Anda mungkin juga menyukai
- Evidencia 1 Codigos y Normas de SoldaduraDokumen4 halamanEvidencia 1 Codigos y Normas de SoldaduraErika Kamila Silva figueroaBelum ada peringkat
- Inspeccion de Cordones de Soldadura Con Tintas Penetrantes (v01)Dokumen6 halamanInspeccion de Cordones de Soldadura Con Tintas Penetrantes (v01)Juan Carlos Nuñez Vera100% (1)
- (Soldadura en Z) AWS D1.1 & DIN 18 800-1Dokumen3 halaman(Soldadura en Z) AWS D1.1 & DIN 18 800-1joseBelum ada peringkat
- Formatos SoldaduraDokumen10 halamanFormatos SoldaduraJose A Ventura75% (4)
- Montaje de soportes y ensamblaje de tuberías. FMEC0108Dari EverandMontaje de soportes y ensamblaje de tuberías. FMEC0108Penilaian: 5 dari 5 bintang5/5 (1)
- Inspecsolinf 2Dokumen23 halamanInspecsolinf 2Shary Silva100% (1)
- Prueba de Adherencia Por CorteDokumen8 halamanPrueba de Adherencia Por CorteDiego Cahuaya AlbinoBelum ada peringkat
- Procedimiento de Inspección Visual de SoldaduraDokumen9 halamanProcedimiento de Inspección Visual de SoldaduraBrayan Oscar Pacora Juro100% (3)
- Cc-l-002 Plan de Puntos de InspecciónDokumen6 halamanCc-l-002 Plan de Puntos de InspecciónjuanBelum ada peringkat
- Informe de Inspección de SoldaduraDokumen34 halamanInforme de Inspección de SoldaduraTonhi100% (1)
- PE-CON-SOL-01 - 1 Procedimiento de Calificación de SoldadoresDokumen5 halamanPE-CON-SOL-01 - 1 Procedimiento de Calificación de SoldadoresAlejandro Nieto100% (1)
- Procedimiento de Reparación de Soldadura en Empalmes de VigasDokumen7 halamanProcedimiento de Reparación de Soldadura en Empalmes de Vigasodiseo_28Belum ada peringkat
- Revelador - Certificado de Calidad - CantescoDokumen2 halamanRevelador - Certificado de Calidad - CantescoJosé Luis Tola100% (2)
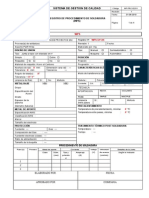
- WPS. Registro de Procedimiento de Soldadura, WPQDokumen4 halamanWPS. Registro de Procedimiento de Soldadura, WPQRodrigo Salinas100% (2)
- Mod 3 - Inspección VisualDokumen72 halamanMod 3 - Inspección Visualleinad_nabetseBelum ada peringkat
- Procedimiento Soldadura, Montaje de Tuberia y Elementos MetalicosDokumen15 halamanProcedimiento Soldadura, Montaje de Tuberia y Elementos MetalicosSip ConsultingBelum ada peringkat
- Formato Inspección Visual de SoldaduraDokumen0 halamanFormato Inspección Visual de SoldadurajapeleBelum ada peringkat
- Control de Calidad en SoldaduraDokumen86 halamanControl de Calidad en Soldaduraovelasquez1160Belum ada peringkat
- PBVNT0453100 - Procedimiento de Contrastacion de Maquina de SoldarDokumen11 halamanPBVNT0453100 - Procedimiento de Contrastacion de Maquina de SoldarJose Jarol Mirano SoplaBelum ada peringkat
- Informe 2 InspecsoldDokumen5 halamanInforme 2 InspecsoldShary SilvaBelum ada peringkat
- QC IndexDokumen62 halamanQC IndexyahirrocagalindoBelum ada peringkat
- PQR HojaDokumen2 halamanPQR Hojacarlos caiza100% (1)
- Refractarios en HornosDokumen366 halamanRefractarios en Hornoscoli15100% (1)
