Anda mungkin juga menyukai
- Lifter DesignDokumen6 halamanLifter DesignMarcelo GuarachiBelum ada peringkat
- Roller ConveyerDokumen5 halamanRoller Conveyer9527530909Belum ada peringkat
- Theoretical analysis of rolling-extrusion processDokumen7 halamanTheoretical analysis of rolling-extrusion processfujinyuanBelum ada peringkat
- Mse 147 1 012009Dokumen7 halamanMse 147 1 012009Irina BESLIUBelum ada peringkat
- 2001 The Bending of An Aluminum Structural Frame With A Rubber PadDokumen6 halaman2001 The Bending of An Aluminum Structural Frame With A Rubber PadL ZhangBelum ada peringkat
- Designing Crushers With A Multi-Objective Evolutionary AlgorithmDokumen8 halamanDesigning Crushers With A Multi-Objective Evolutionary AlgorithmRavi Shanker VBelum ada peringkat
- Final ReportDokumen25 halamanFinal ReportAdil SaleemBelum ada peringkat
- Research Paper On Surface GrindingDokumen4 halamanResearch Paper On Surface Grindingqyptsxvkg100% (1)
- MS-2003-Recent Advances in Temper and Skin-Pass RollingDokumen8 halamanMS-2003-Recent Advances in Temper and Skin-Pass Rollingsurajit7guptaBelum ada peringkat
- Dynamic Modeling and Simulation of Cone Crushing Circuits PDFDokumen7 halamanDynamic Modeling and Simulation of Cone Crushing Circuits PDFmarceladeveraBelum ada peringkat
- Helix Chute Design Sample Report 2Dokumen26 halamanHelix Chute Design Sample Report 2Sergio Diaz DuarteBelum ada peringkat
- 1986 Cullen The Influence of Shredder Design On Cane PreparationDokumen8 halaman1986 Cullen The Influence of Shredder Design On Cane PreparationMarvin EstradaBelum ada peringkat
- Machine Design, Vol.3 (2011) No.2, ISSN 1821-1259 Pp. 115-120Dokumen6 halamanMachine Design, Vol.3 (2011) No.2, ISSN 1821-1259 Pp. 115-120Edwin AlexisBelum ada peringkat
- Advanced Finite Element Modelling of Plate Rolling OperationsDokumen4 halamanAdvanced Finite Element Modelling of Plate Rolling OperationsChigoChigoBelum ada peringkat
- Spindle DeflectionDokumen8 halamanSpindle DeflectionFabrizio GrassoBelum ada peringkat
- SLURRY FLOW IN MILLS: GRATE DISCHARGE MECHANISMDokumen24 halamanSLURRY FLOW IN MILLS: GRATE DISCHARGE MECHANISMJavier OyarceBelum ada peringkat
- Screw ConveyorsDokumen4 halamanScrew ConveyorsAshish SharmaBelum ada peringkat
- Full TextDokumen9 halamanFull Textjsk789Belum ada peringkat
- Spindle Deflections in High-Speed Machine ToolsDokumen8 halamanSpindle Deflections in High-Speed Machine ToolsFabrizio GrassoBelum ada peringkat
- CIRP Annals - Manufacturing Technology: S. Chatti, M. Hermes, A.E. Tekkaya (1), M. KleinerDokumen4 halamanCIRP Annals - Manufacturing Technology: S. Chatti, M. Hermes, A.E. Tekkaya (1), M. Kleiner1ere année ingBelum ada peringkat
- Design and analysis of multi-angular gearless transmissionDokumen9 halamanDesign and analysis of multi-angular gearless transmissionShrikkBelum ada peringkat
- The Numerical Analysis of Roll Deflection During Plate RollingDokumen4 halamanThe Numerical Analysis of Roll Deflection During Plate RollingVikram TambeBelum ada peringkat
- The Effects of Lifter Configurations and Mill Speeds On The Mill Power Draw and PerformanceDokumen10 halamanThe Effects of Lifter Configurations and Mill Speeds On The Mill Power Draw and PerformancexAuroNxBelum ada peringkat
- D P A T M N F: P. Radziszewski, Y. Y. Quan, J. PoirierDokumen6 halamanD P A T M N F: P. Radziszewski, Y. Y. Quan, J. PoirierJEANCARLOCGBelum ada peringkat
- Design of cantilever gear-rack driving systemDokumen6 halamanDesign of cantilever gear-rack driving systemengineeringyusufBelum ada peringkat
