Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- A-Level Chemistry Lesson on EntropyDokumen9 halamanA-Level Chemistry Lesson on EntropyMarshall-tendai Zifa-sire Zuku-chibikaBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Q.5, Oct 2009, P42Dokumen1 halamanQ.5, Oct 2009, P42Marshall-tendai Zifa-sire Zuku-chibikaBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- MARK SCHEME For The May/June 2006 Question Paper: University of Cambridge International Examinations GCE O LevelDokumen2 halamanMARK SCHEME For The May/June 2006 Question Paper: University of Cambridge International Examinations GCE O Levelkaran79Belum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Chemistry J 07 Paper 1 Mark SchemeDokumen2 halamanChemistry J 07 Paper 1 Mark SchemePhooleeBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- AbcDokumen7 halamanAbcMarshall-tendai Zifa-sire Zuku-chibikaBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- IntroductionDokumen12 halamanIntroductionMarshall-tendai Zifa-sire Zuku-chibikaBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Chemistry J 07 Paper 1 Mark SchemeDokumen2 halamanChemistry J 07 Paper 1 Mark SchemePhooleeBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- PT2 eDokumen2 halamanPT2 eMarshall-tendai Zifa-sire Zuku-chibikaBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- 0457 Marking MemeoDokumen11 halaman0457 Marking MemeoMarshall-tendai Zifa-sire Zuku-chibikaBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- Research ProposalDokumen41 halamanResearch Proposalzahid_49775% (4)
- 5070 S06Dokumen16 halaman5070 S06Marshall-tendai Zifa-sire Zuku-chibikaBelum ada peringkat
- 5070 S06Dokumen16 halaman5070 S06Marshall-tendai Zifa-sire Zuku-chibikaBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Vacuum Cleaner DIY GuideDokumen17 halamanVacuum Cleaner DIY GuideMarshall-tendai Zifa-sire Zuku-chibikaBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- 5070 w06 Ms 1Dokumen2 halaman5070 w06 Ms 1Sherlock Wesley ConanBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Investigating Bacteria On Oil Spots by Developing Bioremediation Measurement MethodsDokumen1 halamanInvestigating Bacteria On Oil Spots by Developing Bioremediation Measurement MethodsMarshall-tendai Zifa-sire Zuku-chibikaBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- BioWorld Bioremediation Oil Spill SummaryDokumen16 halamanBioWorld Bioremediation Oil Spill SummaryMarshall-tendai Zifa-sire Zuku-chibikaBelum ada peringkat
- 9702 w04 Ir 3Dokumen8 halaman9702 w04 Ir 3Marshall-tendai Zifa-sire Zuku-chibikaBelum ada peringkat
- Enterprise DannDokumen403 halamanEnterprise DannMarshall-tendai Zifa-sire Zuku-chibikaBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- 9702 w04 QP 3Dokumen8 halaman9702 w04 QP 3Marshall-tendai Zifa-sire Zuku-chibikaBelum ada peringkat
- 9702 w04 Ms 1Dokumen4 halaman9702 w04 Ms 1Marshall-tendai Zifa-sire Zuku-chibikaBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Cfa Level 1 2011 Practice Exams Vol 1Dokumen286 halamanCfa Level 1 2011 Practice Exams Vol 1Marshall-tendai Zifa-sire Zuku-chibika100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- 9702 w04 Ms 5Dokumen8 halaman9702 w04 Ms 5Marshall-tendai Zifa-sire Zuku-chibikaBelum ada peringkat
- Global WarmingDokumen15 halamanGlobal WarmingMarshall-tendai Zifa-sire Zuku-chibikaBelum ada peringkat
- Physics P2Dokumen16 halamanPhysics P2Marshall-tendai Zifa-sire Zuku-chibikaBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- WW 3Dokumen4 halamanWW 3Marshall-tendai Zifa-sire Zuku-chibikaBelum ada peringkat
- Immunity 2Dokumen6 halamanImmunity 2Marshall-tendai Zifa-sire Zuku-chibikaBelum ada peringkat
- Cfa Level 1 LOS Command WordsDokumen0 halamanCfa Level 1 LOS Command WordsHummingbird11688Belum ada peringkat
- Health N DiseaseDokumen18 halamanHealth N DiseaseMarshall-tendai Zifa-sire Zuku-chibikaBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- DeformationDokumen5 halamanDeformationMarshall-tendai Zifa-sire Zuku-chibikaBelum ada peringkat
- Health IntroDokumen6 halamanHealth IntroMarshall-tendai Zifa-sire Zuku-chibikaBelum ada peringkat
- 39CQ Iom 06302014Dokumen20 halaman39CQ Iom 06302014Non Etabas GadnatamBelum ada peringkat
