Anda mungkin juga menyukai
- Tipos de TornosDokumen8 halamanTipos de TornosIsela JBelum ada peringkat
- Tipos de TornosDokumen15 halamanTipos de TornosEddy MBBelum ada peringkat
- Grupo #2 (Fluidos de Corte y Herramientas de Corte)Dokumen25 halamanGrupo #2 (Fluidos de Corte y Herramientas de Corte)Kassandra TorricoBelum ada peringkat
- Partes de Torno y NCNDokumen9 halamanPartes de Torno y NCNEnrique Gonzalez HerreraBelum ada peringkat
- LimadoDokumen7 halamanLimadoEduardo Felipe Castillo ConstanzoBelum ada peringkat
- Lab1. Reconocimiento de Los MaterialesDokumen8 halamanLab1. Reconocimiento de Los MaterialesSimón RíosBelum ada peringkat
- Pruebas en Una RectificadoraDokumen14 halamanPruebas en Una RectificadoraTatan RBelum ada peringkat
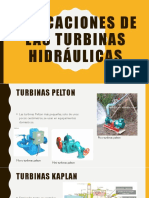
- Termo PPT AplicacionesDokumen10 halamanTermo PPT AplicacionesloisberlyBelum ada peringkat
- ParalelepipedoDokumen50 halamanParalelepipedoCristian SilveraBelum ada peringkat
- Mecanizado - ToRNODokumen31 halamanMecanizado - ToRNOFernando AloNsoBelum ada peringkat
- Practica Del BurilDokumen11 halamanPractica Del BurilAldo CastilloBelum ada peringkat
- Examen de Maquinas HerramientaDokumen4 halamanExamen de Maquinas HerramientacastmatamorosBelum ada peringkat
- Procedimientos para Tallar Engranajes Por Medio de FresadoDokumen3 halamanProcedimientos para Tallar Engranajes Por Medio de FresadoCarlos DerasBelum ada peringkat
- Programacion y Control Basico de Un Taller de SoldaduraDokumen10 halamanProgramacion y Control Basico de Un Taller de SoldaduraDarkzito GTBelum ada peringkat
- Transmision Por Fajas BDokumen20 halamanTransmision Por Fajas BMario Joel0% (1)
- Transmision Por Ruedas y FajasDokumen39 halamanTransmision Por Ruedas y Fajasjokafem100% (1)
- Taller Maquinas y HerramientasDokumen13 halamanTaller Maquinas y HerramientasYeferson MoralesBelum ada peringkat
- Guía Nº3 Torno ConvencionalDokumen16 halamanGuía Nº3 Torno ConvencionalMarcelo Jaña del PinoBelum ada peringkat
- Tipos de Fresadoras y SujecionDokumen24 halamanTipos de Fresadoras y SujecionJairo Duff Mendoza100% (1)
- Informe Del Torno de CNCDokumen18 halamanInforme Del Torno de CNCPaul Soria100% (1)
- Rodamientos FabricacionDokumen26 halamanRodamientos FabricacionJesus Mac LoBelum ada peringkat
- Monografía Proyectos de MáquinasDokumen74 halamanMonografía Proyectos de Máquinasうえるた れんそBelum ada peringkat
- Leccion 2 - Video 1 - Trazado de Lineas y Figuras Sobre MetalesDokumen3 halamanLeccion 2 - Video 1 - Trazado de Lineas y Figuras Sobre MetalesRobertIsaiRuizAcosta100% (1)
- Practica 1 - TornoDokumen9 halamanPractica 1 - TornoJafet garcia100% (2)
- Arranque de VirutaDokumen4 halamanArranque de VirutaGloria Espinoza0% (1)
- Monografia Torno CorrDokumen29 halamanMonografia Torno CorrAnfony Alfredo Pauccar Carrillo100% (2)
- Maquinas CNCDokumen44 halamanMaquinas CNCYorgelis Parra100% (1)
- Teoria P1 - ProcesosDokumen253 halamanTeoria P1 - ProcesosOscar MelendezBelum ada peringkat
- Analisis de LubricantesDokumen18 halamanAnalisis de Lubricantesdequer urday apazaBelum ada peringkat
- Roscado en El Torno MercedesDokumen29 halamanRoscado en El Torno MercedesFernando MercedesBelum ada peringkat
- Diseño de Una Planta de Chocolate BitterDokumen47 halamanDiseño de Una Planta de Chocolate BitterThelcio HuamaníBelum ada peringkat