- Calculation of Draft and Twist in Ring SpinningDokumen3 halamanCalculation of Draft and Twist in Ring Spinningbmsali100% (2)
- Materials and Design: I. Barsoum, F. Khan, Z. BarsoumDokumen8 halamanMaterials and Design: I. Barsoum, F. Khan, Z. Barsoumbee140676Belum ada peringkat
- Paper Rotor DynamicsDokumen12 halamanPaper Rotor DynamicsTony HeBelum ada peringkat
- Case Study and Stress Analysis of A 3Dokumen12 halamanCase Study and Stress Analysis of A 3Talha MemonBelum ada peringkat
- Parametric Design Analysis and Fea Simulation of A Chisel Plow For An Agriculture UseDokumen14 halamanParametric Design Analysis and Fea Simulation of A Chisel Plow For An Agriculture UseAnonymous pKuPK3zUBelum ada peringkat
- Forming, Cross Wedge Rolling and Stepped ShaftDokumen4 halamanForming, Cross Wedge Rolling and Stepped ShaftMrLanternBelum ada peringkat
- Jaw Crusher Review Kinematic Dynamic AnalysisDokumen4 halamanJaw Crusher Review Kinematic Dynamic AnalysisRagab AbulmagdBelum ada peringkat
- BendingDokumen10 halamanBendingvalgorBelum ada peringkat
- 1998 - An Axisymmetric Forging Approach To Preform Design in Ring Rolling Using A Rigid-Viscoplastic Finite Element MethodDokumen9 halaman1998 - An Axisymmetric Forging Approach To Preform Design in Ring Rolling Using A Rigid-Viscoplastic Finite Element MethodNguyen Hoang DungBelum ada peringkat
- Ball Charge in Ball MillDokumen11 halamanBall Charge in Ball MillRanu Yadav0% (1)
- CRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Dokumen16 halamanCRITICAL REVIEW ON DESIGN OF ROLLING PROCESS Kondapalli Siva Prasad1Samir BoseBelum ada peringkat
- Arnaud 6380Dokumen14 halamanArnaud 6380TRUNG QUOC LEBelum ada peringkat
- Optimizing Screw ConveyorDokumen6 halamanOptimizing Screw ConveyorChem.Engg100% (1)
- Simulator For Crushing-Screening PlantsDokumen15 halamanSimulator For Crushing-Screening PlantsIgnacio NavarreteBelum ada peringkat
- Li-2018 - Flatness Control Capability of Cold Rolling MillDokumen13 halamanLi-2018 - Flatness Control Capability of Cold Rolling Milldean chenBelum ada peringkat
- Pandey 2020 IOP Conf. Ser. Mater. Sci. Eng. 936 012013Dokumen7 halamanPandey 2020 IOP Conf. Ser. Mater. Sci. Eng. 936 012013Zakee MohamedBelum ada peringkat
- Proc Deform UGM KainzA 18052004Dokumen11 halamanProc Deform UGM KainzA 18052004Syed HasanBelum ada peringkat
- Railway Track DesignDokumen303 halamanRailway Track Designfbtura100% (3)
- A Review On Numerical and Experimental StudyDokumen4 halamanA Review On Numerical and Experimental StudyAbhijit GhoshBelum ada peringkat
- Analysis of slab culvert bridges using two methodsDokumen7 halamanAnalysis of slab culvert bridges using two methodsjeeva anandBelum ada peringkat
- Real-Time Algorithm for Cone Crusher ControlDokumen13 halamanReal-Time Algorithm for Cone Crusher ControlLmf DanielBelum ada peringkat
- Production Technology of ROPS Cab: Technical PaperDokumen8 halamanProduction Technology of ROPS Cab: Technical Paperjose rosasBelum ada peringkat
- 3 - Lobe Bearing - Main PDFDokumen23 halaman3 - Lobe Bearing - Main PDFAbhijit ChakrabortyBelum ada peringkat
- Facility Layout Case StudyDokumen8 halamanFacility Layout Case StudyHitesh SinglaBelum ada peringkat
- Ball Mill Critical SpeedDokumen8 halamanBall Mill Critical SpeedDanielito Bonito0% (1)
- 6 Effect of Backup Roll Length and Roll Neck Length On Profile ForDokumen7 halaman6 Effect of Backup Roll Length and Roll Neck Length On Profile Foromid hamidishadBelum ada peringkat
- FEA of Orbital Forming Used in Spindle AssemblyDokumen6 halamanFEA of Orbital Forming Used in Spindle AssemblyEldori1988Belum ada peringkat
