Anda mungkin juga menyukai
- Table Pw-39 Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and Attachments (Conrd)Dokumen1 halamanTable Pw-39 Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and Attachments (Conrd)Panchal ShaileshBelum ada peringkat
- Sec-I 128Dokumen1 halamanSec-I 128Panchal ShaileshBelum ada peringkat
- Table Pw-39 (Cont'D) Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and AttachmentsDokumen1 halamanTable Pw-39 (Cont'D) Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and AttachmentsPanchal ShaileshBelum ada peringkat
- Table Pw-39 Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and Attachments (Coiijt'D)Dokumen1 halamanTable Pw-39 Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and Attachments (Coiijt'D)Panchal ShaileshBelum ada peringkat
- Sec-I 126Dokumen1 halamanSec-I 126Panchal ShaileshBelum ada peringkat
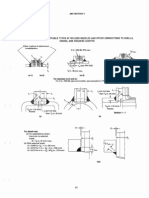
- FIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Cont'D)Dokumen1 halamanFIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Cont'D)Panchal ShaileshBelum ada peringkat
- FIG. PW-19.4 (A) Some Acceptable Types of Diagonal Braces For Installation by WeldingDokumen1 halamanFIG. PW-19.4 (A) Some Acceptable Types of Diagonal Braces For Installation by WeldingPanchal ShaileshBelum ada peringkat
- Manufacturer'S Data Report Forms: 2007 Section IDokumen1 halamanManufacturer'S Data Report Forms: 2007 Section IPanchal ShaileshBelum ada peringkat
- FIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Co NT'D)Dokumen1 halamanFIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Co NT'D)Panchal ShaileshBelum ada peringkat
- FIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Cont'D)Dokumen1 halamanFIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Cont'D)Panchal ShaileshBelum ada peringkat
- Sec-I 121Dokumen1 halamanSec-I 121Panchal ShaileshBelum ada peringkat
- FIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Cot/Inections To Shells, Drums, and HeadersDokumen1 halamanFIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Cot/Inections To Shells, Drums, and HeadersPanchal ShaileshBelum ada peringkat
- FIG. PW-15 Examples of Weld Strength Calculations: 2007 Section IDokumen1 halamanFIG. PW-15 Examples of Weld Strength Calculations: 2007 Section IPanchal ShaileshBelum ada peringkat
- Design: FIG. PW-9.1 Butt Welding of Plates of Unequal Thici NessDokumen1 halamanDesign: FIG. PW-9.1 Butt Welding of Plates of Unequal Thici NessPanchal ShaileshBelum ada peringkat
- Sec-I 14 PDFDokumen1 halamanSec-I 14 PDFPanchal ShaileshBelum ada peringkat
- Sec-I 10Dokumen1 halamanSec-I 10Panchal ShaileshBelum ada peringkat
- Openings and CompensationDokumen1 halamanOpenings and CompensationPanchal ShaileshBelum ada peringkat
- PG-LL PG-13: Xvii Xix Xxxi Xxxiii XxxviDokumen1 halamanPG-LL PG-13: Xvii Xix Xxxi Xxxiii XxxviPanchal ShaileshBelum ada peringkat
- 2007 ASME Boiler Pressure Vessel Code: Rules For Construction of Power BoilersDokumen1 halaman2007 ASME Boiler Pressure Vessel Code: Rules For Construction of Power BoilersPanchal ShaileshBelum ada peringkat
- 2007 ASME Boiler and Pressure Vessel Code: SectionsDokumen1 halaman2007 ASME Boiler and Pressure Vessel Code: SectionsPanchal ShaileshBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- T 86 UDokumen1 halamanT 86 URenny DevassyBelum ada peringkat
- Mil H 6875GDokumen29 halamanMil H 6875Gfordsho95Belum ada peringkat
