Anda mungkin juga menyukai
- 6th Central Pay Commission Salary CalculatorDokumen15 halaman6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorDokumen15 halaman6th Central Pay Commission Salary Calculatorrakhonde100% (436)
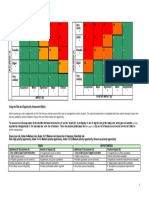
- Risk Assessment and Opportunity Assessment Matrix TableDokumen1 halamanRisk Assessment and Opportunity Assessment Matrix TableWin AsharBelum ada peringkat
- Surface Finish Found 5.68ra Against Spe. 3.2ra On Ø60.0-0.3/-0.2mm ODDokumen7 halamanSurface Finish Found 5.68ra Against Spe. 3.2ra On Ø60.0-0.3/-0.2mm ODBALACHANDAR SBelum ada peringkat
- SmedDokumen25 halamanSmedAkshay Shah100% (1)
- GPPB NPMs Second HandDokumen11 halamanGPPB NPMs Second HandLiane V.Belum ada peringkat
- CAPA Incomplete Part MixDokumen16 halamanCAPA Incomplete Part MixRohtash fastnerBelum ada peringkat
- 5S Audits Check Sheet and Comments Sheet - Issue2Dokumen2 halaman5S Audits Check Sheet and Comments Sheet - Issue2vipindixit78100% (1)
- 50 Tricks To Get Things Done Faster, Better, and More EasilyDokumen4 halaman50 Tricks To Get Things Done Faster, Better, and More EasilyDevendra Kumar Choudhary100% (1)
- A) What Are The Information Flows Within The Donner Factory. Trace An Order As It Moves From The Originating Customer To CompletionDokumen6 halamanA) What Are The Information Flows Within The Donner Factory. Trace An Order As It Moves From The Originating Customer To CompletionAKRITI GUPTABelum ada peringkat
- Chapter 7 InventoriesDokumen5 halamanChapter 7 InventoriesJoyce Mae D. FloresBelum ada peringkat
- Submitted By,: Jarzid Alam Alomgir Badsha Saif MahabubDokumen26 halamanSubmitted By,: Jarzid Alam Alomgir Badsha Saif MahabubSaif KhanBelum ada peringkat
- 7 QC ToolsDokumen81 halaman7 QC ToolsRahul Rawat100% (7)
- 5S Implementation and AssessmentDokumen120 halaman5S Implementation and AssessmentPK JhaBelum ada peringkat
- Fmea ExerciseDokumen5 halamanFmea ExerciseHamada Ahmed100% (1)
- Improvement KaizenDokumen11 halamanImprovement KaizenAnkur DhirBelum ada peringkat
- Fast Guide To Oee PDFDokumen27 halamanFast Guide To Oee PDFAtakan TunaliBelum ada peringkat
- Tqm-7 QC ToolsDokumen124 halamanTqm-7 QC ToolsZubair Mohamed100% (2)
- TPM FormsDokumen15 halamanTPM FormscivanusBelum ada peringkat
- Skill Required Skill Required Skill Required Skill Required Skill Required Skill RequiredDokumen2 halamanSkill Required Skill Required Skill Required Skill Required Skill Required Skill RequiredRavi YadavBelum ada peringkat
- Control Plan For Lighting ProductDokumen6 halamanControl Plan For Lighting ProductpapplionBelum ada peringkat
- KAIZENDokumen2 halamanKAIZENAzaly BuangBelum ada peringkat
- Kanban SystemsDokumen10 halamanKanban SystemsZeeshange100% (1)
- Kaizen FormatdDokumen2 halamanKaizen Formatdsubbu0815Belum ada peringkat
- BSBWOR203 - Complaint Handling Policy and Procedures.v1.0Dokumen2 halamanBSBWOR203 - Complaint Handling Policy and Procedures.v1.0মাহমুদুল হাসান0% (1)
- 3 3bb0aDokumen7 halaman3 3bb0aEleandro JoaquimBelum ada peringkat
- Kaizen Event Project Charter: Project Name Agency/Division/ Location Scope Meeting Date Target Event DateDokumen3 halamanKaizen Event Project Charter: Project Name Agency/Division/ Location Scope Meeting Date Target Event DateDebashishDolonBelum ada peringkat
- 08.DM Pillar FCDokumen67 halaman08.DM Pillar FCashutoshpal21Belum ada peringkat
