminho longo, interminvel, em todos estes momentos podemos encontrar pessoas especiais, que nos fazem dar mais um passo e prosseguir. Agradeo a Deus a oportunidade de ter me proporcionado s condies de cursar este curso e de estar junto a mim em todos os momentos. Agradeo tambm a minha famlia por estar sempre ao meu lado, auxiliando-me incondicionalmente para chegar at aqui. Aos meus amigos e colegas que estiveram sempre comigo nesta jornada, trocando suas horas de conhecimento comigo. Ao professor orientador Paulo Pimentel, que foi mais que um professor. Mais que conhecimentos, nos transmitiu lies de vida.
RESUMO
O presente projeto tem por finalidade estudar o assunto qualidade, conceitos e aplicao das ferramentas da qualidade nos domiclios dos funcionrios de uma empresa Agroindustrial S/A. Atualmente o fator qualidade esta presente em todos os mbitos empresariais, desde os nveis gerenciais at os nveis operacionais, no comrcio na indstria e na prestao de servios, tornando-se indispensvel para a sobrevivncia das instituies no mundo empresarial globalizado. Neste projeto sero abordados os conceitos e as principais ferramentas utilizadas na empresa em estudo, utilizar-se- quanto aos fins pesquisas, exploratria e bibliogrfica. Quanto aos meios utilizar-se- mtodos quantitativos e qualitativos (survey1).
Palavra chave: Qualidade - Gurus da qualidade - Dimenses da qualidade - Ferramentas da qualidade.
Survey- Pesquisa quantitativa e qualitativa
LISTA DE ILUSTRAES
Figura 1 - Grfico de controle...................................................................................................19 Figura 2 - Carta de controle....................................................................................................29 Figura 3 - Fluxograma...............................................................................................................30 Figura 4 - Diagrama espinha de peixe......................................................................................32 Figura 5 - Diagrama de causa e efeito.......................................................................................32 Figura 6 - Tcnica de anlise de problemas..............................................................................33 Figura 7 - Exemplo de histograma...........................................................................................34 Figura 8 - Grfico de barras......................................................................................................35 Figura 9 - Exemplo de diagrama de disperso.........................................................................36 Figura 10 - Ciclo PDCA............................................................................................................37 Figura 11 Cronograma de atividades.....................................................................................37
LISTA DE ABREVIATURAS E SIGLAS
5Ss: Cinco sensos do programa de qualidade LCS: Limite superior LCI: Limite inferior FEMEA: Anlise de modo e efeito de falhas 6Ms: Mtodo, mo de obra, meio ambiente, matria-prima, mquinas e medidas PDCA: Planejar,dirigir, controlar, agir
SUMRIO
INTRODUO........................................................................................................................10 1.1 Justificativa........................................................................................................................11 1.1.1 Objetivo geral............................................................................................................11 1.1.2 Objetivos especficos................................................................................................12 2 REVISO DE LITERATURA..............................................................................................13 2.1 Os gurus da qualidade......................................................................................................13 2.2 O histrico da qualidade..................................................................................................14 2.3 As eras da qualidade........................................................................................................16 2.3.1 A era da inspeo....................................................................................................16 2.3.2 A era do controle estatstico da qualidade..............................................................17 2.3.3 Era da garantia da qualidade...................................................................................18 2.3.3.1 Custo da qualidade......................................................................................20 2.3.3.2 Controle total da qualidade.........................................................................20 2.3.3.3 Engenharia da confiabilidade......................................................................21 2.3.3.4 Zero defeito.................................................................................................21 2.3.4 Era da gesto estratgica da qualidade....................................................................22 2.4 Dimenses da qualidade...................................................................................................23 2.4.1 Desempenho............................................................................................................23 2.4.2 Caracterstica...........................................................................................................24 2.4.3 Confiabilidade.........................................................................................................24 2.4.4 Conformidade..........................................................................................................24 2.4.5 Durabilidade............................................................................................................24 2.4.6 Atendimento.. .........................................................................................................25 2.4.7 Esttica....................................................................................................................25
2.4.8 Qualidade percebida..................................................................................................25 2.5 Ferramentas da qualidade. ...............................................................................................26 2.5.1 Programas 5S`s.........................................................................................................26 2.5.2 Controle estatstico do processo CEP....................................................................28 2.5.3 Folha de coleta de dados...........................................................................................29 2.5.4 Fluxograma...............................................................................................................30 2.5.5 Diagrama de causa e efeito.......................................................................................31 2.5.6 Grfico de Pareto......................................................................................................33 2.5.7 Histograma................................................................................................................34 2.5.8 Diagrama de disperso. ............................................................................................35 2.5.9 Ciclo PDCA..............................................................................................................36 3 MTODOS E PROCEDIMENTOS......................................................................................38 4 CRONOGRAMA DE ATIVIDADES... ...............................................................................41 REFERNCIAS BIBLIOGRFICAS......................................................................................42
10
INTRODUO
Este estudo de caso, esta focado nas dificuldades de externalizao dos conceitos dos programas de qualidade para os domiclios dos funcionrios de uma empresa Agroindustrial S/A. Atualmente, cada vez mais as empresas esto em busca de excelncia de produo, maximizao dos lucros e minimizao dos custos, para isto, buscam nas ferramentas da qualidade um apoio administrativo para alcanar tais resultados. Embora j se passaram muitos anos desde o surgimento dos primeiros programas de qualidade e de sua implantao em empresas brasileiras, os resultados continuam entusiasmando a diretoria destas organizaes devido ao seu rpido resultado e sua gesto eficaz. As dificuldades de perpetuao dos conceitos de qualidade, bem como a sua superficialidade e dificuldade de englobar tais conceitos como valores pessoais, so fatores ainda pouco explorados. O tema deste estudo est delimitado em um estudo de caso em uma Agroindstria, visando identificar as dificuldades de externalizao dos conceitos de qualidade para o domicilio dos funcionrios. A problemtica pesquisada busca responder as dificuldades em praticar os conceitos de gesto de qualidade nos domiclios dos funcionrios de uma empresa Agroindustrial S/A.
11
1.1 Justificativa
A busca pela qualidade, a reduo dos custos, o mercado globalizado e competitivo em busca de novos profissionais, justifica a necessidade de um estudo aprofundado sobre os fatores que interferem na expanso dos conceitos de qualidade como cultura junto ao domicilio dos funcionrios de uma empresa Agroindustrial S/A.. Os programas de qualidade desenvolvidos no Japo e importados para os paises latinos, resultaram na fundao de diversas associaes em prol da qualidade. Fala-se muito em qualidade total, melhoria continua, programa 5 Ss, porm ainda no se houve falar em programas de qualidade desenvolvidos no pas e copiados pelo mundo. No Brasil existem empresas de grande porte, aparelhadas de capital intelectual, que dominam as tcnicas da gesto da qualidade total. Mas, pouco se houve falar em formar o individuo para adquirir a cultura de qualidade, houve-se falar em implantao de programas de qualidade no mbito empresarial, adotando modelos japoneses.
