Anda mungkin juga menyukai
- Failures - Lamellar Tearing Overview and Failures CasesDokumen4 halamanFailures - Lamellar Tearing Overview and Failures Cases^passwordBelum ada peringkat
- VIRGINIA CONCRETE CONFERENCE PRESENTATION ON CREEP & SHRINKAGEDokumen38 halamanVIRGINIA CONCRETE CONFERENCE PRESENTATION ON CREEP & SHRINKAGEsiva_civil4051100% (1)
- Solidification cracking prevention and detectionDokumen3 halamanSolidification cracking prevention and detectiontuanBelum ada peringkat
- ASME-Notch-Toughness & Supplementary Essential VariablesDokumen16 halamanASME-Notch-Toughness & Supplementary Essential VariablesSuleyman Halicioglu100% (2)
- LamelerDokumen5 halamanLamelerPrasetyaOne NugraHantoeBelum ada peringkat
- Stick Electrode Welding GuideDokumen44 halamanStick Electrode Welding GuideTrajan AureliusBelum ada peringkat
- Avoidance of Discontinuities in The Joint HardoxDokumen10 halamanAvoidance of Discontinuities in The Joint HardoxfsfunbBelum ada peringkat
- SteelwiseDokumen3 halamanSteelwiseAnonymous 7MdZQn1Belum ada peringkat
- Geometric shape imperfections types and causes reviewDokumen18 halamanGeometric shape imperfections types and causes reviewamit4709Belum ada peringkat
- Welding Steel and TankDokumen39 halamanWelding Steel and Tankprasanth bhadranBelum ada peringkat
- Transport in Plants: Test Yourself 9.1 (Page 178)Dokumen3 halamanTransport in Plants: Test Yourself 9.1 (Page 178)lee100% (3)
- AISC - Welding StuffDokumen3 halamanAISC - Welding StuffBoris DikovBelum ada peringkat
- Braze WeldingDokumen2 halamanBraze Weldingkevin herryBelum ada peringkat
- Sap2000 TutorialDokumen24 halamanSap2000 Tutorialhasib100% (1)
- Fatigue AssignmentDokumen10 halamanFatigue Assignmentnelis010% (1)
- Publication SAW SOUR SERVICE 2023 PDFDokumen7 halamanPublication SAW SOUR SERVICE 2023 PDFPako RosasBelum ada peringkat
- Weld FatigueDokumen10 halamanWeld FatigueBrandon AllenBelum ada peringkat
- Brittle Fracture in Steel StructuresDari EverandBrittle Fracture in Steel StructuresG.M. BoydBelum ada peringkat
- Welding Jumbo Shapes: The AISC SpecificationsDokumen12 halamanWelding Jumbo Shapes: The AISC SpecificationsamokhtaBelum ada peringkat
- Seminar 6 Precision AttachmentsDokumen30 halamanSeminar 6 Precision AttachmentsAmit Sadhwani67% (3)
- Weld defects causes and remediesDokumen10 halamanWeld defects causes and remedieskiki270977100% (1)
- Commentary On Highly Restrained Welded Connections PDFDokumen13 halamanCommentary On Highly Restrained Welded Connections PDFDaney EspinozaBelum ada peringkat
- Identify Acceptable and Unacceptable WeldsDokumen8 halamanIdentify Acceptable and Unacceptable WeldsJerome A. Gomez100% (1)
- Primary 2 (Grade 2) - GEP Practice: Contest Problems With Full SolutionsDokumen24 halamanPrimary 2 (Grade 2) - GEP Practice: Contest Problems With Full Solutionswenxinyu1002100% (1)
- Significance of Defects in WeldsDokumen9 halamanSignificance of Defects in Weldsssk48100% (1)
- Oreilly Design For Voice InterfacesDokumen37 halamanOreilly Design For Voice InterfacesHarmony JordenBelum ada peringkat
- Galling InformationDokumen3 halamanGalling Informationvp989Belum ada peringkat
- Shear Area of Reinforced Circular Concrete MembersDokumen7 halamanShear Area of Reinforced Circular Concrete MemberstrabajosicBelum ada peringkat
- Shear Area of Reinforced Circular Concrete MembersDokumen7 halamanShear Area of Reinforced Circular Concrete MemberstrabajosicBelum ada peringkat
- Weld Joint Mismatch KoçakDokumen17 halamanWeld Joint Mismatch KoçakAlberto HibinoBelum ada peringkat
- 10 Welding Defects & RemediesDokumen12 halaman10 Welding Defects & RemediesvilukBelum ada peringkat
- Topic15 2 PerformanceBasedEngineeringNotesDokumen100 halamanTopic15 2 PerformanceBasedEngineeringNotestrabajosicBelum ada peringkat