- Activity Report 30.12.2019Dokumen16 halamanActivity Report 30.12.2019Umeshraja MBelum ada peringkat
- Leader Standard Work V1.0Dokumen3 halamanLeader Standard Work V1.0SudhagarBelum ada peringkat
- Eng Oee Industry StandardDokumen30 halamanEng Oee Industry Standardjoseparra100% (1)
- Kaizen 5W 1H PDFDokumen20 halamanKaizen 5W 1H PDFSUBA NANTINI A/P M.SUBRAMANIAMBelum ada peringkat
- 00the 7 MFG WasteDokumen15 halaman00the 7 MFG WasteRohit PrakashBelum ada peringkat
- Zero Defect: Kaizen Promotion Office Global Business ExcellenceDokumen28 halamanZero Defect: Kaizen Promotion Office Global Business ExcellenceEduardo Magaña GutierrezBelum ada peringkat
- Lockout/Tagout (Loto) Checklist: 1. Scope of WorkDokumen3 halamanLockout/Tagout (Loto) Checklist: 1. Scope of WorkPutri UnaBelum ada peringkat
- 5S Audit Sheets NEWDokumen2 halaman5S Audit Sheets NEWManu SharmaBelum ada peringkat
- KAIZEN Trolley #02Dokumen1 halamanKAIZEN Trolley #02Subhan50Belum ada peringkat
- QSP-211-02 3C 5S Improvment SheetDokumen70 halamanQSP-211-02 3C 5S Improvment Sheetomprakash26100% (1)
- Basic TPM Workshop (Rev1)Dokumen138 halamanBasic TPM Workshop (Rev1)Ahmad FirdausBelum ada peringkat
- Visual Management Audit ChecklistDokumen1 halamanVisual Management Audit ChecklistOswald mBelum ada peringkat
- Ems KaizenDokumen4 halamanEms KaizenJogender KumarBelum ada peringkat
- Improve Business - Kobetsu KaizenDokumen4 halamanImprove Business - Kobetsu KaizenRishabh JainBelum ada peringkat
- Welcomes All The Participants To The: Continuous Training & Development ProgramDokumen47 halamanWelcomes All The Participants To The: Continuous Training & Development Programselvarangam govindarajanBelum ada peringkat
- TPMDokumen34 halamanTPMJagdeep BajwaBelum ada peringkat
- Process Manager WorkshopDokumen58 halamanProcess Manager WorkshopHamada AhmedBelum ada peringkat
- Daily Management Quiz: 2007: SN Question Option A Option B Option C Option D AnswerDokumen5 halamanDaily Management Quiz: 2007: SN Question Option A Option B Option C Option D AnswerPrakash Kumar50% (2)
- Format For Kaizen and OPL - SWADokumen6 halamanFormat For Kaizen and OPL - SWAchandrasekharBelum ada peringkat
- Amusement Park ProjectDokumen20 halamanAmusement Park ProjectdrkksarmaBelum ada peringkat
- 5S LayoutDokumen1 halaman5S Layouttyo_spBelum ada peringkat
- 5S - Excellence Assessment PDFDokumen2 halaman5S - Excellence Assessment PDFAshokBelum ada peringkat
- 5S TrainingDokumen29 halaman5S TrainingponBelum ada peringkat
- Shriram PistonDokumen41 halamanShriram Pistonmartial200% (1)
- Lean Manufacturing-IntroductionDokumen44 halamanLean Manufacturing-IntroductionSourav DasguptaBelum ada peringkat
- 5S Audit ProcessDokumen5 halaman5S Audit ProcessChatnoir NoirBelum ada peringkat
- Toyota 5S - ALJ GroupDokumen110 halamanToyota 5S - ALJ GroupMostafa Sherif100% (1)
- Kaizen in CAPARODokumen25 halamanKaizen in CAPAROKrishna JoshiBelum ada peringkat
- 8DDokumen117 halaman8DLokesh NarasimhaiahBelum ada peringkat
- Final Inspection - Tata Ace DiscDokumen3 halamanFinal Inspection - Tata Ace DiscazadBelum ada peringkat
- Ebook - 9 & 10 Ogos 2022 - Seminar Dan Coaching Intervensi KKP Di Tempat KerjaDokumen127 halamanEbook - 9 & 10 Ogos 2022 - Seminar Dan Coaching Intervensi KKP Di Tempat KerjaAfrina DamyaBelum ada peringkat
- 5S Thoughts - AllDokumen12 halaman5S Thoughts - Allssk3712Belum ada peringkat