- 2 Manual Del Alumno Operador Bc3a1sico de Torno ParaleloDokumen56 halaman2 Manual Del Alumno Operador Bc3a1sico de Torno ParaleloRamses MalonyBelum ada peringkat
- Levas, Engranjes y Tornillos SinfínDokumen17 halamanLevas, Engranjes y Tornillos SinfínCarlosPerezBelum ada peringkat
- ASERRADODokumen10 halamanASERRADOMaria Jose MarinBelum ada peringkat
- Proceso de CepilladoDokumen10 halamanProceso de CepilladoMarvin Antonio López Anaya100% (1)
- Taller de Máquinas HerramientasDokumen3 halamanTaller de Máquinas Herramientasoscar portillaBelum ada peringkat
- Historia Del TaladroDokumen6 halamanHistoria Del TaladroamilcarBelum ada peringkat
- Proyecto Prototipo de Un TaladroDokumen15 halamanProyecto Prototipo de Un TaladroEdison GuachambozaBelum ada peringkat
- Torno y Máquinas Alesadoras.2Dokumen19 halamanTorno y Máquinas Alesadoras.2Felipe Ortiz100% (1)
- Codificación de MaterialesDokumen17 halamanCodificación de MaterialesRobert WilliamsBelum ada peringkat
- Informe Plomada CompletoDokumen16 halamanInforme Plomada CompletoEdwin ReveloBelum ada peringkat
- Resumen de FresadoraDokumen7 halamanResumen de FresadoraBedaniaBelum ada peringkat
- Aserrado de Metales y Maquinas EscariadorasDokumen16 halamanAserrado de Metales y Maquinas EscariadorasDiana CazaresBelum ada peringkat
- Tipos de TornosDokumen11 halamanTipos de TornosRichard RangelBelum ada peringkat
- Trabajo Sobre Piezas Mecanicas (Taladro, Torno, Fresado)Dokumen63 halamanTrabajo Sobre Piezas Mecanicas (Taladro, Torno, Fresado)Nilson DíazBelum ada peringkat
- TALLER de MECANICA - Maquinas HerramientasDokumen25 halamanTALLER de MECANICA - Maquinas HerramientasHarold Abarca VargasBelum ada peringkat
- Herramientas Manuales de Un Taller MecanicoDokumen51 halamanHerramientas Manuales de Un Taller MecanicoOrangel Faldellin100% (1)
- Diseño y Construcción de Un Molino de Martillos Triturador de Granos para Granjas AvícolasDokumen11 halamanDiseño y Construcción de Un Molino de Martillos Triturador de Granos para Granjas AvícolasGiulianna RivaBelum ada peringkat
- A-UNIDAD 4 - Ajustes y Tolerancias ISO 286Dokumen88 halamanA-UNIDAD 4 - Ajustes y Tolerancias ISO 286Rosinaldo Huanaco SuycoBelum ada peringkat
- Apunte Curso de TorneríaDokumen35 halamanApunte Curso de TorneríaDarío RoldánBelum ada peringkat
- Montaje y Desmontaje de RodamientosDokumen28 halamanMontaje y Desmontaje de RodamientosJosé Martin Yucra RojasBelum ada peringkat
- El Taladro PDFDokumen67 halamanEl Taladro PDFFelix Gutierrez VdglBelum ada peringkat
- Torno AutomaticoDokumen26 halamanTorno AutomaticoJesus Alejandro Miranda Palacios0% (1)
- Instrumentos de FundiciónDokumen7 halamanInstrumentos de FundiciónFrank Gerald Alejos LeonBelum ada peringkat
- Instrumentacion VirtualDokumen7 halamanInstrumentacion Virtualapi-3725139100% (1)
- Control de Velocidad PWM Motor AC ..1Dokumen19 halamanControl de Velocidad PWM Motor AC ..1Lucia VidalBelum ada peringkat
- Informe de Proyecto de Turbina PeltonDokumen73 halamanInforme de Proyecto de Turbina PeltonCesar Enrique GongoraBelum ada peringkat
- Torneado ProbetasDokumen8 halamanTorneado ProbetasNanny Alpaca Valdivia100% (1)
- Tipos de TornosDokumen28 halamanTipos de TornosEddy MBBelum ada peringkat
- Tipos de TornosDokumen4 halamanTipos de TornosGabriel Rocha GarvizuBelum ada peringkat
- Proyecto 3 Lab MecanizadoDokumen14 halamanProyecto 3 Lab Mecanizadoleuris diazBelum ada peringkat