- ECU MS 3 Sport GT3 Cup Manual Setup GuideDokumen26 halamanECU MS 3 Sport GT3 Cup Manual Setup GuideAngel LópezBelum ada peringkat
- Classification ISO 8217 (2005)Dokumen5 halamanClassification ISO 8217 (2005)Salah JallaliBelum ada peringkat
- Overhead Phil MC KeownDokumen30 halamanOverhead Phil MC KeownAditya AoleBelum ada peringkat
- Atmospheric Water Generator DesignDokumen9 halamanAtmospheric Water Generator Designscribd2Belum ada peringkat
- DVC6200Dokumen4 halamanDVC6200Jesus BolivarBelum ada peringkat
- Germany and Japan's Remarkable Post-WWII Economic ComebackDokumen5 halamanGermany and Japan's Remarkable Post-WWII Economic ComebackHANNALEEBelum ada peringkat
- Quality Policy and Quality ObjectivesDokumen2 halamanQuality Policy and Quality ObjectivesrabiulfBelum ada peringkat
- Flat Roof 1Dokumen10 halamanFlat Roof 1agent206Belum ada peringkat
- Case 1088 Repair Manual (Crawler Excavator) PDFDokumen971 halamanCase 1088 Repair Manual (Crawler Excavator) PDFrida100% (7)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- ST Series Servo Motor: Beijing KND CNC Technique Co.,Ltd. 01.2012Dokumen21 halamanST Series Servo Motor: Beijing KND CNC Technique Co.,Ltd. 01.2012Dinos ArhBelum ada peringkat
- Makerere University Civil Engineering Assignment on Nalubaale DamDokumen8 halamanMakerere University Civil Engineering Assignment on Nalubaale DamRobert WalusimbiBelum ada peringkat
- Projects Oil and Gas BrochureDokumen20 halamanProjects Oil and Gas BrochureRussel John RamosBelum ada peringkat
- Saudi Aramco Success Story (A4)Dokumen4 halamanSaudi Aramco Success Story (A4)raghu12421100% (1)
- 568100Dokumen2 halaman568100Talha TariqBelum ada peringkat
- 4 - ch01 - SQ - E: Solutions MarksDokumen37 halaman4 - ch01 - SQ - E: Solutions Marks5A35 YIP HOI PAKBelum ada peringkat
- E PM 100Dokumen29 halamanE PM 100masoudBelum ada peringkat
- Solutions To ExercisesDokumen47 halamanSolutions To ExercisesNathan D. Gutzmann60% (5)
- Mahaan FoodsDokumen49 halamanMahaan Foodsamandeep0001Belum ada peringkat
- WM2077CW Service ManualDokumen44 halamanWM2077CW Service ManualMichael David SharkeyBelum ada peringkat
- Delta Ia-Mds Vfd-Ed Um en 20150910-1Dokumen280 halamanDelta Ia-Mds Vfd-Ed Um en 20150910-1FahadBelum ada peringkat
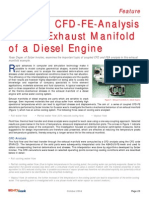
- Exhaust ManifoldDokumen5 halamanExhaust ManifoldDeepak Chachra100% (1)
- Two-Phase Flow (Gas-Flow) Line SizingDokumen24 halamanTwo-Phase Flow (Gas-Flow) Line SizingvictorvikramBelum ada peringkat
- Ul 854 - 2014 PDFDokumen64 halamanUl 854 - 2014 PDFDouglasBelum ada peringkat
- Test Bank For Achieve For Interactive General Chemistry, 1e by Macmillan Learning Test BankDokumen9 halamanTest Bank For Achieve For Interactive General Chemistry, 1e by Macmillan Learning Test BankNail BaskoBelum ada peringkat
- Symmetry & Crystal StructuresDokumen37 halamanSymmetry & Crystal StructuresNurnajihah Sukimi JiehaBelum ada peringkat
- General-Purpose Steam Turbines (Amendments/Supplements To Api 611)Dokumen27 halamanGeneral-Purpose Steam Turbines (Amendments/Supplements To Api 611)BiswasBelum ada peringkat
- Yuken HydraulicDokumen24 halamanYuken HydraulicDian Pramadi100% (1)
- ChE 525: Physical & Chemical Principles Mock Board 3Dokumen6 halamanChE 525: Physical & Chemical Principles Mock Board 3Kuo Garol SarongBelum ada peringkat
- 2563-Wireless Catalogue enDokumen151 halaman2563-Wireless Catalogue enElafanBelum ada peringkat
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseDari EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniversePenilaian: 4.5 dari 5 bintang4.5/5 (50)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionDari EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionPenilaian: 4.5 dari 5 bintang4.5/5 (3)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsDari EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsPenilaian: 3.5 dari 5 bintang3.5/5 (3)
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsDari EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsBelum ada peringkat
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationDari EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationPenilaian: 4 dari 5 bintang4/5 (18)