- Difference Between Rework & Repair As Per IATF 16949?: by - Arun Kumar SharmaDokumen19 halamanDifference Between Rework & Repair As Per IATF 16949?: by - Arun Kumar SharmaDanang Widoyoko100% (1)
- Operator Training PointsDokumen2 halamanOperator Training PointsDisha ShahBelum ada peringkat
- 5S - Levels of ExcellenceDokumen2 halaman5S - Levels of ExcellenceHartoyo SwiBelum ada peringkat
- One Point LessonDokumen2 halamanOne Point Lessonveer_sBelum ada peringkat
- Supplier Quality Assurance in Auto SectorDokumen27 halamanSupplier Quality Assurance in Auto SectorPrakashRaiBelum ada peringkat
- Shopfloor Monitoring ChecklistDokumen1 halamanShopfloor Monitoring ChecklistSafety DeptBelum ada peringkat
- Applicatuon of 8d MethodologyDokumen11 halamanApplicatuon of 8d MethodologyR JBelum ada peringkat
- Assembly Line BalancingDokumen5 halamanAssembly Line Balancingabhijitsamanta1100% (1)
- Nucleus Training BrochureDokumen10 halamanNucleus Training BrochureKarthi ThiyagarajanBelum ada peringkat
- Questionaire Sample Answer One - MechanicalDokumen6 halamanQuestionaire Sample Answer One - MechanicalCG Nepali BabuBelum ada peringkat
- Donner CompanyDokumen4 halamanDonner CompanyFrancesco BrunoBelum ada peringkat
- IMS PolicyDokumen1 halamanIMS PolicyHamada AhmedBelum ada peringkat
- SPC ExampleDokumen1 halamanSPC ExampleHamada AhmedBelum ada peringkat
- Aggressiveness StrategyDokumen11 halamanAggressiveness StrategyHamada AhmedBelum ada peringkat
- VariationDokumen5 halamanVariationHamada AhmedBelum ada peringkat
- Why Leader FailDokumen23 halamanWhy Leader FailHamada Ahmed100% (1)
- مونوزكورىDokumen4 halamanمونوزكورىHamada AhmedBelum ada peringkat
- الأداوات السبعة للجودةDokumen69 halamanالأداوات السبعة للجودةHamada AhmedBelum ada peringkat
- 7 QC Tool PDFDokumen45 halaman7 QC Tool PDFhaohao289Belum ada peringkat
- EffectivenessDokumen10 halamanEffectivenessHamada AhmedBelum ada peringkat
- O Ee CalculatorDokumen4 halamanO Ee CalculatorHamada AhmedBelum ada peringkat
- كايزنDokumen35 halamanكايزنHamada AhmedBelum ada peringkat
- Quality ControlsDokumen7 halamanQuality ControlsHamada AhmedBelum ada peringkat
- Module 1. Situational Analysis: The Planning ProcessDokumen5 halamanModule 1. Situational Analysis: The Planning ProcessSam InokeBelum ada peringkat
- المغالطات المنطقية الDokumen60 halamanالمغالطات المنطقية الHamada AhmedBelum ada peringkat
- المفاتيح ال20 للتحسين المستمرDokumen2 halamanالمفاتيح ال20 للتحسين المستمرHamada AhmedBelum ada peringkat
- 1.0 Inventory: 3916 Wyandotte - Kansas City MO 64111 - 816-931-1414Dokumen7 halaman1.0 Inventory: 3916 Wyandotte - Kansas City MO 64111 - 816-931-1414Hamada AhmedBelum ada peringkat
- Energy Efficiency Tips For BusinessesDokumen5 halamanEnergy Efficiency Tips For BusinessesHamada AhmedBelum ada peringkat
- PvcostDokumen6 halamanPvcostHamada AhmedBelum ada peringkat
- هوشينDokumen4 halamanهوشينHamada AhmedBelum ada peringkat
- أدارة الجودة الشاملةDokumen60 halamanأدارة الجودة الشاملةHamada AhmedBelum ada peringkat
- اساسيات الكايزنDokumen1 halamanاساسيات الكايزنHamada AhmedBelum ada peringkat
- Certifying Training Materials: IBCT Standards ForDokumen6 halamanCertifying Training Materials: IBCT Standards ForHamada AhmedBelum ada peringkat
- Lean Manufacturing 5S Kaizen Radar ChartDokumen1 halamanLean Manufacturing 5S Kaizen Radar ChartHamada AhmedBelum ada peringkat