- Pile Cap DesignDokumen12 halamanPile Cap DesignBhaskar Jyoti Das100% (2)
- Geometric shape welding imperfections causes and typesDokumen12 halamanGeometric shape welding imperfections causes and typesbipete69Belum ada peringkat
- Chapter 2 - Shear Design SP 17-09-07Dokumen37 halamanChapter 2 - Shear Design SP 17-09-07Alex FerrariBelum ada peringkat
- Surface Coating ProcessesDokumen7 halamanSurface Coating ProcessesSailabala ChoudhuryBelum ada peringkat
- Lamellar tearing in welded steel platesDokumen6 halamanLamellar tearing in welded steel platesguru_terexBelum ada peringkat
- Topic15 5b AdvancedAnalysisPart2NotesDokumen90 halamanTopic15 5b AdvancedAnalysisPart2NotesIlir IbraimiBelum ada peringkat
- Effect of Elemental Sulfur On Pitting Corrosion of SteelsDokumen8 halamanEffect of Elemental Sulfur On Pitting Corrosion of SteelsGovindan KrishnamoorthybashyamBelum ada peringkat
- S4 - SD - HOTS in Practice - EnglishDokumen65 halamanS4 - SD - HOTS in Practice - EnglishIries DanoBelum ada peringkat
- Distortion-Induced Cracking During TransitDokumen7 halamanDistortion-Induced Cracking During TransittrabajosicBelum ada peringkat
- Miller - 2010 Welding Heavy Structural Steel SucessfulyyDokumen15 halamanMiller - 2010 Welding Heavy Structural Steel SucessfulyyLleiLleiBelum ada peringkat
- Vdocuments - MX Commentary On Highly Restrained Welded ConnectionsDokumen13 halamanVdocuments - MX Commentary On Highly Restrained Welded ConnectionsAnonymous s8LrTwVBelum ada peringkat
- Geometric Shape Imperfections in Welding - Causes and Acceptance StandardsDokumen16 halamanGeometric Shape Imperfections in Welding - Causes and Acceptance StandardsGabriel PanaBelum ada peringkat
- A General Review of Geometric Shape Imperfections - Types and Causes - Part 1 - Job Knowledge 67Dokumen5 halamanA General Review of Geometric Shape Imperfections - Types and Causes - Part 1 - Job Knowledge 67tuanBelum ada peringkat
- 5 Basic Weld Joint Configurations ExplainedDokumen2 halaman5 Basic Weld Joint Configurations Explainedrahul063Belum ada peringkat
- 147 FatigueProneDetails in SteelBridgesDokumen8 halaman147 FatigueProneDetails in SteelBridgesLeonardo SanchezBelum ada peringkat
- Weld Failure Causes and PreventionDokumen5 halamanWeld Failure Causes and PreventionMidhun K ChandraboseBelum ada peringkat
- 7.1 Conventional Approaches To Design Against Brittle FractureDokumen7 halaman7.1 Conventional Approaches To Design Against Brittle FracturemjinspectorBelum ada peringkat
- Fatigue Failure: Design Basis Loads and QualificationDokumen13 halamanFatigue Failure: Design Basis Loads and QualificationTalat Bin ZamanBelum ada peringkat
- Ces 822 Assignment 4 PDFDokumen4 halamanCes 822 Assignment 4 PDFSaniiBelum ada peringkat
- AISC - Experience With Use of Heavy W Shapes in TensionDokumen15 halamanAISC - Experience With Use of Heavy W Shapes in TensionChris ScheinerBelum ada peringkat
- Weld Quality Inspection and DefectsDokumen9 halamanWeld Quality Inspection and DefectsNIDHOM IQBAL RAMADHANBelum ada peringkat
- Lamellar TearingDokumen8 halamanLamellar TearingBHARANIBelum ada peringkat
- 6.LII 2012 Residual-Stress SWDDokumen12 halaman6.LII 2012 Residual-Stress SWDDimitrios ManolakosBelum ada peringkat
- Refrensi 2 ElsevierDokumen10 halamanRefrensi 2 Elseviergangdukuh251Belum ada peringkat
- Defects - Solidification Cracking - TWIDokumen8 halamanDefects - Solidification Cracking - TWIJlkKumarBelum ada peringkat
- Introduction To Oil Gas Drilling and Well OperationsDokumen27 halamanIntroduction To Oil Gas Drilling and Well OperationsMohammed Safuvan KazhungilBelum ada peringkat
- Course: Advanced Manufacturing Processes Module No. 4: Advanced Welding ProcessesDokumen8 halamanCourse: Advanced Manufacturing Processes Module No. 4: Advanced Welding ProcessesAbhishek TuliBelum ada peringkat
