Anda mungkin juga menyukai
- Series 60 - Section 1.9 Crankshaft Main BearingsDokumen11 halamanSeries 60 - Section 1.9 Crankshaft Main BearingsJuan RiveraBelum ada peringkat
- Remove and Install Crankshaft Main BearingsDokumen5 halamanRemove and Install Crankshaft Main BearingsBuku DigitalBelum ada peringkat
- 01 001 CrankshaftDokumen15 halaman01 001 CrankshaftYè WințBelum ada peringkat
- Torque COGINETE DE BANCADA IpentastarDokumen4 halamanTorque COGINETE DE BANCADA IpentastarStarsky UrblejoBelum ada peringkat
- Toyota Corrolla ServiceDokumen5 halamanToyota Corrolla Serviceevelyne taruvingaBelum ada peringkat
- Remove and Install Crankshaft Main BearingsDokumen4 halamanRemove and Install Crankshaft Main BearingsMax Will Carrasco SantiBelum ada peringkat
- Remove and Install Crankshaft Main BearingsDokumen4 halamanRemove and Install Crankshaft Main BearingsMayumi Lizarme BuezoBelum ada peringkat
- Volvo D13H Shop Armed Vol1Dokumen33 halamanVolvo D13H Shop Armed Vol1Roberth Sanchez100% (1)
- Ajuste y TorqueDokumen6 halamanAjuste y TorqueAlberjose Sanchez RuizBelum ada peringkat
- Steel Piston PDFDokumen14 halamanSteel Piston PDFvictoverBelum ada peringkat
- Change Procedure of Hub BearingsDokumen4 halamanChange Procedure of Hub BearingsRadu DumbravaBelum ada peringkat
- AUTOMOTIVE Servicing The GyroDokumen5 halamanAUTOMOTIVE Servicing The GyroNeil Stephen GuiaoBelum ada peringkat
- Section 1.33 Bull Gear and Camshaft Idler Gear Assembly: Figure 1. Engine Gear TrainDokumen9 halamanSection 1.33 Bull Gear and Camshaft Idler Gear Assembly: Figure 1. Engine Gear TrainJuanAméricaBerzunzaBelum ada peringkat
- Section 1.15 Crankshaft Pulley: Figure 1. Crankshaft Pulley Mounted Directly To The CrankshaftDokumen6 halamanSection 1.15 Crankshaft Pulley: Figure 1. Crankshaft Pulley Mounted Directly To The CrankshaftJose SanchezBelum ada peringkat
- Balance Shaft RemovalDokumen6 halamanBalance Shaft RemovalMartinho RangelBelum ada peringkat
- Ajuste de Valvulas PDFDokumen8 halamanAjuste de Valvulas PDFRoberto Rincon Robles100% (1)
- EP Big Bore Installation Instruction Rev4Dokumen8 halamanEP Big Bore Installation Instruction Rev4mahmoud yarahmadiBelum ada peringkat
- Pinion Assemblies - AssembleDokumen4 halamanPinion Assemblies - Assemblemijael1393Belum ada peringkat
- AZone Knowledge 2008 Dodge Charger 2.7L V6-1.17-Timing Chain Remove/installDokumen19 halamanAZone Knowledge 2008 Dodge Charger 2.7L V6-1.17-Timing Chain Remove/installVan LawsonBelum ada peringkat
- Range Rover Manual Suspension PDFDokumen14 halamanRange Rover Manual Suspension PDFsleepyninjitsuBelum ada peringkat
- AssemblyDokumen105 halamanAssemblyVinh TrinhvinhubBelum ada peringkat
- Alfa Alfasud 1.3 PDFDokumen50 halamanAlfa Alfasud 1.3 PDFnubercard6111100% (1)
- Installation Procedure: NoticeDokumen7 halamanInstallation Procedure: NoticeВиталий ОрловBelum ada peringkat
- Repair Manual Isweep 03 - 2018 - ENDokumen16 halamanRepair Manual Isweep 03 - 2018 - ENKurshisBelum ada peringkat
- Torque de Bancada DD15Dokumen6 halamanTorque de Bancada DD15Jhovanny TorresBelum ada peringkat
- 1971 Johnson 60HP Outboards Service Manual PDFDokumen5 halaman1971 Johnson 60HP Outboards Service Manual PDFChrisStainton0% (1)
- 07-124 Motor CharlynDokumen12 halaman07-124 Motor CharlynMiguel Angel Santos Pintado100% (2)
- Front Disk Brakes ConversionDokumen4 halamanFront Disk Brakes Conversionzafar11Belum ada peringkat
- Timing Belt 1.8lDokumen13 halamanTiming Belt 1.8lStuartBohmBelum ada peringkat
