Anda mungkin juga menyukai
- Vibration Analysis PDFDokumen6 halamanVibration Analysis PDFBipin RohitBelum ada peringkat
- Mayer Stark and Ambrose 2000 Fatigue Design Procedures PDFDokumen7 halamanMayer Stark and Ambrose 2000 Fatigue Design Procedures PDFMas Arman TewoBelum ada peringkat
- Bolt Torques For ASME B16.5 Flanges With Sheet Gaskets To ASME B16.21Dokumen30 halamanBolt Torques For ASME B16.5 Flanges With Sheet Gaskets To ASME B16.21huangjlBelum ada peringkat
- GB5782 外形尺寸及重量表 六角头 -C级 GB5780Dokumen2 halamanGB5782 外形尺寸及重量表 六角头 -C级 GB5780huangjlBelum ada peringkat
- Fuel Pump HP CalculationsDokumen8 halamanFuel Pump HP CalculationshuangjlBelum ada peringkat
- Bolt Tension & Torque CalculationDokumen1 halamanBolt Tension & Torque CalculationhuangjlBelum ada peringkat
- 职场英语对话Dokumen21 halaman职场英语对话huangjlBelum ada peringkat
- Surge Tank Size and CostDokumen1 halamanSurge Tank Size and CosthuangjlBelum ada peringkat
- Piping Design Maximun Flow Rate in Piping SystemDokumen1 halamanPiping Design Maximun Flow Rate in Piping SystemhuangjlBelum ada peringkat
- Volumes AndweightsDokumen2 halamanVolumes AndweightsmohdnazirBelum ada peringkat
- Estimating TemplateDokumen16 halamanEstimating TemplatehuangjlBelum ada peringkat
- Heat TransferDokumen1 halamanHeat TransferhuangjlBelum ada peringkat
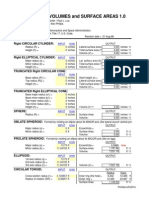
- Tank Volumes & Surf AreasDokumen4 halamanTank Volumes & Surf AreashuangjlBelum ada peringkat
- Heat TransferDokumen1 halamanHeat TransferhuangjlBelum ada peringkat
- Load CalcDokumen69 halamanLoad Calcmyusuf_engineerBelum ada peringkat
- 03 Heat ExchangerDokumen17 halaman03 Heat ExchangerhuangjlBelum ada peringkat
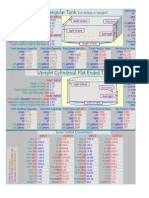
- Tank 2bDokumen1 halamanTank 2bMukeshSharmaBelum ada peringkat
- NPSH CalculationDokumen1 halamanNPSH CalculationhuangjlBelum ada peringkat
- RIG TableDokumen258 halamanRIG TablehuangjlBelum ada peringkat
- SVS Well hydraulic calculations and drilling parametersDokumen1 halamanSVS Well hydraulic calculations and drilling parametershuangjlBelum ada peringkat
- Pump CalculationDokumen4 halamanPump CalculationhuangjlBelum ada peringkat
- Conical TankDokumen2 halamanConical TankhuangjlBelum ada peringkat
- Induced Draft Cooling Tower PM Emissions SpreadsheetDokumen1 halamanInduced Draft Cooling Tower PM Emissions SpreadsheethuangjlBelum ada peringkat
- Fuel Pump HP CalculationsDokumen8 halamanFuel Pump HP CalculationshuangjlBelum ada peringkat
- Load Capacity Crack Length CalculationDokumen28 halamanLoad Capacity Crack Length Calculationharikrishnanpd3327Belum ada peringkat
- PipeData Rev ADokumen5 halamanPipeData Rev AhuangjlBelum ada peringkat
- insulation cal (绝热厚度计算)Dokumen4 halamaninsulation cal (绝热厚度计算)huangjlBelum ada peringkat
- Tank VolDokumen4 halamanTank VolgrabettyBelum ada peringkat
- API 650 Tank Data Sheet SummaryDokumen3 halamanAPI 650 Tank Data Sheet SummaryhuangjlBelum ada peringkat
- Tanks Hell Min ThicknessDokumen1 halamanTanks Hell Min ThicknesshuangjlBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Cooling Rates and Hardness in Welded Carbon SteelDokumen9 halamanCooling Rates and Hardness in Welded Carbon SteelBHARANIBelum ada peringkat
- CalcinationDokumen6 halamanCalcinationRogerio CannoniBelum ada peringkat
- Book II Class Xi - MergedDokumen149 halamanBook II Class Xi - Mergedno oneBelum ada peringkat