- Normas Aashto y Astm ActualizadasDokumen1 halamanNormas Aashto y Astm ActualizadasICIA SA de CV100% (1)
- Procedimiento para Pruebas de Vacio en TanquesDokumen8 halamanProcedimiento para Pruebas de Vacio en TanquesCamilo Araujo100% (4)
- Formato WPSDokumen2 halamanFormato WPSDIEGO ALEXEI GUAUQUE GUIZABelum ada peringkat
- Cotización No. 25 R1Dokumen3 halamanCotización No. 25 R1Aries MarteBelum ada peringkat
- Trabajo TuberiaDokumen7 halamanTrabajo TuberiaDaniel Villanueva CastilloBelum ada peringkat
- Registro de Liquidos Penetrantes - InG - CMII - 005Dokumen8 halamanRegistro de Liquidos Penetrantes - InG - CMII - 005Luis Alexander Cristobal UbaldoBelum ada peringkat
- Pro-cme-07.Procedimiento Prueba de HermeticidadDokumen6 halamanPro-cme-07.Procedimiento Prueba de HermeticidadCarlo Lara100% (1)
- Registro de Inspeccion Tintes Penetrantes 1Dokumen1 halamanRegistro de Inspeccion Tintes Penetrantes 1Luisf Ch B100% (2)
- Ficha de Inspeccion Liquidos Penetrantes IIDokumen2 halamanFicha de Inspeccion Liquidos Penetrantes IIJuan Pablo Medina PaezBelum ada peringkat
- Informe de Calidad de Soldadura (Ceyca) (01!07!10)Dokumen61 halamanInforme de Calidad de Soldadura (Ceyca) (01!07!10)carlospelaezBelum ada peringkat
- Bermejo Ronal Inf1Dokumen7 halamanBermejo Ronal Inf1ronald bermejoBelum ada peringkat
- ENCHAPESDokumen13 halamanENCHAPESLiz GLBelum ada peringkat
- CuestionarioDokumen5 halamanCuestionarioEdgar Augusto Chavarro Parra67% (3)
- pROCEDIEMIENTOS SOLDARDokumen9 halamanpROCEDIEMIENTOS SOLDAREdwar Fabian MengualBelum ada peringkat
- PE715 Proceso Reparacion de Soldaduras Rev 1Dokumen8 halamanPE715 Proceso Reparacion de Soldaduras Rev 1Carlos Cesar Rosas PuyoBelum ada peringkat
- Certificado de Calidad: M-0FE02-0048826-5170806907-90000-1 - 1 N°Dokumen2 halamanCertificado de Calidad: M-0FE02-0048826-5170806907-90000-1 - 1 N°efrain quispe huamani100% (1)
- Foro de Discusión 3Dokumen2 halamanForo de Discusión 3beltranBelum ada peringkat
- Foro Tematico Semana 4Dokumen1 halamanForo Tematico Semana 4Roberto BriseñoBelum ada peringkat
- Formato Evidencia Producto Guia4Dokumen1 halamanFormato Evidencia Producto Guia4Fabian MartinezBelum ada peringkat
- Grupo4 Inf2Dokumen21 halamanGrupo4 Inf2Brian Cherres CastañedaBelum ada peringkat
- Ficha Visual - No FerrosoDokumen3 halamanFicha Visual - No FerrosoChuquiruna EdBelum ada peringkat
- Protocolo Tintas PenetrantesDokumen4 halamanProtocolo Tintas PenetrantesJaime Chavez0% (1)
- Informe de Visita de Obra n1 OjedaDokumen8 halamanInforme de Visita de Obra n1 OjedaAlex Alfredo RGBelum ada peringkat
- Mej PRT 001 Pruebas de Estanqueidad para Piscinas y Eskimmer SDokumen5 halamanMej PRT 001 Pruebas de Estanqueidad para Piscinas y Eskimmer SNelly Torres CruzBelum ada peringkat
- 322188177-Codigos-Normas-y-Especificaciones v1Dokumen6 halaman322188177-Codigos-Normas-y-Especificaciones v1APTunersMotorsportBelum ada peringkat