- Caterpiller 3508 SettingsDokumen11 halamanCaterpiller 3508 SettingsHalit Yalçınkaya88% (16)
- S18 TextDokumen128 halamanS18 TextAndy SetiawanBelum ada peringkat
- Crank Shaft PresentationgnsDokumen42 halamanCrank Shaft Presentationgnskr_abhijeet72356587100% (1)
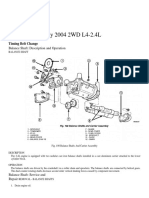
- Jeep Truck Liberty 2004 2WD L4-2.4L: Timing Belt ChangeDokumen15 halamanJeep Truck Liberty 2004 2WD L4-2.4L: Timing Belt ChangeJuan vaizBelum ada peringkat
- GM Engines v-6, V-8Dokumen23 halamanGM Engines v-6, V-8jads301179Belum ada peringkat
- Reciprocator Compact Single and MultiheadDokumen14 halamanReciprocator Compact Single and MultiheadjoecentroneBelum ada peringkat
- 3126 OverhaulDokumen2 halaman3126 Overhaullalo11715100% (2)
- Timing Chain: Service and Repair RemovalDokumen4 halamanTiming Chain: Service and Repair RemovalCris MOnteroBelum ada peringkat
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceDari EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceBelum ada peringkat
- Orbit RolDokumen12 halamanOrbit RolFabio MartinsBelum ada peringkat
- Tilton 98-1231 MC Rebuild KitDokumen1 halamanTilton 98-1231 MC Rebuild KitHaruki Tavares TutiaBelum ada peringkat
- Piston: Zoom Sized For PrintDokumen8 halamanPiston: Zoom Sized For PrintHillary WoodwardBelum ada peringkat
- CAT 3116 Motor Cat-AjustesDokumen8 halamanCAT 3116 Motor Cat-AjustesJulian Aleman100% (14)
- Camshaft Install Qr25de InstructionsDokumen3 halamanCamshaft Install Qr25de InstructionsmehralsmenschBelum ada peringkat
- Clutch ManualDokumen29 halamanClutch ManualVarun KoriviBelum ada peringkat
- 200f-917121-Chapter Six-Timing Case and Drive Assembly PDokumen16 halaman200f-917121-Chapter Six-Timing Case and Drive Assembly PindrajayaBelum ada peringkat
- Crankshaft - InstallDokumen7 halamanCrankshaft - InstallLeonardo PerezBelum ada peringkat
- 6Dokumen4 halaman6George GuerreroBelum ada peringkat
- 12V Cummins Torque Specs PDFDokumen8 halaman12V Cummins Torque Specs PDF180976Belum ada peringkat
- Manual de Instalacion Angelus 60LDokumen15 halamanManual de Instalacion Angelus 60LAnonymous WaC9PaQmr100% (1)
- Bull Gear InstallationDokumen9 halamanBull Gear InstallationKikin HermantoBelum ada peringkat
- 1A Motorkapitlet Diesel Motor VerkstadsmanualDokumen35 halaman1A Motorkapitlet Diesel Motor Verkstadsmanualgdrakas42100% (1)
- 2002 Nissan Altima 2.5 Timing Chain MarksDokumen16 halaman2002 Nissan Altima 2.5 Timing Chain MarksInternal88100% (1)
- Kbu KBZ2Dokumen8 halamanKbu KBZ2Andrew VBelum ada peringkat
- Two Cycle Carburetor and the Back Alley MechanicDari EverandTwo Cycle Carburetor and the Back Alley MechanicPenilaian: 4.5 dari 5 bintang4.5/5 (2)
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsDari EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsPenilaian: 4 dari 5 bintang4/5 (1)
- Jeep 4.0 Engines: How to Rebuild and ModifyDari EverandJeep 4.0 Engines: How to Rebuild and ModifyPenilaian: 3 dari 5 bintang3/5 (2)
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesDari EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesPenilaian: 5 dari 5 bintang5/5 (1)
- Gun Digest American Arms ATI GSG-5 Assembly/Disassembly InstructionsDari EverandGun Digest American Arms ATI GSG-5 Assembly/Disassembly InstructionsBelum ada peringkat
- General Mathematics SS3 2ND Term SchemeDokumen2 halamanGeneral Mathematics SS3 2ND Term Schemesam kaluBelum ada peringkat
- Debate Lesson PlanDokumen3 halamanDebate Lesson Planapi-280689729Belum ada peringkat