Objetivo geral
Investigar a aplicabilidade das ferramentas de gesto da qualidade, no mbito domiciliar dos funcionrios que trabalham em uma empresa Agroindustrial S/A.
Objetivos especficos
12
I - Identificar a perpetuao dos conceitos de qualidade, fora do mbito empresarial, tendo como base os domiclios dos funcionrios; II - Pesquisar o ndice de aplicao das ferramentas da qualidade; III - Investigar qual o nvel de satisfao dos funcionrios em relao aplicao dos conceitos de qualidade dentro de seus domiclios; IIV - Propor aes a serem realizadas, a partir da anlise dos resultados da survey.
13
2 REVISO DA LITERATURA
Este captulo apresentar os principais conceitos que proporcionam um melhor entendimento do projeto tais como: os gurus da qualidade, as eras da qualidade e as ferramentas da qualidade.
2.1 Os Gurus da qualidade
A seguir abordarei os conceitos de qualidade de acordo com diversos pensadores internacionais e nacionais, denominados pela cincia como gurus da qualidade. Segundo Crosby (1986, p. 31-32), qualidade est associada aos conceitos de zero defeitos e de fazer bem primeira vez. Ainda para Crosby, a qualidade significa conformidade com especificaes, que variam consonante as empresas de acordo com as necessidades dos seus clientes. O objetivo ter zero defeitos e no produzir suficientemente bem. Essa meta ambiciosa ir encorajar as pessoas a melhorarem continuamente. Para Demming (1993, p. 56), qualidade pode ser definida como o atendimento s necessidades dos clientes, ou seja, no uma coisa esttica. As principais dificuldades na hora de definir qualidade esto associadas a renovao das necessidades futuras do cliente ligadas a caractersticas mensurveis. Desta forma, o produto pode ser dimensionado de acordo com a necessidade do cliente e pelo preo que este se dispunha a pagar.
14
De acordo com Feigenbaum (1994, p. 8), qualidade pode ser definida como a correo de problemas e o enfoque em suas causas no decorrer de todos os fatores relacionados com produo, engenharia, reas administrativas, reas de manuteno, sendo que estes possam exercer de influncia sobre a satisfao do usurio.(JURAN apud AIDAR, 1994, p. 20). Conforme Cardoso (TAGUCHI, apud CARDOSO, 2004, p. 1), define a qualidade em termos das perdas geradas por esse produto para a sociedade. Essas perdas podem ser estimadas em funo do tempo que compreende a fase de expedio de um produto at ao final da sua vida til. So medidas em dlares de forma a permitir que os engenheiros comuniquem com os no especialistas atravs de uma linguagem comum. De acordo com Cardoso (JURAN apud CARDOSO, 2004, p. 1), a qualidade pode ser definida segundo dois contextos. Segundo uma ptica de resultados a qualidade consiste nas caractersticas do produto que satisfazem as necessidades do cliente e geram lucros. Logo, alta qualidade implica, geralmente, maiores custos. De acordo com uma ptica de custos, a qualidade a ausncia de defeitos ou erros de fabrico. Logo, alta qualidade custa, em regra, menos dinheiro para as empresas.
2.2 O histrico da qualidade
Abordar o histrico da qualidade, tambm passa por um processo de revisar bibliografias recentes. Pois, qualidade sempre existiu, desde os primrdios, porm h apenas alguns anos ganhou o devido enfoque, e chegamos ao incio de um novo milnio com a viso da qualidade como um diferencial na produo. Porm para entendermos mais sobre gesto da qualidade, devemos primeiro fazer uma anlise de seu surgimento e sua evoluo. Segundo Lins (2006, p. 2), at o sculo XVII, as atividades de produo de bens eram realizadas por artesos, cada qual com sua especialidade. Esta classe englobava todas as profisses liberais existentes: Pintores, escultores, marceneiros, vidraceiros, sapateiros, arquitetos e assim por diante.
15
Para Monteiro (2005, p. 2), se fizermos uma viagem no tempo e questionarmos artesos de diversas pocas sobre a definio de qualidade, com certeza teremos diversas respostas. Desde o arteso, existiu qualidade, porm o mesmo tinha um domnio completo desde a produo at o ps-venda. Nesta poca o cliente estava prximo do fabricante (arteso), explicitando suas necessidades, as quais o arteso procurava atender, pois este sabia que a comercializao de seus produtos dependeria da reputao de qualidade de seu produto, que naquela poca era transmitido pelo boca a boca. De acordo com Lins (2006, p. 2), O padro de qualidade do arteso era considerado muito elevado, e resultava na satisfao plena do consumidor, porm a produtividade era limitada, e a competio mantida pelas corporaes de oficio. O grande obstculo do trabalho artesanal era o preo, pois este limitava os produtos ou servios para alguns poucos privilegiados, fato que mudaria at meados do sculo XVII, com o surgimento das primeiras manufaturas. Segundo Monteiro (2005, p. 2), at o final do sculo XIX os produtos artesanais eram realizados, quando a maior montadora de automveis, a Panhard & Lavassor2, montava seus veculos de acordo com os abastados clientes que a procuravam, no havia dois carros iguais. Um grupo de habilidosos artesos qualificados era responsvel pela fabricao de componentes e peas especficas e, posteriormente pela montagem do veiculo e pelos testes. Aps a revoluo industrial, a customizao foi substituda pela padronizao e pela produo em larga escala. A produo em larga escala encontrou nas linhas de montagens seu modelo ideal. Os operrios partir de ento dominavam apenas uma frao do trabalho, que era repetida diversas vezes ao longo da jornada de trabalho. (MONTEIRO, 2005, p. 3). Entre 1905 e 1910, Ford promoveu a grande inovao do sculo XX: a produo em larga escala. Ford inovou a organizao do trabalho: Atingiu a produo de um maior nmero de produtos acabados com a maior garantia de qualidade, e pelo menor custo possvel. (CHIAVENATO, 2004, p 51).
Panhard & Lavassor- Antiga fbrica de automveis europia
16
Conforme Aidar:
O conceito de qualidade est longe de ser algo novo, ele existe h milnios, mas apenas recentemente surgiu como uma funo gerencial formal. A qualidade no representou uma evoluo da administrao, e sim teve uma evoluo gradual durante o tempo, at alcanar o status que possui hoje. (1994, p.15).
Assim sendo, descrevi as fases distintas da qualidade, a evoluo dos conceitos, mtodos e rotinas que desde os artesos at os dias atuais vem sendo aperfeioadas a fim de garantir produtividade, qualidade e satisfao total dos clientes, como diferencial competitivo das organizaes.
2.3 As eras da qualidade
Para entendermos um pouco mais sobre qualidade, iniciaremos um estudo terico sobre as fases no qual a qualidade foi estudada, aperfeioada e melhorada. Logo abaixo, abordar-se- as principais eras que so: a era da inspeo, a era do controle estatstico, a era da garantia da qualidade e a era da gesto estratgica da qualidade.