- TSPSC AEE Mechanical Paper-2 Study Material by SRINIVASMechDokumen700 halamanTSPSC AEE Mechanical Paper-2 Study Material by SRINIVASMechgramapanchayat gudadpallyBelum ada peringkat
- Multi Tubular Reactor ModelingDokumen9 halamanMulti Tubular Reactor ModelingJung Hyun ChoiBelum ada peringkat
- First Law of ThermodynamicsDokumen21 halamanFirst Law of ThermodynamicsMariam50% (2)
- HTRI Xchanger SuiteDokumen2 halamanHTRI Xchanger SuiteYap HS67% (3)
- Physical Chemistry 2Dokumen288 halamanPhysical Chemistry 2Islombek TurgunboevBelum ada peringkat
- Growing and Testing Mycelium Bricks As BuildingDokumen7 halamanGrowing and Testing Mycelium Bricks As BuildingMuhammad Wildan RamadhaniBelum ada peringkat
- Conduction LessonDokumen7 halamanConduction Lessonapi-3154600320% (1)
- Moodle Basic ThermodynamicsDokumen14 halamanMoodle Basic ThermodynamicsArpan BiswasBelum ada peringkat
- Chemkin PDFDokumen44 halamanChemkin PDFmohamedIGCMOBelum ada peringkat
- GAVHANEChemlEnggCat2010 PDFDokumen9 halamanGAVHANEChemlEnggCat2010 PDFJosè Helì Vallejos Coronado0% (1)
- CDIDokumen177 halamanCDISeagal UmarBelum ada peringkat
- Engineered Solutions For Animal Heat Stress Abatement in Livestock BuildingsDokumen22 halamanEngineered Solutions For Animal Heat Stress Abatement in Livestock BuildingsAdrian PopaBelum ada peringkat
- CHE 4173 Sustainable Processing II: Heat Exchanger Network (HEN) - Composite CurvesDokumen32 halamanCHE 4173 Sustainable Processing II: Heat Exchanger Network (HEN) - Composite CurvesLeon TanBelum ada peringkat
- STHE As Closed Feed Water HeaterDokumen56 halamanSTHE As Closed Feed Water HeatersrinivasBelum ada peringkat
- Standards - Based Instruction and Assessment Rubric For Chemistry Content StandardsDokumen20 halamanStandards - Based Instruction and Assessment Rubric For Chemistry Content Standardsjamz_s100% (1)
- Design of Waste Heat Driven Vapour Adsorption Cooling SystemDokumen5 halamanDesign of Waste Heat Driven Vapour Adsorption Cooling SystemsisayBelum ada peringkat
- Predicting Temperature in Damaged Steel Fire ProtectionDokumen20 halamanPredicting Temperature in Damaged Steel Fire ProtectionBaptista XimenesBelum ada peringkat
- Plate Heat ExchangerDokumen10 halamanPlate Heat ExchangerFoo He Xuan100% (2)
- 14Dokumen19 halaman14Habibur RahmanBelum ada peringkat
- Evaluation of Properties and FEM Model of The Friction Welded Mild Steel-Al6061-AluminaDokumen15 halamanEvaluation of Properties and FEM Model of The Friction Welded Mild Steel-Al6061-AluminaKamel FedaouiBelum ada peringkat
- Outdoor-Eic Understanding Heatload EbookDokumen9 halamanOutdoor-Eic Understanding Heatload EbookPeggy PattenBelum ada peringkat
- Boiling and CondensationDokumen12 halamanBoiling and CondensationKarthik SadasivuniBelum ada peringkat
- Physics 157 Homework 5 Thermodynamics SkillsDokumen5 halamanPhysics 157 Homework 5 Thermodynamics SkillsSherin HamidBelum ada peringkat
- Epf 4802 Chap 10 Heat IntegDokumen92 halamanEpf 4802 Chap 10 Heat IntegMiaoluan ChanBelum ada peringkat
- Thermodynamics PDFDokumen24 halamanThermodynamics PDFJasmine CortezBelum ada peringkat
- Heat Transfer CHE F241: Basic ConceptsDokumen36 halamanHeat Transfer CHE F241: Basic ConceptsHritik LalBelum ada peringkat
- Air Cooled Heat Exchangers - GEA BrochureDokumen16 halamanAir Cooled Heat Exchangers - GEA BrochurenorthstarleoBelum ada peringkat