Anda mungkin juga menyukai
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2Dari EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2Belum ada peringkat
- Weld Like a Pro: Beginning to Advanced TechniquesDari EverandWeld Like a Pro: Beginning to Advanced TechniquesPenilaian: 4.5 dari 5 bintang4.5/5 (6)
- Keihin Fie Factory Project: Dry Wall ConceptDokumen58 halamanKeihin Fie Factory Project: Dry Wall ConceptsonuchakdeBelum ada peringkat
- Engineered Product Tom MasonDokumen16 halamanEngineered Product Tom MasonTom MasonBelum ada peringkat
- Cam Vice ReportDokumen52 halamanCam Vice ReportAnonymous rvhOrVmmbBelum ada peringkat
- Method StatementDokumen31 halamanMethod Statementrommel duran100% (1)
- KKSP Box Culvert Dial ProjectDokumen25 halamanKKSP Box Culvert Dial ProjectJaymant Kumar SinghBelum ada peringkat
- 29 9 Lezing 5 AutodeskDokumen86 halaman29 9 Lezing 5 AutodeskVenu GopalBelum ada peringkat
- Depth Corth CalcDokumen8 halamanDepth Corth CalcKamel NaitBelum ada peringkat
- Penang Second Bridge Approach Spans: Quality of Segmental Box Girders Solving Issues During ConstructionDokumen27 halamanPenang Second Bridge Approach Spans: Quality of Segmental Box Girders Solving Issues During Constructionmcwong_98Belum ada peringkat
- Swimming Pool ConstructionDokumen72 halamanSwimming Pool ConstructionToader Bogdan100% (2)
- 709 Cab CO2 Weld ReductionDokumen68 halaman709 Cab CO2 Weld ReductionVishwarath TaduruBelum ada peringkat
- ESCL-SOP-015, Procedure For Production of Egba Split-Sleeve ClampsDokumen12 halamanESCL-SOP-015, Procedure For Production of Egba Split-Sleeve Clampsadiqualityconsult100% (1)
- PDF 1Dokumen5 halamanPDF 1MR R C CLARKEBelum ada peringkat
- Multiple Angle Pipe Bending MachineDokumen99 halamanMultiple Angle Pipe Bending MachineselvarajBelum ada peringkat
- Reinforced Concrete Slab Design Using The Empirical MethodDokumen9 halamanReinforced Concrete Slab Design Using The Empirical MethodRezky MuliaBelum ada peringkat
- Slipformworksby Concretepump: SimplexlafargesonadihteamDokumen12 halamanSlipformworksby Concretepump: SimplexlafargesonadihteamVinayaga MoorthiBelum ada peringkat
- Well CementingDokumen34 halamanWell CementingAngel Ngo100% (2)
- Design of Fixture For Full Bore Gate Valve - ReviewDokumen31 halamanDesign of Fixture For Full Bore Gate Valve - ReviewAlpha Ray KingsBelum ada peringkat
- Current IFC - Latest Bulletin: Arch 02 Metal CladdingDokumen12 halamanCurrent IFC - Latest Bulletin: Arch 02 Metal CladdingChandru MohanBelum ada peringkat
- Design and Fabrication of Abbtasive Belt Grinding Attachment For LatheDokumen3 halamanDesign and Fabrication of Abbtasive Belt Grinding Attachment For LathePrashant BachhavBelum ada peringkat
- Replacement of Rail BearersDokumen40 halamanReplacement of Rail Bearersgopi bhupathi100% (1)
- 012 QualityNewsLetter - January2012Dokumen8 halaman012 QualityNewsLetter - January2012ரமேஷ் பாலக்காடுBelum ada peringkat
- Presentation On Fabcon Design & Enginnering Raiwind Lahore PakistanDokumen37 halamanPresentation On Fabcon Design & Enginnering Raiwind Lahore PakistanpishoosloanBelum ada peringkat
- Acrow Northside BridgeDokumen12 halamanAcrow Northside BridgeFranklin GarciaBelum ada peringkat
- Bridge Plug-Cement RetainerDokumen7 halamanBridge Plug-Cement RetainerhabibimarioBelum ada peringkat
- About RCC Spun PipesDokumen42 halamanAbout RCC Spun PipesKiran Kumar100% (1)
- Sika Carbon ReinforcementDokumen7 halamanSika Carbon ReinforcementMichael ColemanBelum ada peringkat
- Acf668 PDFDokumen1 halamanAcf668 PDFgplese0Belum ada peringkat
- Water Well Screen and AccessoriesDokumen16 halamanWater Well Screen and AccessoriescysautsBelum ada peringkat