2.3.1 A era da inspeo
No incio do sculo XX, o amadurecimento dos sistemas da produo em massa, e a racionalidade do trabalho deram maior legitimidade tarefa de inspeo. A grande diviso e especializao do trabalho, tida para os grandes pensadores como o ponto de partida para o aumento da eficincia e da produtividade, criam o trabalho de inspeo como tarefa isolada dentro das atividades produtivas. (AIDAR, 1994, p. 16).
17
Para Garvin (1992, p. 4), a inspeo formal s fez-se necessria com o surgimento da produo em massa e a necessidade de peas intercambiveis. Com o aumento no volume da produo, as peas produzidas no podiam mais ser encaixadas manualmente umas nas outras: o processo exigia um grande grupo de mo de obra qualificada, era caro e demorado. Os preos eram, quase sempre, acima do poder aquisitivo do consumidor mdio, especialmente no caso de maquinas e equipamentos. Segundo Aidar (1994, p. 16), a inspeo era uma tcnica bastante primitiva e defensiva do controle de qualidade, e consistia na simples contagem e classificao, com finalidade de separar os dos produtos bons e ruins. Esta prtica era excessivamente defensiva, pois no buscava encontrar e resolver as causas do problema, mas esperava que esses acontecessem para aps elimin-los, deixando suas verdadeiras causas intactas. De acordo com Garvin (1992, p. 5), as atividades de inspeo formam relacionadas formalmente com o controle de qualidade em 1922, com a publicao da obra The control of quality in manufacturing3, de G.S. Radford. Pela primeira vez, o assunto qualidade foi visto como responsabilidade gerencial distinta e como funo independente. Ainda para Garvin (1992, p. 5), a soluo dos problemas era vista como fora do campo de ao do departamento de inspeo. Porm o papel do profissional de qualidade seria redefinido. O estmulo mudana foi a pesquisa feita no Bell Telephone Laboratories4, o resultado foi o que hoje se chama de controle estatstico do processo.
2.3.2 A era do controle estatstico da qualidade
A era do controle estatstico da qualidade foi posterior a era da inspeo, trazendo inmeros benefcios ao controle de qualidade, at ento limitado apenas ao processo de inspecionar peas defeituosas.
3 4
The control of quality in manufacturing- O controle da qualidade na produo. Bell Telephone Laboratories- Fbrica de telefones europia.
18
Para Garvin (1992, p. 6), o ano de 1931 foi um marco para o movimento de qualidade, a obra Economic of Quality manufactured product5 foi publicada, conferindo pela primeira vez um carter cientifico disciplina. Conforme Ballestero-Alvarez (2001, p. 143), Deming ficou conhecido ao desenvolver o sistema estatstico de controle da qualidade, o mesmo dava grande importncia ao envolvimento das gerncias no processo e defendia que o controle de qualidade deveria ser adotado em toda a empresa, no apenas em suas funes de produo. O controle do processo pode ser definido como uma ferramenta que demonstra a presena de desvios e a causa dos mesmos na linha de produo. Os grficos de controle so usados para medir as variaes que podem ocorrer em uma linha de produo, tais como: consumo de matria prima por tonelada produzida, consumo de energia eltrica, produtividade, vendas. Para Shewhart:
Dir-se- que um fenmeno esta sob controle quando recorrendo-se a experincias passadas, se puder prever, pelo menos dentro de certos limites, como o fenmeno deve variar no futuro. Estende-se aqui que a previso significa que se possa determinar, pelo menos aproximadamente, a probabilidade de que o fenmeno observado fique dentro de determinados limites. (SHEWHART, 1969, p. 6).
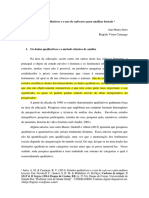
Em termos gerais os grficos de controle so utilizados nas deteces de desvios inusitados de uma ou mais caractersticas do produto ou processo, ou seja, a ferramenta estatstica que apresenta as causas especiais grandes na linha de produo. A Figura 1 Grfico de controle composto de uma linha superior que indica a mdia mais alta, a amplitude superior, a linha inferior que a mdia mais baixa e a linha do meio indica a mdia real dos resultados analisados que so lanados. Essa linha tambm mostra uma variao entre um valor lanado e outro. (SAMOHYL, 2005, p. 274 - 275).
Economic of Quality manufactured product- Economia da qualidade na fabricao de produtos.
19
M E D I D A S
Fonte: Samohyl, 2005. Figura 1 Grfico de controle.
LCS =limite superior LCI= limite inferior A linha do meio indica a mdia ou o alvo da caracterstica. A raiz utilizada para a base de clculo o desvio padro da populao dividido pela
raiz quadrada do tamanho da amostra.
2.3.3 Era da garantia da qualidade
Segundo Aidar (1994, p. 19), somente no inicio da dcada de 60 surgiu chamada era da garantia de qualidade, sendo assim, qualidade passa a ser uma atividade restrita fabril para uma disciplina com implicaes mais amplas em seu gerenciamento. Para Garvin (2002, p. 13), mesmo aps as transformaes nos conceitos de qualidade, a preveno dos problemas continuou sendo o objetivo fundamental, mas os instrumentos da profisso se expandiram muito alm das estatsticas.
20
Ainda para Aidar (1994, p. 19), a abordagem de qualidade expandiu seu domnio alm dos processos estatsticos. Os principais elementos eram: a qualificao do custo da qualidade, controle total da qualidade, engenharia da confiabilidade, e zero defeito.
2.3.3.1 Custos da qualidade
At meados de 1950, a maioria das tentativas de melhorar a qualidade partia da premissa implcita de que os defeitos tinham um custo. O seu custo real era totalizado por poucas empresas nas quais ocorriam, pois os produtos no eram feitos corretamente na primeira vez. Na falta de um padro de medida, as decises dos gerentes baseiam-se em nmeros no tinha como prosseguir. (GARVIN, 2002, p. 14). Segundo Aidar, (JURAN apud AIDAR, 1994, p. 20), propem que custos de qualidade sejam separados em evitveis e inevitveis, no qual custos inevitveis esto relacionados a inspeo, amostragem, classificao e outras ferramentas do controle de qualidade. J custos evitveis, tambm chamados de custos da no qualidade, so aqueles provenientes da falha ou defeito de produtos, isto , material sucateado, prejuzos financeiros, clientes insatisfeitos, horas de retrabalho, etc.
2.3.3.2 Controle total da qualidade
Para Aidar (1994, p. 21), o controle de qualidade total surgiu no final da dcada de 50, e tem por pensamento que a qualidade estende-se muito alm da qualidade do produto, envolvendo todos os departamentos da empresa e seus processos. Assim sendo, qualidade deixa a partir de ento de ser responsabilidade apenas do setor produtivo da empresa, iniciando no projeto at chegar mo do cliente. Segundo Garvin (2002, p. 14 -15) no ano de 1956, Feigenbaum observou que produtos de alta qualidade no teriam probabilidade de serem produzidos se o departamento de fabricao fosse obrigado a trabalhar isoladamente.