- AA Nov 18 1/12: Issue: DateDokumen12 halamanAA Nov 18 1/12: Issue: DateDaniel EvoBelum ada peringkat
- CHEMICAL ANALYSIS (Max Values) : Hardness Range (Delivery Condition) : 370-430 HBW Heat ResistanceDokumen4 halamanCHEMICAL ANALYSIS (Max Values) : Hardness Range (Delivery Condition) : 370-430 HBW Heat ResistanceFilipe CordeiroBelum ada peringkat
- Cooling System SchematicDokumen2 halamanCooling System SchematicIrene Romalo SetiawanBelum ada peringkat
- Damage Mechanics Present and FutureDokumen15 halamanDamage Mechanics Present and FutureNoushad Bin Jamal Structural EngineerBelum ada peringkat
- Phase and Phase EquilibriumDokumen53 halamanPhase and Phase EquilibriumNaman DaveBelum ada peringkat
- Chapter 14 Heat CalorimetryDokumen24 halamanChapter 14 Heat CalorimetryMilsonBelum ada peringkat
- A Comprehensive Review On Aluminium Syntactic Foams Obtained by Dispersion Fabrication MethodsDokumen6 halamanA Comprehensive Review On Aluminium Syntactic Foams Obtained by Dispersion Fabrication MethodsRoland EndrészBelum ada peringkat
- Grid Aquagen Pro Brochure enDokumen6 halamanGrid Aquagen Pro Brochure enNguyễn Anh DanhBelum ada peringkat
- Overall Thermal Transfer Value (Ottv) : Building Council IndonesiaDokumen35 halamanOverall Thermal Transfer Value (Ottv) : Building Council Indonesiarusli bahtiarBelum ada peringkat
- Department of Chemistry: Michael J. HynesDokumen55 halamanDepartment of Chemistry: Michael J. HynesAndrés PacompíaBelum ada peringkat
- Chaubey 2019Dokumen38 halamanChaubey 2019ranim najibBelum ada peringkat
- CSEC Physics Expt. 7. Cooling CurveDokumen3 halamanCSEC Physics Expt. 7. Cooling CurveWHITTINHGAM RAYANNABelum ada peringkat
- JNK Heaters Co - LTD: Ferrite Test ReportDokumen1 halamanJNK Heaters Co - LTD: Ferrite Test ReportUzorBelum ada peringkat
- Column Internals Trays: Ref. 3: Aspen Plus Online Help, Aspen One V10, Aspentech IncDokumen13 halamanColumn Internals Trays: Ref. 3: Aspen Plus Online Help, Aspen One V10, Aspentech IncHamed HadizadehBelum ada peringkat
- Chapter 07Dokumen35 halamanChapter 07Hassan SaeedBelum ada peringkat
- Student Exploration: Limiting ReactantsDokumen3 halamanStudent Exploration: Limiting ReactantsJohn BrauswetterBelum ada peringkat
- DJF21012 1006 CastingDokumen16 halamanDJF21012 1006 CastingSakinah KamalBelum ada peringkat
- Extra High Strength Steels - Strenx vs. HardoxDokumen1 halamanExtra High Strength Steels - Strenx vs. Hardoxdavid blecicBelum ada peringkat
- Lecture On Diffusion in SolidsDokumen31 halamanLecture On Diffusion in SolidsSiva Kumar RajuBelum ada peringkat
- 2 - Thermal Energy Storage Systems PDFDokumen21 halaman2 - Thermal Energy Storage Systems PDFVitalremainsBelum ada peringkat
- 1 Rectangular NotchDokumen4 halaman1 Rectangular NotchAshlin Augusty80% (5)
- Engineering ThermodynamicsDokumen60 halamanEngineering ThermodynamicsJeyaram KumarBelum ada peringkat
- HW 5 Problem SetDokumen3 halamanHW 5 Problem SetJustinTimeBelum ada peringkat
- Expansion of The UniverseDokumen2 halamanExpansion of The UniversetestBelum ada peringkat
- James I. Taylor - The Vibration Analysis Handbook (2003, VCI) - Libgen - lc-1-5Dokumen5 halamanJames I. Taylor - The Vibration Analysis Handbook (2003, VCI) - Libgen - lc-1-5Khemiri Houssem EddineBelum ada peringkat
- MPS30 2 English 2023 HOPSANDokumen23 halamanMPS30 2 English 2023 HOPSANBeatriz FeitozaBelum ada peringkat
- Bow and Arrow EfficiencyDokumen10 halamanBow and Arrow EfficiencymatoariBelum ada peringkat