- Design comparison of castellated beam between IS:800-1984 and IS:800-2007Dokumen6 halamanDesign comparison of castellated beam between IS:800-1984 and IS:800-2007Samved PatelBelum ada peringkat
- Imperfect Shape and Dimensions 1674158568Dokumen22 halamanImperfect Shape and Dimensions 1674158568nenad89ck11Belum ada peringkat
- Hot CrackingDokumen3 halamanHot CrackingFsBelum ada peringkat
- Solidification CrackingDokumen4 halamanSolidification CrackingMuhammed SulfeekBelum ada peringkat
- Joining Steel MembersDokumen1 halamanJoining Steel MemberstierradiegoyahooesBelum ada peringkat
- Control Weld Distortion in 40 CharactersDokumen7 halamanControl Weld Distortion in 40 CharactersHouman HatamianBelum ada peringkat
- PV Newsletter - Volume 2012 Issue 7Dokumen8 halamanPV Newsletter - Volume 2012 Issue 7Hari PurwitoBelum ada peringkat
- Distortion Prevent and ControlDokumen14 halamanDistortion Prevent and ControlTheAnh TranBelum ada peringkat
- Influence of Friction Stir Welding Parameters On Grain Size and Formability in 5083 Aluminum AlloyDokumen15 halamanInfluence of Friction Stir Welding Parameters On Grain Size and Formability in 5083 Aluminum AlloySakthi ManokaranBelum ada peringkat
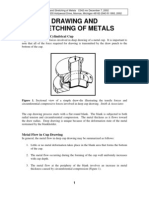
- Drawing and Stretching of MetalsDokumen16 halamanDrawing and Stretching of MetalsNavdeep Singh DhakaBelum ada peringkat
- Modes of FractureDokumen10 halamanModes of FractureAHMED DIABBelum ada peringkat
- Hossam Mahmoud Ahmed No. 28: Faculty of Engineering. Naval Architecture and Marine Engineering DepartmentDokumen14 halamanHossam Mahmoud Ahmed No. 28: Faculty of Engineering. Naval Architecture and Marine Engineering Department5030099Belum ada peringkat
- 05-01-06 Paper-Widener AIAA Tolerance 49797bDokumen9 halaman05-01-06 Paper-Widener AIAA Tolerance 49797bardionanBelum ada peringkat
- GallingDokumen6 halamanGallinghrh_pogcBelum ada peringkat
- 1 What Causes Distortion?: Longitudinal ShrinkageDokumen21 halaman1 What Causes Distortion?: Longitudinal Shrinkage4romi89Belum ada peringkat
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysDari EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysBelum ada peringkat
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Dokumen2 halamanSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You!Andres CasadoBelum ada peringkat
- StructuralPerformance Nikolaou PDFDokumen5 halamanStructuralPerformance Nikolaou PDFtrabajosicBelum ada peringkat
- Moment-Curvature & Nonlinearity PDFDokumen1 halamanMoment-Curvature & Nonlinearity PDFHyunkyoun JinBelum ada peringkat
- What Every Engineer Should Know About WeldingDokumen10 halamanWhat Every Engineer Should Know About WeldingYetkin ErdoğanBelum ada peringkat
- Seismic Earth Pressures Alternative to Mononobe-OkabeDokumen14 halamanSeismic Earth Pressures Alternative to Mononobe-OkabetrabajosicBelum ada peringkat
- Ejercicio de Soldadura AISC 2005Dokumen11 halamanEjercicio de Soldadura AISC 2005APBBelum ada peringkat
- Trunnion Anchor Rod FailuresDokumen55 halamanTrunnion Anchor Rod FailurestrabajosicBelum ada peringkat
- ATC-84 ProjectDokumen11 halamanATC-84 ProjecttrabajosicBelum ada peringkat
- SteelBuildingMaterials - Annex Ch1b Steel Ch3 GeschDokumen22 halamanSteelBuildingMaterials - Annex Ch1b Steel Ch3 GeschtrabajosicBelum ada peringkat
- Live Load ExampleDokumen6 halamanLive Load ExampletrabajosicBelum ada peringkat
- Gusset Plate Connections for Bolted and Welded Structural MembersDokumen1 halamanGusset Plate Connections for Bolted and Welded Structural MemberstrabajosicBelum ada peringkat
- Modeling of Seismic Isolators in Software ProgramsDokumen20 halamanModeling of Seismic Isolators in Software ProgramsSkerdi MucoBelum ada peringkat
- Topic15 7 SeismicIsolationNotesDokumen87 halamanTopic15 7 SeismicIsolationNotesFlorin MacinicBelum ada peringkat