- Kiln Line One Shell Replacment-11Dokumen31 halamanKiln Line One Shell Replacment-11RahwaRechoBelum ada peringkat
- Main Steel ConnectionsDokumen40 halamanMain Steel ConnectionsIndrayadi AbdillahBelum ada peringkat
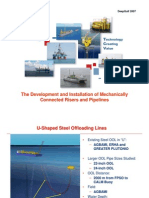
- The Development and Installation of Mechanically Connected Risers and PipelinesDokumen20 halamanThe Development and Installation of Mechanically Connected Risers and PipelinesalbertofgvBelum ada peringkat
- Metal Bending Machine Project ReportDokumen2 halamanMetal Bending Machine Project ReportRahul RathodBelum ada peringkat
- Diaphargm Wall Construction DetailsDokumen48 halamanDiaphargm Wall Construction DetailsAkshay Joshi100% (1)
- Aec Tds 180508074935Dokumen21 halamanAec Tds 180508074935jiang31Belum ada peringkat
- Research Paper On Hydraulic Pipe Bending MachineDokumen7 halamanResearch Paper On Hydraulic Pipe Bending Machinegw0q12dxBelum ada peringkat
- 4.abrasive Belt GrinderDokumen63 halaman4.abrasive Belt GrinderIyappan Alagappan67% (15)
- Samalkot Lab - (16-17 SSR) (Final)Dokumen161 halamanSamalkot Lab - (16-17 SSR) (Final)Phani PitchikaBelum ada peringkat
- A Simple Guide To Concrete Cube TestingDokumen7 halamanA Simple Guide To Concrete Cube TestingJaneshaBelum ada peringkat
- 02 - Structured Wall PipesDokumen63 halaman02 - Structured Wall PipesHee-gyung KongBelum ada peringkat
- Knife Gate ValveDokumen67 halamanKnife Gate Valvekrishna100% (1)
- Precast Concrete Manufacturing Techniques and InstallationDokumen21 halamanPrecast Concrete Manufacturing Techniques and InstallationVIgneshBelum ada peringkat
- Advantage & Disadv of Bellow & Slip JointDokumen2 halamanAdvantage & Disadv of Bellow & Slip JointSharun Suresh0% (1)
- EazyOne 1.5kN Brochure - B+M ArchitecturalDokumen4 halamanEazyOne 1.5kN Brochure - B+M Architecturalilovemesomegames22Belum ada peringkat
- Bicycle Batch ProductionDokumen3 halamanBicycle Batch ProductionRamon Emmanuel Luna VazquezBelum ada peringkat
- Concrete Block Molds Form It. Stack It. Change It.: CustomeDokumen20 halamanConcrete Block Molds Form It. Stack It. Change It.: CustomeCristian CatriñancoBelum ada peringkat
- PLS150129-SBY-A-MST-AW-0001 V0.2 Door Window Louvres Installation Works PDFDokumen16 halamanPLS150129-SBY-A-MST-AW-0001 V0.2 Door Window Louvres Installation Works PDFMohammad Hadoumi SaldanBelum ada peringkat
- Self Compacting Concrete Offers Design PotentialDokumen4 halamanSelf Compacting Concrete Offers Design Potentialssi3kBelum ada peringkat
- Presentation For Approach Viaducts - R0 - 12-21-2022Dokumen34 halamanPresentation For Approach Viaducts - R0 - 12-21-2022FATİH ÖZTÜRKBelum ada peringkat
- Sika - Waterbars: Flexible PVC WaterstopsDokumen5 halamanSika - Waterbars: Flexible PVC WaterstopsRonald MassoraBelum ada peringkat
- Kak QCP WP CWP Gen 001Dokumen13 halamanKak QCP WP CWP Gen 001rickie7809Belum ada peringkat
- Plagiarism Scan Report: Plagiarised UniqueDokumen3 halamanPlagiarism Scan Report: Plagiarised UniqueAsr FlowerBelum ada peringkat
- Slipform TechnologyDokumen84 halamanSlipform Technologysankarrao333100% (3)
- ED-E-MS-008 (Method Statement For Concreting, 15-02-2016)Dokumen14 halamanED-E-MS-008 (Method Statement For Concreting, 15-02-2016)Nalin SenadeeraBelum ada peringkat
- Quikcoup Catalogue 2011 6.01Dokumen56 halamanQuikcoup Catalogue 2011 6.01desters1120Belum ada peringkat
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Dari EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Belum ada peringkat
- How to Build a Simple Three Bedroom Shipping Container HouseDari EverandHow to Build a Simple Three Bedroom Shipping Container HousePenilaian: 4 dari 5 bintang4/5 (2)
- Descriptive Pamphlet of the Richmond Mill Furnishing WorksDari EverandDescriptive Pamphlet of the Richmond Mill Furnishing WorksBelum ada peringkat