21
Conforme Feigembaum:
O princpio que se assenta esta viso de qualidade total... que, para se conseguir uma verdadeira eficcia, o controle precisa comear pelo projeto do produto e s terminar quando o produto estiver chegado s mos de um fregus que fique satisfeito...o primeiro princpio a ser reconhecido o de que qualidade um trabalho de todos. (FEIGEMBAUM, 1956, p. 94 - 98).
2.3.3.3-Engenharia da confiabilidade
Para Garvin (2002, p. 18), o principal objetivo da engenharia da confiabilidade era melhorar a confiabilidade do produto e reduzir a taxa de falhas ao longo do tempo. Para isto usavam-se diversas tcnicas como: a anlise de modo e efeito de falhas - FMEA 6; a anlise de componentes individuais; a reavaliao; e a redundncia. No entanto para Aidar (1994, p. 22), o objetivo mestre da engenharia da confiabilidade era garantir um desempenho aceitvel do produto ao longo do tempo, ou seja, a probabilidade de um produto desempenhar uma funo especfica sem falhas, durante determinado tempo, e sob condies pr-estabelecidas.
2.3.3.4 Zero defeito
Conforme Carvalho (apud CROSBY, 1957), lanou o programa zero defeito, foi muito popular na poca, tanto em programas militares, em 1961, na construo de msseis, como em empresas. Esse programa aproveitava as noes de custos da qualidade propostas por Juran, mas tinha forte apelo gerencial e motivacional, recebendo crticas porque trataram o programa como slogan de propaganda. (2005, p. 15). Segundo Garvin (2002, p. 19), aps um exame cuidadoso, a gerncia da Martin Company, concluiu que o sucesso do projeto era primordialmente reflexo da sua prpria
6
FEMEA- Anlise de modo e efeito de falhas.
22
mudana de atitude: A razo que explica a falta de perfeio era simplesmente que no se esperava a perfeio, quando a gerncia passou a exigir perfeio conseguiu-a. Para Garvin (1994, p. 23), a mobilizao de muitas empresas no sentido de dar treinamento que capacitasse seu pessoal a atingir altos nveis de qualidade cresceu significativamente. A idia de 1% de defeito entra em desuso, principalmente naqueles setores em que os defeitos podem por em risco a prpria vida do usurio. Imaginem em uma companhia area que afirmasse que a confiabilidade de seus vos de 99%. Supondo que esta empresa fizesse 300 vos por dia, haveria trs quedas de avies desta empresa por dia.
2.3.4 Era da gesto estratgica da qualidade
Segundo Aidar (1994, p. 24), muitos gerentes norte-americanos no fazem distino entre a gesto estratgica da qualidade e a era da garantia da qualidade, assumindo que o principal desenvolvimento da qualidade deu-se na era da garantia da qualidade. Para estes, as tcnicas e programas usados atualmente na rea da qualidade, so muito parecidos com os usados h vinte anos atrs. Para Garvin (2002, p. 25), afirma que pela primeira vez diretores ao nvel de presidncia e diretoria executiva expressaram interesse pela qualidade. Esto associando-a a lucratividade, definindo a mesma de acordo com a viso do cliente e exigindo a incluso da mesma no processo de planejamento estratgico, e afirmam que esta seja vista como uma arma de concorrncia. Segundo Aidar:
Alguns pontos bsicos podem desta nova perspectiva podem ser resumidos como se segue: -Quem tem a ltima palavra para determinar a aceitabilidade ou no de um produto so seus consumidores; -A proximidade com o cliente torna-se uma pea-chave para a implantao de qualquer programa de qualidade, de modo a faz-lo participar da prpria definio de qualidade da empresa;
23
-Diante deste novo contexto, as reclamaes dos clientes passam a ter valor inestimvel para as empresas, em vez de serem vistas como prejudiciais a ela. Empresas com esta mentalidade usam, muitas vezes, o Hotline, ou o servio de linha telefnica gratuita, abrindo um canal de comunicao direta com o cliente; -Qualidade no apenas mais um problema. uma oportunidade de concorrncia; -A responsabilidade pela qualidade de todos, mas a alta direo, em vez de Ester envolvida apenas superficialmente, deve estar desenvolvendo forte liderana para mobilizar a todos na organizao; e -O papel a ser desempenhado pelos profissionais da qualidade no mais aquele de s inspecionar, amostrar, contar, aplicar mtodos estatsticos, medir a qualidade ou planejar e estabelecer programas de aprimoramento. O novo papel deste profissional , principalmente, o de educar e treinar, atuando como consultor de outras reas . (AIDAR, 1994, p. 25).
2.4 Dimenses da qualidade
Para este tema abordar-se- as dimenses da qualidade, tambm chamadas de categorias da qualidade, as mesmas so divididas em oito grupos: desempenho, caractersticas, confiabilidade, conformidade, durabilidade, atendimento, esttica e qualidade percebida.
2.4.1 Desempenho
Segundo Garvin (2002, p. 61), o desempenho de produtos e servios podem e so mensurveis, e as marcas podem geralmente ser classificadas objetivamente com base pelo menos em uma dimenso de desempenho. Todavia muito difcil estabelecer classificao geral de desempenho, especialmente quando envolvem benefcios sem atrativo universal. Ainda para Garvin (2002, p. 61), a relao entre qualidade e desempenho influenciada pela semntica. A descrio do desempenho de determinado produto inclui termos freqentemente associados qualidade do produto, ao lado de termos que no conseguem dar a idia desta associao.
24
2.4.2 Caractersticas
Conforme Garvin (2002, p. 62), caractersticas so os adereos do produto, ou seja, so os adicionais dos produtos, itens secundrios que suplementam o funcionamento bsico do produto. Em alguns casos difcil separar as caractersticas do desempenho, pois as duas dimenses baseiam-se no funcionamento bsico do produto.
2.4.3 Confiabilidade
Segundo Garvin (2002, p. 62), confiabilidade reflete a probabilidade de um mau funcionamento de um produto ou falha em um determinado perodo. Envolve o conserto e a manuteno do produto. O defeito deve ser corrigido com facilidade e o tempo de manuteno deve ser o menor possvel.
2.4.4 Conformidade
De acordo com Garvin (2002, p. 63), conformidade reflete o grau em que o projeto e as caractersticas operacionais de um produto esto de acordo com padres preestabelecidos. Nesta fase chegamos ao campo da industrializao e da produo. Este item est associado s tcnicas de controle do processo, na verificao dos itens de controle e limites de especificaes. Nesta viso um defeito se tornar um problema.
2.4.5 Durabilidade
Durabilidade o uso proporcionado por um produto at ele se deteriorar fisicamente, ou seja, o ciclo de vida til do produto. Em certos produtos fica difcil interpretar a durabilidade quando possvel fazer reparos ou quando tm uma vida til grande. Neste caso,
25
a durabilidade passa a ser o uso que se consegue de um produto antes deste se quebrar e que possa, de preferncia, ser substitudo por outro, ao invs de se realizar constantes reparos. (GARVIN, 2002, p. 67).