- Sag MillDokumen7 halamanSag Milldarwin_hua100% (1)
- A Review On Numerical and Experimental Study of Screw ConveyorDokumen4 halamanA Review On Numerical and Experimental Study of Screw ConveyorMangatur SimamoraBelum ada peringkat
- Three point bending fatigue test for gearsDokumen5 halamanThree point bending fatigue test for gearsSwapvaibBelum ada peringkat
- Safety and Productivity Analysis On Alternative Steel Column-Girder Joint For Automated ConstructionDokumen4 halamanSafety and Productivity Analysis On Alternative Steel Column-Girder Joint For Automated ConstructionMu HardiBelum ada peringkat
- Materials Science and Technology of Optical FabricationDari EverandMaterials Science and Technology of Optical FabricationBelum ada peringkat
- Machine Design Elements and AssembliesDari EverandMachine Design Elements and AssembliesPenilaian: 3.5 dari 5 bintang3.5/5 (2)
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysDari EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysBelum ada peringkat
- Design of Piles Under Cyclic Loading: SOLCYP RecommendationsDari EverandDesign of Piles Under Cyclic Loading: SOLCYP RecommendationsAlain PuechBelum ada peringkat
- Drum cleaner component dimensions and specificationsDokumen1 halamanDrum cleaner component dimensions and specificationshadeBelum ada peringkat
- Drum cleaner component dimensions and specificationsDokumen1 halamanDrum cleaner component dimensions and specificationshadeBelum ada peringkat
- Drum cleaner component dimensions and specificationsDokumen1 halamanDrum cleaner component dimensions and specificationshadeBelum ada peringkat
- Potongan B - B: EL +4.50 MAB EL +4.00Dokumen1 halamanPotongan B - B: EL +4.50 MAB EL +4.00hadeBelum ada peringkat
- Iglidur® P, Form F, MMDokumen9 halamanIglidur® P, Form F, MMhadeBelum ada peringkat
- Drum cleaner component dimensions and specificationsDokumen1 halamanDrum cleaner component dimensions and specificationshadeBelum ada peringkat
- SGN-04 - Foot Frame 2Dokumen2 halamanSGN-04 - Foot Frame 2hadeBelum ada peringkat
- 8373.4 Meters at 135.39357Dokumen1 halaman8373.4 Meters at 135.39357hadeBelum ada peringkat
- TAsya Peta2Dokumen1 halamanTAsya Peta2hadeBelum ada peringkat
- TAsya PetaDokumen1 halamanTAsya PetahadeBelum ada peringkat
- PBD 20 L 050Dokumen1 halamanPBD 20 L 050hadeBelum ada peringkat
- Intake Pond ViewDokumen1 halamanIntake Pond ViewhadeBelum ada peringkat
- JW 001 PDFDokumen1 halamanJW 001 PDFhadeBelum ada peringkat
- BracketDokumen1 halamanBrackethadeBelum ada peringkat
- CTP r21Dokumen2 halamanCTP r21hadeBelum ada peringkat
- CC Marking PDFDokumen1 halamanCC Marking PDFhadeBelum ada peringkat
- P 2Dokumen1 halamanP 2hadeBelum ada peringkat
- P 1Dokumen1 halamanP 1hadeBelum ada peringkat
- s33 Rail Data Sheet MetricDokumen1 halamans33 Rail Data Sheet MetrichadeBelum ada peringkat
- GT30Dokumen1 halamanGT30hadeBelum ada peringkat
- 11-5 LockDokumen1 halaman11-5 LockhadeBelum ada peringkat
- Potongan B - B: EL +4.50 MAB EL +4.00Dokumen1 halamanPotongan B - B: EL +4.50 MAB EL +4.00hadeBelum ada peringkat
- 007Dokumen1 halaman007hadeBelum ada peringkat
- Gantrex BumperrsDokumen1 halamanGantrex BumperrshadeBelum ada peringkat
- Bushing KLBHDokumen1 halamanBushing KLBHhadeBelum ada peringkat
- Din 15093Dokumen2 halamanDin 15093hadeBelum ada peringkat
- 14 Hydraulic Buffer Type 70Dokumen2 halaman14 Hydraulic Buffer Type 70hadeBelum ada peringkat
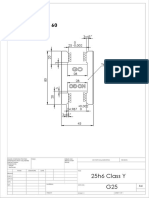
- SKD 11, HRC 60: 25h6 Class Y G25Dokumen1 halamanSKD 11, HRC 60: 25h6 Class Y G25hadeBelum ada peringkat