- Lab 3 Arduino Led Candle Light: CS 11/group - 4 - Borromeo, Galanida, Pabilan, Paypa, TejeroDokumen3 halamanLab 3 Arduino Led Candle Light: CS 11/group - 4 - Borromeo, Galanida, Pabilan, Paypa, TejeroGladys Ruth PaypaBelum ada peringkat
- Ateneo de Manila University: Submitted byDokumen5 halamanAteneo de Manila University: Submitted byCuster CoBelum ada peringkat
- Modular Q1 WK3-4Dokumen3 halamanModular Q1 WK3-4JENIFFER DE LEONBelum ada peringkat
- Institutional Group Agencies For EducationDokumen22 halamanInstitutional Group Agencies For EducationGlory Aroma100% (1)
- PDFDokumen3 halamanPDFAhmedraza123 NagdaBelum ada peringkat
- Optimized Maximum Power Point Tracker For Fast Changing Environmental ConditionsDokumen7 halamanOptimized Maximum Power Point Tracker For Fast Changing Environmental ConditionsSheri ShahiBelum ada peringkat
- Dialectical Relationship Between Translation Theory and PracticeDokumen5 halamanDialectical Relationship Between Translation Theory and PracticeEverything Under the sunBelum ada peringkat
- PD3 - Strategic Supply Chain Management: Exam Exemplar QuestionsDokumen20 halamanPD3 - Strategic Supply Chain Management: Exam Exemplar QuestionsHazel Jael HernandezBelum ada peringkat
- MH5-C Prospekt PDFDokumen16 halamanMH5-C Prospekt PDFvatasaBelum ada peringkat
- Acting White 2011 SohnDokumen18 halamanActing White 2011 SohnrceglieBelum ada peringkat
- Active Hospital Network List For Vidal Health Insurance Tpa PVT LTD As On 01 Feb 2023Dokumen119 halamanActive Hospital Network List For Vidal Health Insurance Tpa PVT LTD As On 01 Feb 2023jagdeepchkBelum ada peringkat
- Computer System Validation - Definition and Requirements - MustRead PDFDokumen3 halamanComputer System Validation - Definition and Requirements - MustRead PDFtraining validBelum ada peringkat
- Research FinalDokumen55 halamanResearch Finalkieferdem071908Belum ada peringkat
- Case Study - Suprema CarsDokumen5 halamanCase Study - Suprema CarsALFONSO PATRICIO GUERRA CARVAJALBelum ada peringkat
- John DrydenDokumen3 halamanJohn DrydenDunas SvetlanaBelum ada peringkat
- SDSSSSDDokumen1 halamanSDSSSSDmirfanjpcgmailcomBelum ada peringkat
- Lightning Arrester Lightningcontroller MC 125-B/Npe: Operation and Fields of ApplicationDokumen2 halamanLightning Arrester Lightningcontroller MC 125-B/Npe: Operation and Fields of ApplicationAnas BasarahBelum ada peringkat
- Answers For Some QuestionsDokumen29 halamanAnswers For Some Questionsyogeshdhuri22Belum ada peringkat
- Niveshdaily: From Research DeskDokumen53 halamanNiveshdaily: From Research DeskADBelum ada peringkat
- Dating Apps MDokumen2 halamanDating Apps Mtuanhmt040604Belum ada peringkat
- The Turning Circle of VehiclesDokumen2 halamanThe Turning Circle of Vehiclesanon_170098985Belum ada peringkat
- Alchemy of The HeartDokumen7 halamanAlchemy of The HeartAbdul RahimBelum ada peringkat
- Sla At&tDokumen2 halamanSla At&tCésar Lainez Lozada TorattoBelum ada peringkat
- Genil v. Rivera DigestDokumen3 halamanGenil v. Rivera DigestCharmila SiplonBelum ada peringkat
- 444323735-Chem-Matters-Workbook-2E-Teacher-s-Edn-pdf 16-16Dokumen1 halaman444323735-Chem-Matters-Workbook-2E-Teacher-s-Edn-pdf 16-16whatisBelum ada peringkat
- I. Learning Objectives / Learning Outcomes: Esson LANDokumen3 halamanI. Learning Objectives / Learning Outcomes: Esson LANWilliams M. Gamarra ArateaBelum ada peringkat
- Colfax MR Series CompresorDokumen2 halamanColfax MR Series CompresorinvidiuoBelum ada peringkat
- Saiva Dharma ShastrasDokumen379 halamanSaiva Dharma ShastrasfunnybizBelum ada peringkat
- Contoh Exposition TextDokumen1 halamanContoh Exposition TextKristin SeranBelum ada peringkat