Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Trenchless World 2013-06 Unpiggable Pipelines1Dokumen4 halamanTrenchless World 2013-06 Unpiggable Pipelines1Junaid YBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Asme JMDDokumen6 halamanAsme JMDJunaid YBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- RTS DC Servo DriveDokumen4 halamanRTS DC Servo DriveJunaid YBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Seminar of Study in GermanyDokumen25 halamanSeminar of Study in GermanyKavish AhmedBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- CSC Scholarship Procedure - EnglishDokumen4 halamanCSC Scholarship Procedure - EnglishHaseeb BalochBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Career Opportunities AbroadDokumen127 halamanCareer Opportunities AbroadJunaid YBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- SolidWorks MotionDokumen1 halamanSolidWorks MotionJunaid YBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Field Representation:: Kinematics of The MotionDokumen7 halamanField Representation:: Kinematics of The MotionJunaid YBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Project Report 31Dokumen21 halamanProject Report 31Junaid YBelum ada peringkat
- BeltDokumen26 halamanBeltJunaid YBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- FluidsDesignProjectReport DesDokumen9 halamanFluidsDesignProjectReport DesJunaid YBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Sheet Metal HintsDokumen26 halamanSheet Metal Hintsneeraj kumarBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- GMAT Exam SuccessDokumen416 halamanGMAT Exam Successkedari007100% (2)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- 1Dokumen6 halaman1vigneshhoysalaBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- MagnesiumDokumen3 halamanMagnesiumIsidoro LópezBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- 9 ICMS Instructions For AuthorsDokumen3 halaman9 ICMS Instructions For AuthorsJunaid YBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Pivot Table TutorialDokumen20 halamanPivot Table Tutorialgeologia1000Belum ada peringkat
- FEEDCON - Lesson 10 - Classical Design in The S DomainDokumen41 halamanFEEDCON - Lesson 10 - Classical Design in The S DomainJunaid YBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- New Microsoft Office Word DocumentDokumen11 halamanNew Microsoft Office Word DocumentJunaid YBelum ada peringkat
- 2010 Stray Losses in Power Transformer Tank Walls and Construction Parts Miljavec Kralj Univ Ljubljana ICEMDokumen4 halaman2010 Stray Losses in Power Transformer Tank Walls and Construction Parts Miljavec Kralj Univ Ljubljana ICEMHaris RasoolBelum ada peringkat
- Ce Lec05 (Ocms)Dokumen7 halamanCe Lec05 (Ocms)Junaid YBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Automotive Technology Lab 5Dokumen10 halamanAutomotive Technology Lab 5Azad KiyalBelum ada peringkat
- Calculations For Short Circuit Withstand PDFDokumen4 halamanCalculations For Short Circuit Withstand PDFWilverCorreaBravoBelum ada peringkat
- Ec 10 ADokumen4 halamanEc 10 AZargham KhanBelum ada peringkat
- 2010 Stray Losses in Power Transformer Tank Walls and Construction Parts Miljavec Kralj Univ Ljubljana ICEMDokumen4 halaman2010 Stray Losses in Power Transformer Tank Walls and Construction Parts Miljavec Kralj Univ Ljubljana ICEMHaris RasoolBelum ada peringkat
- Lecture 02Dokumen38 halamanLecture 02Junaid YBelum ada peringkat
- 55 218Dokumen10 halaman55 218Junaid YBelum ada peringkat
- Ali Salman 01Dokumen15 halamanAli Salman 01Junaid YBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Lecture 5Dokumen25 halamanLecture 5Junaid YBelum ada peringkat
- CriticalDokumen23 halamanCriticalGeetha ReddyBelum ada peringkat
- Netflix OriginalDokumen3 halamanNetflix Originalyumiko2809Belum ada peringkat
- C TKP3 SMQDokumen11 halamanC TKP3 SMQDavid Tovar cruzBelum ada peringkat
- ExSchutzkatalog Englisch 1Dokumen61 halamanExSchutzkatalog Englisch 1marius_brkt6284Belum ada peringkat
- Notes in Train Law PDFDokumen11 halamanNotes in Train Law PDFJanica Lobas100% (1)