2.4.6 Atendimento
Segundo Garvin (2002, p. 68), a rapidez, cortesia, competncia e facilidade de reparo so os adjetivos do atendimento. Os consumidores hoje no esto preocupados somente se o produto tem qualidade, mas tambm com a pontualidade da entrega, e com um bom relacionamento com o pessoal de atendimento. Levam tambm em considerao como eles reagem com as reclamaes dos consumidores e as formas de tratamento da empresa devido a este fato.
2.4.7 Esttica
Para Garvin (2002, p. 71), esttica uma dimenso subjetiva. Relaciona-se com a aparncia do produto, o que se sente com ele, qual seu som, sabor, cheiro, etc. sem dvida um julgamento pessoal e reflexo das preferncias individuais.
2.4.8 Qualidade percebida
Conforme Garvin (2002, p. 71), a qualidade percebida outra dimenso subjetiva, resultado da falta de informaes completas sobre um produto ou os atributos de servio que levam os consumidores a fazer comparao entre marcas e da inferir sobre qualidade. A reputao um dos principais fatores que contribuem para a qualidade percebida.
26
2.5 Ferramentas da qualidade
A partir deste captulo passaremos a estudar as principais ferramentas da qualidade. Veremos as principais ferramentas usadas no meio empresarial e difundidas em todo o mundo. Segundo Freire (2008, p.1), as ferramentas da qualidade so mtodos estruturados, criados no comeo da dcada de 20 para viabilizar a implantao da qualidade total. Com nfase em aspectos quantitativos, elas auxiliam os usurios a entender e organizar o processo. Para Marques (2008, p.01), as ferramentas da qualidade so tcnicas que podem dividir-se em tcnicas para o diagnostico, resoluo, classificao, e anlise de problemas relacionados qualidade e assumem grande importncia nas organizaes.
2.5.1 Programa 5 Ss
Segundo Maranho (2005, p. 22), o objetivo do programa 5 Ss, ter uma empresa que facilite o trabalho, que seja segura e cuja produtividade seja a mais alta possvel. Os 5 Ss so provenientes da inicial de cinco palavras japonesas, so elas: Seiri: senso de seleo separa o que serve do que no serve, eliminando o desnecessrio; Seiton: senso de organizao, tendo o critrio do uso funcional, uso da hora, do dia e de vez em quando; Seiso: senso de limpeza, ter um ambiente limpo e saudvel; Seiketsu: senso de bem estar, mantm os hbitos dos sensos anteriores atuando no gerenciamento visual e padronizado; Shitsuke: senso de autodisciplina, mantm a permanncia dos quatro S anteriores e busca a melhoria contnua. Segundo Bonduelle (2008, p. 3), tem por objetivo especfico melhorar as condies de trabalho e criar na empresa o ambiente de qualidade, tornando-o altamente estimulador para que as pessoas possam transformar seus potenciais em realizao.
27
Ainda para Bonduelle (2008, p. 3), a prtica nas empresas tem mostrado que o programa 5Ss representa uma oportunidade inigualvel de mobilizao dos empregados, preparando o caminho para a implantao de programas de qualidade mais avanados. Conforme PUC - RS (2008), o programa 5Ss uma filosofia de trabalho que busca promover a disciplina na empresa atravs de conscincia e responsabilidade de todos, de forma a tornar o ambiente de trabalho agradvel, seguro e produtivo. Os principais sensos e seus benefcios so: Senso de seleo: liberao de utenslios, equipamentos e documentos desnecessrios; reduo do tempo de procura; melhor visualizao do local de trabalho; Senso de ordenao: Rapidez e facilidade na busca de documentos e objetos; Reduo da perda de tempo; Controle do uso de equipamentos e documentos necessrios; Estmulo criatividade; Facilidade de comunicao; Reduo dos riscos de acidentes. Senso de limpeza: a melhor forma de limpar no sujar. Higiene no local de trabalho; Auto conhecimento de livros, equipamentos e documentos; Eliminao de desperdcio; Satisfao de quem executa. Senso de sade ou bem estar: Higienizao mental e fsica da faculdade; Melhoria do ambiente de trabalho; Melhoria das reas comuns (salas de aula, laboratrios, sanitrios, etc); Condies de trabalho favorveis sade. Senso de autodisciplina:
28
Cumprimento natural dos procedimentos; Disciplina, moral e tica; Cultivo de bons hbitos; Efetivao da administrao participativa; Garantia da qualidade de vida.
2.5.2 Controle estatstico do processo - CEP
Segundo Carvalho (2005, p. 10), Shewhart foi o pai do controle estatstico do processo, pois fundiu os conceitos de estatstica em um mtodo grfico de fcil interpretao no cho de fbrica, e os aplicou a realidade produtiva da Bell telephone laboratories, empresa onde trabalhava. Conforme Samohyl (2005, p. 263), a principal idia de controle estatstico do processo que quanto melhor for o processo de produo, com menos variabilidade, melhor sero os nveis de qualidade nos resultados da produo. Quando fala-se em melhores processos, isto no significa apenas uma melhor qualidade, mas tambm custos menores. Segundo Ortega e Montemor (2001, p. 443), as principais vantagens do controle estatstico do processo so: determinar o tipo de ao que se requer; estabelecer responsabilidades pelas aes; reduzir as variaes nas caractersticas dos produtos; combater as causas dos problemas; atender as especificaes do projeto do produto.
A seguir veremos um exemplo de carta de controle na Figura 2 Carta de controle, um dos grficos utilizados no controle estatstico do processo.
29
Fonte: Ortega e Montemor, 2001. Figura 2 - Carta de controle.
2.5.3 Folha de coleta de dados
Conforme Silva e Peso (2001, p. 182), o objetivo de uma folha de coleta de dados gerar uma massa clara de dados que facilite uma posterior anlise. Para tanto, necessria que os dados obtidos correspondam a necessidade da empresa e sigam os trs pontos importantes da coleta de dados, que so: Ter um objetivo definido, obter confiabilidade nas medies e registrar os dados de forma clara e organizada. Para Lins (1993, p. 6), a folha de coleta de dados essencialmente, um quadro para o lanamento do nmero de ocorrncias de um certo evento. A sua aplicao tpica est relacionada com a observao de fenmenos. O mtodo consiste em observar o numero de ocorrncias e anotar de forma simplificada em uma folha a sua freqncia.
30
2.5.4 Fluxograma
Conforme Lins (2003, p. 3), o fluxograma uma ferramenta que destina-se a descrio de processos, onde um processo pode ser definido como uma combinao de mquinas, equipamentos, pessoas, ferramentas e matrias primas. Ainda para Lins (2003, p. 3), o fluxograma descreve a seqncia de trabalhos de um processo. O fluxograma uma ferramenta de anlise e de apresentao grfica, de um mtodo ou procedimentos envolvidos em um processo. De acordo com Silva e Peso (2001, p. 184), o fluxograma uma ferramenta representativa de um processo de produo, usada para representar o mesmo de forma seqencial, sendo uma fonte de oportunidades de melhoria para o processo, pois fornece um detalhamento das atividades, concedendo um entendimento global do fluxo produtivo, de suas falhas e de seus gargalos. Na Figura 3 Fluxograma, ser apresentado um exemplo de fluxograma utilizado como ferramenta da qualidade na descrio de processos.