- Ojt Evaluation Forms (Supervised Industry Training) SampleDokumen5 halamanOjt Evaluation Forms (Supervised Industry Training) SampleJayJay Jimenez100% (3)
- RTD IncotestDokumen2 halamanRTD IncotestJabari KaneBelum ada peringkat
- Teks Pengacaraan Majlis Perpisahan PerpindahandocDokumen8 halamanTeks Pengacaraan Majlis Perpisahan PerpindahandocTom O Hard JoBelum ada peringkat
- Registration Form - Synergies in Communication - 6th Edition - 2017-Drobot AnaDokumen3 halamanRegistration Form - Synergies in Communication - 6th Edition - 2017-Drobot AnaAna IrinaBelum ada peringkat
- Concise Beam DemoDokumen33 halamanConcise Beam DemoluciafmBelum ada peringkat
- Miata Wiring NA8 DiagramDokumen65 halamanMiata Wiring NA8 DiagramseanBelum ada peringkat
- CV TitchievDokumen3 halamanCV TitchievIna FarcosBelum ada peringkat
- Boq Cme: 1 Pole Foundation Soil WorkDokumen1 halamanBoq Cme: 1 Pole Foundation Soil WorkyuwonoBelum ada peringkat
- Some Solutions To Enderton LogicDokumen16 halamanSome Solutions To Enderton LogicJason100% (1)
- Neural Computing and ApplicationsDokumen49 halamanNeural Computing and ApplicationsLine PhamBelum ada peringkat
- Schematic Circuits: Section C - ElectricsDokumen1 halamanSchematic Circuits: Section C - ElectricsIonut GrozaBelum ada peringkat
- Prof Ed 3 Module 1Dokumen9 halamanProf Ed 3 Module 1alexa dawatBelum ada peringkat
- Regression Week 2: Multiple Linear Regression Assignment 1: If You Are Using Graphlab CreateDokumen1 halamanRegression Week 2: Multiple Linear Regression Assignment 1: If You Are Using Graphlab CreateSamBelum ada peringkat
- Comsol - Guidelines For Modeling Rotating Machines in 3DDokumen30 halamanComsol - Guidelines For Modeling Rotating Machines in 3DtiberiupazaraBelum ada peringkat
- Résumé Emily Martin FullDokumen3 halamanRésumé Emily Martin FullEmily MartinBelum ada peringkat
- Chapter 3: Verbal Communication SkillsDokumen14 halamanChapter 3: Verbal Communication SkillsFares EL DeenBelum ada peringkat
- Pitch AnythingDokumen8 halamanPitch AnythingDoland drumb100% (1)
- The Making of A Scientist Class 10Dokumen2 halamanThe Making of A Scientist Class 10abhigna.ravikumarBelum ada peringkat
- SUNGLAO - TM PortfolioDokumen60 halamanSUNGLAO - TM PortfolioGIZELLE SUNGLAOBelum ada peringkat
- All Siae Skus: SF Product Name SIAE Product Code Descrip:on Availability Product Family Unit LIST Price ($)Dokumen7 halamanAll Siae Skus: SF Product Name SIAE Product Code Descrip:on Availability Product Family Unit LIST Price ($)Emerson Mayon SanchezBelum ada peringkat
- Disbursement VoucherDokumen7 halamanDisbursement VoucherDan MarkBelum ada peringkat
- Do I Need A 1PPS Box For My Mulitbeam SystemDokumen3 halamanDo I Need A 1PPS Box For My Mulitbeam SystemutkuBelum ada peringkat
- Basic Concept of ProbabilityDokumen12 halamanBasic Concept of Probability8wc9sncvpwBelum ada peringkat
- sp.1.3.3 Atoms,+Elements+&+Molecules+ActivityDokumen4 halamansp.1.3.3 Atoms,+Elements+&+Molecules+ActivityBryaniBelum ada peringkat
- Experiment 2: Multimeter Laboratory ReportDokumen4 halamanExperiment 2: Multimeter Laboratory ReportNoir SalifoBelum ada peringkat
- Read The Dialogue Below and Answer The Following QuestionDokumen5 halamanRead The Dialogue Below and Answer The Following QuestionDavid GainesBelum ada peringkat
- 96 Dec2018 NZGeoNews PDFDokumen139 halaman96 Dec2018 NZGeoNews PDFAditya PrasadBelum ada peringkat
- Module 1 Dynamics of Rigid BodiesDokumen11 halamanModule 1 Dynamics of Rigid BodiesBilly Joel DasmariñasBelum ada peringkat