Anda mungkin juga menyukai
- Matriz EFE - EFIDokumen16 halamanMatriz EFE - EFIChristianRuizAldave100% (1)
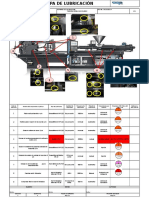
- Mapas de LubricacionDokumen14 halamanMapas de LubricacionJorge Hernandez Rivera67% (3)
- Líneas de Transferencia y Sistemas de Manufactura Automatizados SimilaresDokumen49 halamanLíneas de Transferencia y Sistemas de Manufactura Automatizados SimilaresGamaliel Contreras0% (2)
- Act6 E2 EquipoDokumen12 halamanAct6 E2 EquipoIsaac Martinez Hernandez0% (2)
- GranalladoDokumen32 halamanGranalladojose.figueroa@foseco.comBelum ada peringkat
- Generacion de DeclaraciónDokumen8 halamanGeneracion de Declaraciónsergio154Belum ada peringkat
- Deformación de Plástico Politurietizado Sobre La Mezcla de RibonutrientesDokumen8 halamanDeformación de Plástico Politurietizado Sobre La Mezcla de Ribonutrientessergio154Belum ada peringkat
- Termoformado de Plasticos Con Fluorcondesador CuanticoDokumen1 halamanTermoformado de Plasticos Con Fluorcondesador Cuanticosergio154Belum ada peringkat
- Termoformado de Plasticos Con Fluorcondesador CuanticoDokumen1 halamanTermoformado de Plasticos Con Fluorcondesador Cuanticosergio154Belum ada peringkat
- 6.0 Formato Metrados - Redes de AlcantarilladoDokumen26 halaman6.0 Formato Metrados - Redes de AlcantarilladosadhafzBelum ada peringkat
- Evolucion de Sistemas de ProduccionDokumen20 halamanEvolucion de Sistemas de Produccionruthgamo83% (18)
- Practicas de EconomiaDokumen20 halamanPracticas de EconomiaJuan Carlos MorenoBelum ada peringkat
- (MKT) Productos Unitarios, Lineas y Mezclas de ProductosDokumen20 halaman(MKT) Productos Unitarios, Lineas y Mezclas de ProductosGabby BarocioBelum ada peringkat
- Tiempos Modernos PDFDokumen21 halamanTiempos Modernos PDFTatiana RosasBelum ada peringkat
- Tratadosde Libre Comercio 1ra EdiciónDokumen20 halamanTratadosde Libre Comercio 1ra EdiciónANGIEBelum ada peringkat
- Empresa de Confecciones Quevi S Jeans (Plan de Negocios)Dokumen205 halamanEmpresa de Confecciones Quevi S Jeans (Plan de Negocios)hugogalindo50% (2)
- Edificio de Alta ComplejidadDokumen18 halamanEdificio de Alta ComplejidadCamila RodasBelum ada peringkat
- Cianura DoDokumen4 halamanCianura Doangelmarquez912Belum ada peringkat
- Desarrollo de Capital HumanoDokumen18 halamanDesarrollo de Capital HumanoLuz Elena Sanchez BecerraBelum ada peringkat
- Unidad IV Inventarios y AlmacenesDokumen26 halamanUnidad IV Inventarios y AlmacenesLuis Angel Vera Alejandro100% (3)
- Capri BrochureDokumen24 halamanCapri BrochureWilfredoBelum ada peringkat
- Fichas Resumen TecnoporDokumen5 halamanFichas Resumen TecnoporRafael Uzeda GarciaBelum ada peringkat
- (1971) André Gunder Frank. Hacia Una Teoría Histórica Del Subdesarrollo Capitalista en Asia, África y América Latina (En: Revista de La UNAL, N° 8, Febrero)Dokumen27 halaman(1971) André Gunder Frank. Hacia Una Teoría Histórica Del Subdesarrollo Capitalista en Asia, África y América Latina (En: Revista de La UNAL, N° 8, Febrero)Archivo André Gunder Frank [1929-2005]Belum ada peringkat
- Plan de Manejo de Residuos SoliDokumen7 halamanPlan de Manejo de Residuos SoliYANIBelum ada peringkat
- Triptico Español-Petroline ErfvDokumen2 halamanTriptico Español-Petroline ErfvWitchfinder GeneralBelum ada peringkat
- Memoria de Calculo: Entrepiso (+4,25) STEEL - FRAME Edificios #7, 8 Y 9Dokumen5 halamanMemoria de Calculo: Entrepiso (+4,25) STEEL - FRAME Edificios #7, 8 Y 9Mauricio OrtegonBelum ada peringkat
- A36 CementadoDokumen2 halamanA36 CementadoStevenPalacios100% (1)
- AislantesDokumen4 halamanAislantesOscar MorelloBelum ada peringkat
- Recursos en Logistica MineraDokumen5 halamanRecursos en Logistica MineraJuan Xoán JoneverBelum ada peringkat
- Baterias PowerSafe ES OPzV RS 001 - 0403Dokumen2 halamanBaterias PowerSafe ES OPzV RS 001 - 0403Raul Guevara AscanBelum ada peringkat
- Memoria Descriptiva CooperativaDokumen6 halamanMemoria Descriptiva Cooperativadhfgfdb gdhdfjfBelum ada peringkat
- Geografía Económica InternacionalDokumen7 halamanGeografía Económica InternacionalmartinBelum ada peringkat
- Populismo y GetulismoDokumen17 halamanPopulismo y GetulismoKike RFBelum ada peringkat
- Trabajo Colaborativo Fase 3 212028 14Dokumen14 halamanTrabajo Colaborativo Fase 3 212028 14JENNY PAOLA PAREDES BUITRAGOBelum ada peringkat