Fonte: Lins, 2003. Figura 3 Fluxograma.
31
2.5.5 Diagrama de causa e efeito
Conforme Lins (2003, p. 8), o diagrama de causa e efeito pode tambm apresentar o nome de diagrama de Ishikawa, por ter sido desenvolvido por Kauru Ishikawa ou por diagrama espinha de peixe. Ainda para Lins (2003, p. 8), este diagrama utilizado quando h necessidade de se identificar as causas de um problema. O presente diagrama permite desdobrar as causas at os nveis mais detalhados para a soluo de problemas, partir de grupos bsicos de possveis causas. Os grupos bsicos de causas de natureza operacional podem ser definidos como: mquinas, materiais, mo de obra, metodologias/ mtodos, instalaes/ ambientes. Na linha de raciocnio de Lins (2003, p. 9), os problemas de ordem administrativa ou gerencial podem ser analisados partir dos grupos bsicos como: polticas, equipamentos, pessoal/ recursos humanos, procedimentos, infra-estrutura. Segundo Silva e Peso (2001, p. 183), o diagrama de causa e efeito apresenta fcil elaborao, e parte da premissa bsica do envolvimento de todos os fatores que esto contidos na elaborao de um produto ou de um efeito. No caso das industrias, os grupos bsicos so definidos pelos 6Ms, ou seja, mtodo, mo de obra, meio ambiente, matria-prima, mquinas e medidas, e estes por sua vez so divididos em sub-grupos conforme pode-se visualizar na Figura 4 Diagrama espinha de peixe e na Figura 5 Diagrama de causa e efeito.
32
Fonte: Criado por Ishikawa, Silva e Peso, 2001. Figura 4 Diagrama espinha de peixe.
Fonte: Lins, 2003. FIGURA 5 Diagrama de causa e efeito.
33
2.5.6 Grfico de Pareto
Conforme Lins (2003, p. 6), d-se este nome ao grfico devido a seu criador Vildefredo Pareto, um economista italiano que constatou que nos problemas scio econmicos poucas causas principais influenciavam os problemas, e havia um grande nmero de causas triviais, pouco importantes, que influenciavam consideravelmente nos problemas. Para Silva e Peso (2001, p. 182), o princpio de Pareto afirma que os grandes problemas so provocados por um nmero restrito de causas, ou seja, 80% das causas provocam 20% dos problemas, e 20% das causas provocam 80% dos problemas, a partir deste princpio torna-se fcil atacar as principais causas de um problema. Ainda para Lins (2003, p. 7), as causas mais significativas podem ser desdobradas ainda mais, at que possamos chegar as causas primrias do problema, e que possam ser efetivamente combatidas. Conforme podemos visualizar na Figura 6 Tcnica de anlise de problemas, esta tcnica de desdobramento de causas recebe o nome de estratificao, e pode ser auxiliada por outras ferramentas, tais como carta de controle e folha de verificao.
Fonte: Silva e Peso 2001, p. 183 Figura 6 -Tcnica de anlise de problemas.
34
2.5.7 Histograma
Conforme Silva e Peso (2001, p. 186), o histograma uma ferramenta de representao grfica, que possibilita ao analista uma viso sistmica de um grande nmero de dados, organizados em uma srie de barras, divididas de acordo com suas classes. Segundo Lins (2003, p. 11), o histograma uma ferramenta til para identificar o comportamento caracterstico de determinados valores usualmente permite a visualizao de determinados fenmenos, dando uma noo da freqncia com que estes ocorrem, como pode-se observar na figura 7- Exemplo de histograma e figura 8- Grfico de barras.
Fonte: Lins, 2003. Figura 7 Exemplo de histograma.
35
Fonte: Silva e Peso, 2001. Figura 8 Grfico de barras.
2.5.8 Diagrama de disperso
Segundo Lins (2003, p. 16), Um grfico de disperso tem como objetivo a visualizao da correlao de duas grandezas, esta correlao poder: -Ser inexistente: Neste caso no ser possvel identificar o nenhum comportamento no grfico; -Apresentar correlao linear: Neste caso os pontos tendero a se distribuir ao longo de uma reta; -Apresentar uma correlao no linear: Neste caso os pontos tendero a se distribuir ao longo de uma curva, ou em vrias curvas similares. Para Silva e Peso (2001, p. 187), no diagrama de disperso, representado na Figura - 9, as relaes entre os conjuntos de dados so inferidos em formato de uma nuvem de pontos que se formam, sendo que os grficos podem apresentar diversas formas de acordo com a relao existente entre os dados.
36
Fonte: Silva e Peso, 2001. Figura 9 - Exemplo de diagrama de disperso.
2.5.9 Ciclo PDCA
Conforme Ballestero-Alvarez (2001, p.168) o ciclo PDCA, conhecido tambm como ciclo Demming apresenta este nome devido a sigla PDCA, proveniente do ingls plan7, do8, check9, action10, que significa que todas as atividades gerenciais precisam serem planejadas, executadas, verificadas e quando forem necessrias melhoradas. De acordo com Campos (1992, p. 30), o ciclo PDCA consiste na execuo das seguintes etapas: - Traar um plano: Nesta etapa estabelecido com bases nas diretrizes da empresa. Devemos considerar trs pontos importantes na trajetria de um plano, sendo eles: estabelecer os objetivos, sobre os itens de controles; estabelecer o caminho para atingi-los e por ltimo decidir quais os mtodos a serem usados para consegui-los; - Executar o plano: Nesta etapa os trs passos importantes so: treinar no trabalho o mtodo a ser empregado; executar o mtodo; coletar os dados para verificao do processo. Nesta etapa as tarefas devem ser executadas fielmente como esto previstas no plano;
7 8
Plan- Do ingls planejar. Do- Do ingls executar. 9 Check- Do ingls verificar. 10 Action- Do ingls agir.
37
- Verificar resultados Neste passo, verificamos o processo: nesta etapa deve-se avaliar os resultados obtidos, seguindo os seguintes passos: verificar se o trabalho est sendo realizado de acordo com o padro; verificar se os valores medidos variaram, e comparar os resultados com o padro; verificar se os itens de controle correspondem com os valores dos objetivos; - Realizar aes corretivas: nesta ltima etapa deve-se tomar aes baseadas nos resultados apresentados na etapa anterior. Podemos seguir algumas etapas tais como: Se o trabalho desviar do padro, tomar aes para corrigir estes; se um resultado estiver fora do padro, investigar as causas e tomar aes para prevenir e corrigi-lo; melhorar o sistema de trabalho e o mtodo. De acordo com Silva e Peso (2001, p. 225), toda a empresa possui vrios fluxos de produo, estes por sua vez so compostos por processos repetitivos, os quais so definidos como rotina. Gerenciar a rotina significa identificar as aes e verificaes dirias que devem se efetuadas para que cada pessoa assuma a responsabilidade pelo real e efetivo cumprimento das obrigaes conferidas a ela dentro da organizao. As aes vistas anteriormente podem ser representadas graficamente na figura 10 Ciclo PDCA.