- BloodDokumen22 halamanBloodGodd LlikeBelum ada peringkat
- 13 DocumentsDokumen38 halaman13 DocumentsPoorClaresBostonBelum ada peringkat
- Lets Talk About Food Fun Activities Games Oneonone Activities Pronuncia - 1995Dokumen1 halamanLets Talk About Food Fun Activities Games Oneonone Activities Pronuncia - 1995IAmDanaBelum ada peringkat
- Arslan 20 Bba 11Dokumen11 halamanArslan 20 Bba 11Arslan Ahmed SoomroBelum ada peringkat
- Chap 4 Safety Managment SystemDokumen46 halamanChap 4 Safety Managment SystemABU BEBEK AhmBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Dump Truck TBTDokumen1 halamanDump Truck TBTLiaquat MuhammadBelum ada peringkat
- NV 2Dokumen2 halamanNV 2Joshua ApongolBelum ada peringkat
- LCD Television Service Manual: Chassis MTK8222 Product TypeDokumen46 halamanLCD Television Service Manual: Chassis MTK8222 Product TypetvdenBelum ada peringkat
- Philippine Forest Facts and Figures PDFDokumen34 halamanPhilippine Forest Facts and Figures PDFPamela L. FallerBelum ada peringkat
- Implementation of BS 8500 2006 Concrete Minimum Cover PDFDokumen13 halamanImplementation of BS 8500 2006 Concrete Minimum Cover PDFJimmy Lopez100% (1)
- Internet Intranet ExtranetDokumen28 halamanInternet Intranet ExtranetAmeya Patil100% (1)
- Consultant Agreement PDFDokumen6 halamanConsultant Agreement PDFRathore&Co Chartered AccountantBelum ada peringkat
- Steps To Control Water Depletion Jun2019Dokumen2 halamanSteps To Control Water Depletion Jun2019chamanBelum ada peringkat
- Notice Format 2024 BatchDokumen1 halamanNotice Format 2024 BatchAriBelum ada peringkat
- Sfa 5.22 PDFDokumen36 halamanSfa 5.22 PDFLuis Evangelista Moura PachecoBelum ada peringkat
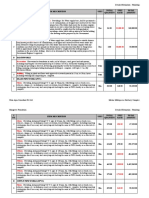
- 03 Marine Multispecies Hatchery Complex Plumbing Detailed BOQ - 23.10.2019Dokumen52 halaman03 Marine Multispecies Hatchery Complex Plumbing Detailed BOQ - 23.10.2019samir bendreBelum ada peringkat
- Logcat 1676535419488Dokumen174 halamanLogcat 1676535419488Mungkin SayaBelum ada peringkat
- For Visual Studio User'S Manual: Motoplus SDKDokumen85 halamanFor Visual Studio User'S Manual: Motoplus SDKMihail AvramovBelum ada peringkat
- BMR - Lab ManualDokumen23 halamanBMR - Lab ManualMohana PrasathBelum ada peringkat
- Life Lessons AssignmentDokumen5 halamanLife Lessons Assignmentapi-332560669Belum ada peringkat
- LINDE Spare Parts ListDokumen2 halamanLINDE Spare Parts Listsharafudheen_s100% (2)
- Chapter 1 - Food Quality Control ProgrammeDokumen75 halamanChapter 1 - Food Quality Control ProgrammeFattah Abu Bakar100% (1)
- 1654403-1 Press Fit ConnectorsDokumen40 halaman1654403-1 Press Fit ConnectorsRafael CastroBelum ada peringkat
- Archer AX53 (EU) 1.0 - DatasheetDokumen7 halamanArcher AX53 (EU) 1.0 - DatasheetLucBelum ada peringkat
- Lesson 2 - Graphing Rational Numbers On A Number LineDokumen9 halamanLesson 2 - Graphing Rational Numbers On A Number Linehlmvuong123Belum ada peringkat
- Witness Affidavit of Emeteria B, ZuasolaDokumen4 halamanWitness Affidavit of Emeteria B, ZuasolaNadin MorgadoBelum ada peringkat
- The Obesity Code: Unlocking the Secrets of Weight LossDari EverandThe Obesity Code: Unlocking the Secrets of Weight LossPenilaian: 4 dari 5 bintang4/5 (6)
- Summary: Outlive: The Science and Art of Longevity by Peter Attia MD, With Bill Gifford: Key Takeaways, Summary & AnalysisDari EverandSummary: Outlive: The Science and Art of Longevity by Peter Attia MD, With Bill Gifford: Key Takeaways, Summary & AnalysisPenilaian: 4.5 dari 5 bintang4.5/5 (42)
- The Comfort of Crows: A Backyard YearDari EverandThe Comfort of Crows: A Backyard YearPenilaian: 4.5 dari 5 bintang4.5/5 (23)
- Why We Die: The New Science of Aging and the Quest for ImmortalityDari EverandWhy We Die: The New Science of Aging and the Quest for ImmortalityPenilaian: 4 dari 5 bintang4/5 (5)
- Periodic Tales: A Cultural History of the Elements, from Arsenic to ZincDari EverandPeriodic Tales: A Cultural History of the Elements, from Arsenic to ZincPenilaian: 3.5 dari 5 bintang3.5/5 (137)