- Ptrgamon SSDI 0008-8846 (95) 00209-X Performance of Concrete Under Different Curing ConditionsDokumen7 halamanPtrgamon SSDI 0008-8846 (95) 00209-X Performance of Concrete Under Different Curing ConditionstrabajosicBelum ada peringkat
- 1998-De La Llera-Modelling Aspects of Structures Isolated With The Frictional Pendulum SystemDokumen23 halaman1998-De La Llera-Modelling Aspects of Structures Isolated With The Frictional Pendulum Systemjvixtor100% (1)
- 2006 SEM BeamColumnJoints PDFDokumen19 halaman2006 SEM BeamColumnJoints PDFMohamed SalahBelum ada peringkat
- Moehle-Joints C PDFDokumen42 halamanMoehle-Joints C PDFtrabajosicBelum ada peringkat
- 10ncee 000023Dokumen12 halaman10ncee 000023trabajosicBelum ada peringkat
- Expected Levels of Damage Resulting From Expected Levels of Earthquake Ground Motions (EQGM)Dokumen1 halamanExpected Levels of Damage Resulting From Expected Levels of Earthquake Ground Motions (EQGM)trabajosicBelum ada peringkat
- Box Girder DetailingDokumen1 halamanBox Girder DetailingtrabajosicBelum ada peringkat
- Sight Reduction Tables For Marine Navigation: B, R - D, D. SDokumen12 halamanSight Reduction Tables For Marine Navigation: B, R - D, D. SGeani MihaiBelum ada peringkat
- China Sichuan Province Se'Ergu Hydro Power Project PDD 20080821Dokumen50 halamanChina Sichuan Province Se'Ergu Hydro Power Project PDD 20080821akhilkuwarBelum ada peringkat
- Silicone Bonding BrochureDokumen4 halamanSilicone Bonding BrochureAmir ShahzadBelum ada peringkat
- F&B Data Analyst Portfolio ProjectDokumen12 halamanF&B Data Analyst Portfolio ProjectTom HollandBelum ada peringkat
- Cat TSDDokumen55 halamanCat TSDvarsha sharmaBelum ada peringkat
- MMADDokumen2 halamanMMADHariharan SBelum ada peringkat
- History shapes Philippine societyDokumen4 halamanHistory shapes Philippine societyMarvin GwapoBelum ada peringkat
- Consumer BehaviourDokumen48 halamanConsumer BehaviourdooncollegeBelum ada peringkat
- Jeremy Hughes ReviewDokumen5 halamanJeremy Hughes ReviewgracecavBelum ada peringkat
- Process of Producting High Carbon Ferro ChromeDokumen5 halamanProcess of Producting High Carbon Ferro ChromeSantosh Kumar MahtoBelum ada peringkat
- Sample Interview Questions for Motivation, Communication, TeamsDokumen6 halamanSample Interview Questions for Motivation, Communication, TeamsSahibzada Muhammad MubeenBelum ada peringkat
- AMB4520R0v06: Antenna SpecificationsDokumen2 halamanAMB4520R0v06: Antenna SpecificationsЕвгений ГрязевBelum ada peringkat
- History of Veterinary MedicineDokumen25 halamanHistory of Veterinary MedicineAli AsadullahBelum ada peringkat
- Philippine Politics Concepts ExplainedDokumen3 halamanPhilippine Politics Concepts ExplainedAngel Lyn A Lacerna100% (1)
- Vonovia 9M2021 Presentation 20211118Dokumen76 halamanVonovia 9M2021 Presentation 20211118LorenzoBelum ada peringkat
- Litz Wire Termination GuideDokumen5 halamanLitz Wire Termination GuideBenjamin DoverBelum ada peringkat
- Loverpreet Chapterv 1Dokumen16 halamanLoverpreet Chapterv 1Sheikh SiddiquiBelum ada peringkat
- Mechanical EngineeringDokumen14 halamanMechanical EngineeringSamuel WozabBelum ada peringkat
- IonosondeDokumen3 halamanIonosondeFaizan GoharBelum ada peringkat
- Robotic End Effectors - Payload Vs Grip ForceDokumen8 halamanRobotic End Effectors - Payload Vs Grip ForcesamirBelum ada peringkat
- Chapter 4. Quality Service and Standards TrainingDokumen40 halamanChapter 4. Quality Service and Standards TrainingJia Mae Sapico ApantiBelum ada peringkat
- Symasym BBDokumen37 halamanSymasym BBChandraRizkyBelum ada peringkat
- Business Plan1Dokumen38 halamanBusiness Plan1Gwendolyn PansoyBelum ada peringkat
- PS Neo HSK2LCD ICON LED RF Keypad v1 0 Installation Guide R001 en FR Es PoDokumen40 halamanPS Neo HSK2LCD ICON LED RF Keypad v1 0 Installation Guide R001 en FR Es Po7seguridadBelum ada peringkat