Fonte: Google imagens. Figura 10 - Ciclo PDCA.
38
3 MTODOS E PROCEDIMENTOS
A partir do presente captulo iniciarei a descrio dos procedimentos utilizado na execuo deste projeto de monografia, bem como sua contextualizao. De acordo com Cervo; Bervian e Silva (2007, p. 27), o mtodo so as ordens que so utilizadas em um processo para que se possa chegar a um fim. A cincia descreve mtodo como um conjunto de processos que aliados tem como funo a busca da verdade. O mtodo utilizado neste projeto de monografia foi o mtodo cientifico. Segundo Cervo; Bervian e Silva (2007, p. 28), o mtodo cientifico um mtodo sistmico de explicar um grande nmero de ocorrncias semelhantes. Ainda para Cervo; Bervian e Silva (2007, p. 28), o mtodo cientifico quer descobrir a realidade dos fatos, que aps serem descobertos, devem ser guiados por estes. Conforme Rauber e Soares (2003, p. 27), o mtodo se refere a um caminho, ou um jeito de se fazer. Este caminho, ou jeito de se fazer, deve responder a seguinte pergunta: como irei realizar minha pesquisa.
39
De acordo com Cervo; Bervian e Silva (2007, p. 57), na pesquisa bsica, a meta a ser atingida pelo pesquisador o saber, buscando por meio do conhecimento a satisfao do intelecto. A pesquisa utilizada neste projeto de monografia consiste em uma pesquisa bibliogrfica. Segundo Cervo; Bervian e Silva (2007, p. 57), a pesquisa bibliogrfica procura por meio de referncias tericas a explicao do problema, sendo a pesquisa atravs de artigos, livros, revistas, teses, dissertaes, etc. A populao em estudo neste projeto ser de 100% dos funcionrios de uma unidade da empresa Agroindustrial S/A, sou seja: A populao que pretende-se alcanar so 85 funcionrios, porm pode haver casos de no colaborao de alguns indivduos da populao. Populao refere-se a um grupo de indivduos ou objetos pelo qual pretende-se tirar concluses, tendo pelo menos uma varivel comum observvel. (KUYVEN, 2000). A amostra que ser pesquisa de 85 funcionrios de ambos os sexos, os quais so funcionrios da unidade hora pesquisa. Amostra qualquer parte obtida da populao. O processo no qual so retiradas amostras da populao chamamos de amostragem. Este processo de amostragem baseia-se em duas premissas: uma a similaridade relevante existente entre os elementos de uma populao a ponto de que uns poucos representam adequadamente as caractersticas da populao; a outra que a discrepncia entre os valores variveis da populao (parmetros) e os valores dessas variveis obtidas nesta amostra estatstica so minimizados, pois, enquanto algumas medies subestimam o valor do parmetro, outras superestimam, e, assim, as variaes destes valores tendem a contrabalanarem-se e anularem-se umas as outras, ressaltando medidas na amostra que so, geralmente, prximas realidade da populao. (MATAR, 1993). Observao sistemtica ser a tcnica de coleta de dados aliada aplicao do questionrio estruturado, com perguntas abertas e fechadas.
40
Para Cervo; Bervian e Silva (2007, p. 28), a observao sistemtica refere-se a uma observao estruturada, com planejamento prvio e registro de dados. Para Roesch (1996, p.134), questionrio um instrumento mais utilizado em pesquisa qualitativa, principalmente em pesquisas de grande escala, como as que se propem levantar a opinio poltica da populao. Ainda para Roesch:
O questionrio no apenas um formulrio ou um conjunto de questes listadas sem muita reflexo. O questionrio um instrumento de coleta de dados que busca mensurar alguma coisa. Para tanto, requer esforo intelectual anterior ao planejamento, com base na conceituao do problema de pesquisa e no plano de pesquisa, e algumas entrevistas exploratrias. (ROESCH, 1996, p 134)
A anlise de dados ser realizada atravs do cruzamento de dados dos questionrios aplicados, com o apoio de um programa de computador denominado Excel. Conforme Cervo; Bervian e Silva (MARINHO, apud Cervo; Bervian e Silva 2007, p. 63), a anlise de dados refere-se classificao ordenada das informaes reunidas nas etapas anteriores, no qual visa comprovar ou no asa hipteses do estudo. A apresentao dos dados ser realizada atravs do cruzamento de dados e elaborao de grficos e tabelas que possam solucionar os objetivos deste projeto.
41
4 Cronograma de Atividades
Na Figura 11 - Cronograma das atividades realizadas, demonstro as atividades realizadas durante a realizao do projeto de monografia.
Atividade Realizada Reviso bibliogrfica Participao em Elaborao e reviso Participao em workshop- qualidade do projeto seminrios
Junho/08 Julho/08 Agosto/08 Setembro/08 Outubro/08
X X X X X
X X X X
X X X X
X X X X
Figura 11 - Cronograma de atividades realizadas.