- Accurate Industrial Controls PVT LTD: Job DescriptionDokumen2 halamanAccurate Industrial Controls PVT LTD: Job DescriptionANIRBAN BISWASBelum ada peringkat
- Global Business Today 3rd Edition Hill Test BankDokumen23 halamanGlobal Business Today 3rd Edition Hill Test Bankcoltonjonessdfngaibtz100% (15)
- Homework Practice CH 6 25th EdDokumen4 halamanHomework Practice CH 6 25th EdThomas TermoteBelum ada peringkat
- Hessetal-OptionsforFormulatingaDigitalTransformationStrategy WorkingDokumen39 halamanHessetal-OptionsforFormulatingaDigitalTransformationStrategy WorkingSpide-O- BubblesBelum ada peringkat
- Chapter 6 - Job Order CostingDokumen12 halamanChapter 6 - Job Order CostingDEREJEBelum ada peringkat
- Long Arm LC-2-135121020010Dokumen3 halamanLong Arm LC-2-135121020010yBelum ada peringkat
- Industry Analysis: Threat of Threat of Threat of Bargaining Power of CompetitiveDokumen2 halamanIndustry Analysis: Threat of Threat of Threat of Bargaining Power of Competitivevasuca2007Belum ada peringkat
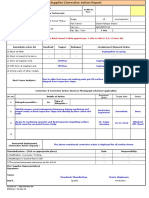
- Supplier Creation Initial Questionnaire - AribaDokumen19 halamanSupplier Creation Initial Questionnaire - AribaAs MuhammadBelum ada peringkat
- AWS PortafolioDokumen27 halamanAWS PortafolioMiguel RomeroBelum ada peringkat
- 1st Quarterly Exam Org and ManDokumen2 halaman1st Quarterly Exam Org and Mankatherine corveraBelum ada peringkat
- Mahim AssingmentDokumen18 halamanMahim AssingmentARIFUL ISLAMBelum ada peringkat
- Trout Inc. Prepared The Following Production Report-Weighted AverageDokumen4 halamanTrout Inc. Prepared The Following Production Report-Weighted AverageJalaj GuptaBelum ada peringkat
- Commercial Invoice: Reset FormDokumen3 halamanCommercial Invoice: Reset FormBen AliBelum ada peringkat
- Operations Management Mms 1Dokumen355 halamanOperations Management Mms 1amithariaBelum ada peringkat
- Sama Sama LipDokumen4 halamanSama Sama LipAnesa SimamoraBelum ada peringkat
- (Product) Construction EquipmentDokumen17 halaman(Product) Construction EquipmentmustangpipelinesBelum ada peringkat
- Test Certificate NDT / Inspection: - YOKRIDokumen9 halamanTest Certificate NDT / Inspection: - YOKRIikponmwonsaBelum ada peringkat
- DNVGL Si 0551dDokumen7 halamanDNVGL Si 0551dtallerusBelum ada peringkat
- Explain The Difference in Attitude To Risk Between European and US CompaniesDokumen3 halamanExplain The Difference in Attitude To Risk Between European and US CompaniesJomer FernandezBelum ada peringkat
- Multiple Choice Questions Regulatory FrameworkDokumen4 halamanMultiple Choice Questions Regulatory FrameworkUy Uy ChoiceBelum ada peringkat
- Dokumen - Tips - Certificate of Approval No CF 5146 Certificate No CF 5146 Hempel As Page 3Dokumen31 halamanDokumen - Tips - Certificate of Approval No CF 5146 Certificate No CF 5146 Hempel As Page 3Cyrus ChanBelum ada peringkat
- The Pros and Cons of Strategic PartnershipsDokumen2 halamanThe Pros and Cons of Strategic Partnershipstokalulu8859Belum ada peringkat
- Satair Case StudyDokumen2 halamanSatair Case StudyWadzanai MuteroBelum ada peringkat
- 2Dokumen2 halaman2Jerome Eziekel Posada PanaliganBelum ada peringkat
- Hoshin Kanri and A3 - A Proposal For Integrating Variability Into The Policy Deployment ProcessDokumen18 halamanHoshin Kanri and A3 - A Proposal For Integrating Variability Into The Policy Deployment ProcessNoé HumbertoBelum ada peringkat