- CC MarkingDokumen1 halamanCC MarkinghadeBelum ada peringkat
- R WinderDokumen5 halamanR WinderhadeBelum ada peringkat
- HPLaserJetProMFPM426fdn PDFDokumen2 halamanHPLaserJetProMFPM426fdn PDFOpština LebaneBelum ada peringkat
- Steel PTFE Pipes and Fittings DIN 2018Dokumen27 halamanSteel PTFE Pipes and Fittings DIN 2018PeroJurevicBelum ada peringkat
- Screw Conveyor O&M ManualDokumen20 halamanScrew Conveyor O&M Manualjay b100% (1)
- Iphone 6 Full schematic+IC BoardDokumen86 halamanIphone 6 Full schematic+IC BoardSIDNEY TABOADABelum ada peringkat
- Utility Classes - Installation Guide: Dalestech LTDDokumen6 halamanUtility Classes - Installation Guide: Dalestech LTDbvitalBelum ada peringkat
- Notice: Applications, Hearings, Determinations, Etc.: Southern Star Central Gas Pipeline, Inc.Dokumen2 halamanNotice: Applications, Hearings, Determinations, Etc.: Southern Star Central Gas Pipeline, Inc.Justia.comBelum ada peringkat
- Spare Parts List: Hydraulic Breakers RX6Dokumen16 halamanSpare Parts List: Hydraulic Breakers RX6Sales AydinkayaBelum ada peringkat
- PACK PAR BoilersDokumen31 halamanPACK PAR BoilersJosé MacedoBelum ada peringkat
- EY Tax Administration Is Going DigitalDokumen12 halamanEY Tax Administration Is Going DigitalVahidin QerimiBelum ada peringkat
- 412 MM CH12Dokumen28 halaman412 MM CH12Hugo GonzalezBelum ada peringkat
- INDUCTORDokumen18 halamanINDUCTORBhavaniPrasadBelum ada peringkat
- ADL 01 Assignment ADokumen5 halamanADL 01 Assignment Aversha2950% (2)
- Approved List of Manufacturers: Line Pipes (Carbon/Alloy Steel)Dokumen4 halamanApproved List of Manufacturers: Line Pipes (Carbon/Alloy Steel)Sourav Kumar GuptaBelum ada peringkat
- Atmos GIGA N 32-160Dokumen1 halamanAtmos GIGA N 32-160Efril dilen franciscoBelum ada peringkat
- Answer Key Workbook Academic Plan DynEd Pro Certification B1 1Dokumen22 halamanAnswer Key Workbook Academic Plan DynEd Pro Certification B1 1Dendel Ciprado EbioBelum ada peringkat
- Company Profile - QuosphereDokumen5 halamanCompany Profile - QuosphereDivya Rao100% (2)
- Exam 1 With SolutionsDokumen11 halamanExam 1 With SolutionsSsebass PozzoBelum ada peringkat
- NV 24 Globe ActuatorDokumen12 halamanNV 24 Globe ActuatorRodrigo AlvesBelum ada peringkat
- CSD Counter Drone Systems ReportDokumen23 halamanCSD Counter Drone Systems ReportmrkuroiBelum ada peringkat
- Marine Fuel Stability and Compatibility IssuesDokumen4 halamanMarine Fuel Stability and Compatibility IssuesRebekah SchmidtBelum ada peringkat
- ICC ES Report: Barsplice Products, IncDokumen6 halamanICC ES Report: Barsplice Products, IncXiomara Muñoz MendozaBelum ada peringkat
- Images and Color: Summary: SourcesDokumen18 halamanImages and Color: Summary: Sourcesethiopia hagereBelum ada peringkat
- Alley Alka-Seltzer Lab Report TemplateDokumen3 halamanAlley Alka-Seltzer Lab Report TemplateAlley FitzgeraldBelum ada peringkat
- Boeco Mantas de CalentamientoDokumen2 halamanBoeco Mantas de CalentamientoJhon VallejoBelum ada peringkat
- iPLON India SolutionsDokumen4 halamaniPLON India Solutionssudhirm16Belum ada peringkat
- BS 5950-4-1994 (Englezesc) PDFDokumen38 halamanBS 5950-4-1994 (Englezesc) PDFYannis Alexandru100% (4)
- C++ Chapter 12 - ClassesDokumen62 halamanC++ Chapter 12 - Classesعلي العريبيBelum ada peringkat
- Flow Chart Fixed Column BasesDokumen4 halamanFlow Chart Fixed Column BasesstycnikBelum ada peringkat
- 3530 Nellikuppam Clarifier SpecDokumen62 halaman3530 Nellikuppam Clarifier Specgopalakrishnannrm1202100% (1)
- Electronically Controlled On-Demand 4WDDokumen32 halamanElectronically Controlled On-Demand 4WDjulio797Belum ada peringkat