42
REFERRENCIAS BIBLIOGRFICAS
AIDAR, Marcelo M. Qualidade humana. So Paulo: ed. Maltese, 1995. BONDUELLE, Ghislaine. O programa 5S`s. Disponvel em: < http://www.madeira.ufpr.br/portal12/downloads/ghislaine/5s.pdf>. Acesso em: 15 set. 2008. CARDOSO, Jaime F. Os mestres da qualidade. Disponvel http://www.centroatl.pt/edigest/edicoes/ed25cap1.html>. Acesso em: 10 de set. 2008. em:<
CAMPOS, Vicente F. TQC - Controle da Qualidade Total: no Estilo Japons. Rio de Janeiro: ed. Bloch, 1992. CARVALHO, M. M. Gesto da qualidade: teoria e casos. So Paulo: ed. Campus, 2005. CHIAVENATTO, Idalberto. Introduo a teoria geral da administrao. So Paulo: ed. Campus, 2004. CERVO, Amado Luiz; BERVIAN, Pedro Alcino; SILVA, Roberto da. Metodologia cientfica. 6. ed. So Paulo:Ed. Pearson Prentice Hall, 2007. CROSBY, Philip B. Qualidade investimento. Rio de Janeiro: ed. Jos Olympio, 1986. DEMING, Eduards W. Dr. Deming: O Americano que Ensinou a Qualidade Total aos Japoneses. Rio de Janeiro: ed. Record, 1993. FEIGENBAUM, Armand. V. Controle da Qualidade Total. So Paulo: Makron Books, 1994. FREIGEMBAUM, Armand. V. Total quality control. Harvard business review, 1956. FREIRE, Luiz, Ferramentas tradicionais da qualidade. Disponvel em: < http://www.luizfreire.com/producao/qualidade/ferramentas.php>. Acesso em: 15 set. 2008. KUIVEN, Patrcia Sorgatto. Estatstica aplicada I. So Leopoldo: ed Unissinos, 2001. LINS, Bernardo E. Breve histria da engenharia da qualidade. Disponvel em: < www.cin.ufpe.br>. Acesso em 18 de ago. 2008. LINS, B F. E. Ferramentas bsicas da qualidade: Disponvel <http://www.belins.eng.br/tr01/papers/ferrbas03.pdf > Acesso em: 16 maio 2008. em:
43
MARANHO, M. ISO srie 9000: manual de implementao. 7. ed. Rio de Janeiro: ed. Qualitymark, 2005. MARQUES, Jos Carlos. Ferramentas da qualidade, Disponvel http://max.uma.pt/~a2037307/Trabalhos/CONTROLO_DA_QUALIDADE3_.pdf> em:15 set. 2008. em: < Acesso
MATTAR, Fauze Najib. Pesquisa de marketing: metodologia, planejamento execuo e anlise. So Paulo: ed. Atlas, 1993. ORTEGA, A. C. S; MONTEMOR, K. G. Administrao da qualidade e da produtividade: abordagens do processo administrativo. So Paulo: ed. Atlas, 2001. PUC-RS. Programa 5s. Disponvel em:< http://www.pucrs.br/feng/5s/sobre.php> Acesso em 16 maio 2008. SHEWHART, W. A. Economic control of quality. Harvard, 1969. RAUBER, Jaime Jos; SOARES, Mrcio. Apresentao de trabalhos cientficos: normas e orientaes prticas. Passo Fundo: Universidade de Passo Fundo, 2005. ROESCH, Sylvia M.A. Projetos de estgio do curso de administrao: guia para pesquisas, projetos, estgios e trabalhos de concluso de cursos. So Paulo: ed. Atlas, 1996. SAMOHYL, R. W. Administrao da qualidade e da produtividade: abordagens do processo administrativo. So Paulo: ed. Atlas, 2006.
Anda mungkin juga menyukai
- Distribuições Discretas de ProbabilidadesDokumen10 halamanDistribuições Discretas de ProbabilidadesParth PrinceBelum ada peringkat
- Exercícios de distribuições contínuasDokumen26 halamanExercícios de distribuições contínuasmaria joao sargentoBelum ada peringkat
- Atividade de Revisão de Estatística Descritiva e ProbabilidadeDokumen6 halamanAtividade de Revisão de Estatística Descritiva e ProbabilidadeNathalia PorciunculaBelum ada peringkat
- BASE FEI P2 - Teoria METROLOGIA MEF110Dokumen5 halamanBASE FEI P2 - Teoria METROLOGIA MEF110Gabriel FreitasBelum ada peringkat
- Prova Objetiva Estatística Aplicada4 PDFDokumen6 halamanProva Objetiva Estatística Aplicada4 PDFHealther Pil0% (1)
- Pesquisa Nacional Da Defensoria Publica 2022 EbookDokumen142 halamanPesquisa Nacional Da Defensoria Publica 2022 EbookSilviaBelum ada peringkat
- Estatistica Aplicada - Trabalho 2Dokumen8 halamanEstatistica Aplicada - Trabalho 2Diogo NawckiBelum ada peringkat
- http://2 BP Blogspot com/-gXDFATzjGBI/U30aquAV8AI/AAAAAAAABao/nwk11Is1v1Y/s1600/rir1 JPGDokumen9 halamanhttp://2 BP Blogspot com/-gXDFATzjGBI/U30aquAV8AI/AAAAAAAABao/nwk11Is1v1Y/s1600/rir1 JPGSteve LopesBelum ada peringkat
- Estatística e Indicadores SociaisDokumen233 halamanEstatística e Indicadores SociaisMatemática Passo A PassoBelum ada peringkat
- Influência de parâmetros operatórios no leaching de caféDokumen15 halamanInfluência de parâmetros operatórios no leaching de caféLaires AraujoBelum ada peringkat
- Estimativas e intervalos de confiança para parâmetros populacionaisDokumen13 halamanEstimativas e intervalos de confiança para parâmetros populacionaisRafaelBelum ada peringkat
- Alinhamento 1 Ano MedioDokumen7 halamanAlinhamento 1 Ano MedioJailson Nogueira GaldinoBelum ada peringkat
- EstrategiaDokumen118 halamanEstrategiaBruno HerdyBelum ada peringkat
- PesquisaMercadoSEODokumen14 halamanPesquisaMercadoSEOTales Rodrigues ReisBelum ada peringkat
- Análise de Dados em Pesquisa QuantitativaDokumen10 halamanAnálise de Dados em Pesquisa QuantitativaEriksen MiyasakiBelum ada peringkat
- Gerenciamento de Riscos - MBA Finanças IBMECDokumen40 halamanGerenciamento de Riscos - MBA Finanças IBMECThiago CunhaBelum ada peringkat
- Trabalho de Probabilidade e Estatística - 2023 1 - Bimestre 1Dokumen2 halamanTrabalho de Probabilidade e Estatística - 2023 1 - Bimestre 1All ThingsBelum ada peringkat
- Estatística EAD: métodos, probabilidades e correlaçãoDokumen74 halamanEstatística EAD: métodos, probabilidades e correlaçãoJenniferBelum ada peringkat
- Revista Tecnologia de Credito 90Dokumen48 halamanRevista Tecnologia de Credito 90Carlos PassosBelum ada peringkat
- Simulado Probabilidade 2c2ba Bim1Dokumen7 halamanSimulado Probabilidade 2c2ba Bim1georgephilip0410Belum ada peringkat
- DCC e DBCCDokumen16 halamanDCC e DBCCEdy CiprianoBelum ada peringkat
- TabelasDokumen18 halamanTabelasNatali MagaDigitalBelum ada peringkat
- Análise Estatística ResumoDokumen9 halamanAnálise Estatística ResumoMonica Ferreira100% (2)
- Esperança e Outras DistribuilçõesDokumen3 halamanEsperança e Outras DistribuilçõesJorge MarcosBelum ada peringkat
- Análise lexical de dados textuais qualitativosDokumen20 halamanAnálise lexical de dados textuais qualitativosDenise NeivaBelum ada peringkat
- Sids - GeositeDokumen7 halamanSids - GeositeRafaelBelum ada peringkat
- Aula.p12 ME414C 2S 2016Dokumen24 halamanAula.p12 ME414C 2S 2016Arthur MarquesBelum ada peringkat
- Amostragem por Conglomerados - Técnica EficienteDokumen37 halamanAmostragem por Conglomerados - Técnica EficienteAdmiroCustodioAntonioNacuataBelum ada peringkat
- 2001 02 Probest t2 GabaritoDokumen6 halaman2001 02 Probest t2 Gabaritoapi-3858103100% (1)