- S. L.Dokumen13 halamanS. L.Julio Miguel Saavedra PadillaBelum ada peringkat
- Maquinaria Pag 189 de Este Archivo PDFDokumen336 halamanMaquinaria Pag 189 de Este Archivo PDFKaterine Judith Huaman AguilarBelum ada peringkat
- ¡ Maquinas Con CarÁcter !Dokumen60 halaman¡ Maquinas Con CarÁcter !Enrique Hernandez100% (1)
- Brochadora ExpoDokumen31 halamanBrochadora ExpoRick Ronald Leyton ArcentalesBelum ada peringkat
- Herramientas y Materiales Usados en O&M, Seguimiento de Actividades de O&MDokumen38 halamanHerramientas y Materiales Usados en O&M, Seguimiento de Actividades de O&MSilas Mendoza RamosBelum ada peringkat
- Catálogo DremelDokumen27 halamanCatálogo DremelVicto MolinariBelum ada peringkat
- Point The BitDokumen10 halamanPoint The BitNinoska Tarifa100% (1)
- Cuadro SinopticoDokumen1 halamanCuadro SinopticoStefany Di DomenicoBelum ada peringkat
- MOF - Perfil de Puesto - Tecnico MecánicoDokumen3 halamanMOF - Perfil de Puesto - Tecnico Mecánicojuan torresBelum ada peringkat
- Irimo Catalogo 2017Dokumen104 halamanIrimo Catalogo 2017José PerezBelum ada peringkat
- Curso de Programacion IntouchDokumen29 halamanCurso de Programacion IntouchReynaldo JesusBelum ada peringkat
- Abrasivos No Tejidos o TridimencionalesDokumen6 halamanAbrasivos No Tejidos o TridimencionalesJhon Otnar AguilarBelum ada peringkat
- Costos y Presupuesto en La Construccion AmadoDokumen8 halamanCostos y Presupuesto en La Construccion AmadoAmado CalderonBelum ada peringkat
- Dopi Mun RM Ih Ci 106 2022Dokumen26 halamanDopi Mun RM Ih Ci 106 2022joshua_007Belum ada peringkat
- Materiales de ConstrucciónDokumen42 halamanMateriales de ConstrucciónjahnsendennysBelum ada peringkat
- VDL CBL EtcDokumen18 halamanVDL CBL Etcabc2804Belum ada peringkat
- Fábula Martillo, Lija y TornilloDokumen3 halamanFábula Martillo, Lija y TornilloPavones 48Belum ada peringkat
- Trabajo de RedesDokumen62 halamanTrabajo de Redesparayasa50Belum ada peringkat
- Cimentaciones para Equipo EstáticoDokumen40 halamanCimentaciones para Equipo Estáticokikopees__841889Belum ada peringkat
- Capacitación Estandares MEL 2019Dokumen47 halamanCapacitación Estandares MEL 2019marceloBelum ada peringkat
- Informe 2 - Maquinas Herramientas ModernasDokumen24 halamanInforme 2 - Maquinas Herramientas ModernasOlcodexBelum ada peringkat
- Consejos para Restauracion de ArmasDokumen32 halamanConsejos para Restauracion de Armas55dolor55Belum ada peringkat
- Corte y Detallado de Frutas y Verduras 1-Arte MukimonoDokumen10 halamanCorte y Detallado de Frutas y Verduras 1-Arte MukimonoLEONARDO YAEL MEDINA CANTOBelum ada peringkat
- Albun Fuentes Directas e Indirectas de La HistoriaDokumen13 halamanAlbun Fuentes Directas e Indirectas de La Historiadeysi mateoBelum ada peringkat
- Ejercicios de Neumática - Ingeniería MecafenixDokumen8 halamanEjercicios de Neumática - Ingeniería MecafenixJahir LanderosBelum ada peringkat
- Fundamentos de Electromecánica Segunda EdiciónDokumen318 halamanFundamentos de Electromecánica Segunda EdiciónAna Cristal100% (1)
- Division de BienesDokumen69 halamanDivision de BienesYubiri PenaBelum ada peringkat
- Formato de Pud 1 2019Dokumen5 halamanFormato de Pud 1 2019Maura Anchundia CastroBelum ada peringkat
- Conocimientos Basicos de La CarpinteriaDokumen13 halamanConocimientos Basicos de La CarpinteriaSony AlaynBelum ada peringkat