- Certificado Sap 3Dokumen1 halamanCertificado Sap 3Jose Orlando Vasquez HuapayaBelum ada peringkat
- Tabla Comparativa Entre Código, Norma y Especificación en SoldaduraDokumen4 halamanTabla Comparativa Entre Código, Norma y Especificación en SoldaduraWilliam GómezBelum ada peringkat
- Plantilla para Prueba VacíoDokumen2 halamanPlantilla para Prueba VacíoJaime Vera100% (2)
- 2019-022 - Certificado de Calidad-Pernos Cabeza de Coche PDFDokumen1 halaman2019-022 - Certificado de Calidad-Pernos Cabeza de Coche PDFNino OskaBelum ada peringkat
- Informe Inspección Motor WEG 50HP W22Dokumen3 halamanInforme Inspección Motor WEG 50HP W22Juan David Yepez Monteros100% (1)
- Evidencia 3 Formato WpsDokumen2 halamanEvidencia 3 Formato WpsJuanitoBelum ada peringkat
- Itp-Lim-04 Procedimiento Metal Base y Soldadura VTDokumen8 halamanItp-Lim-04 Procedimiento Metal Base y Soldadura VTmisaelza100% (1)
- Examen Solis ManttoDokumen3 halamanExamen Solis ManttoAmiel MTBelum ada peringkat
- Presentación - Pernos y TornillosDokumen23 halamanPresentación - Pernos y TornilloshagonzalBelum ada peringkat
- Act4nEvidencian3ndatos 365f1f25add9a3eDokumen4 halamanAct4nEvidencian3ndatos 365f1f25add9a3eDIEGO ALEXEI GUAUQUE GUIZA100% (1)
- ENSAYO Tintas Penetrantes - ESTRUCTURADokumen1 halamanENSAYO Tintas Penetrantes - ESTRUCTURAivanbfBelum ada peringkat
- ASCOOSPETROL SGC F END VT 01 Inspeccion Visual de SoldaduraDokumen1 halamanASCOOSPETROL SGC F END VT 01 Inspeccion Visual de SoldaduraJorge Enrique Montes CabreraBelum ada peringkat
- Esp. Capitulo 6 Aws d1.5m-d1.5 - 2020Dokumen19 halamanEsp. Capitulo 6 Aws d1.5m-d1.5 - 2020Carlos de la MoraBelum ada peringkat
- Especificacion de Pernos - Rev1Dokumen17 halamanEspecificacion de Pernos - Rev1Benjamin Enmanuel Mango DBelum ada peringkat
- Soldadura de Tuberia y Accesorios de Anc DN 4Dokumen13 halamanSoldadura de Tuberia y Accesorios de Anc DN 4Jorge A. Galindo AsturizagaBelum ada peringkat
- Proyecto de Investigacion Materiales de ConstruccionDokumen33 halamanProyecto de Investigacion Materiales de ConstruccionCirce PastoraBelum ada peringkat
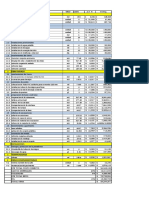
- 3.3. Presupuesto DetalladoDokumen4 halaman3.3. Presupuesto DetalladoRonaldBelum ada peringkat
- Trabajo Infraestructura CheckDokumen128 halamanTrabajo Infraestructura CheckGabo RgonzalezBelum ada peringkat
- BASES CalaminaDokumen5 halamanBASES CalaminaYeral SucaidBelum ada peringkat
- Apu 6Dokumen22 halamanApu 6Julian FuentesBelum ada peringkat
- Catalogo Ikea 2018 41913506 PDFDokumen84 halamanCatalogo Ikea 2018 41913506 PDFMatildeRitaBelum ada peringkat
- Analaisis 4Dokumen154 halamanAnalaisis 4Segundo Llurlinio Panduro MartinBelum ada peringkat
- Steel DeckDokumen5 halamanSteel Deckcamilo herreraBelum ada peringkat
- Conductores AcsrDokumen3 halamanConductores AcsrluisBelum ada peringkat
- Columna Pasarela 12 L70 Aguas AbajoDokumen3 halamanColumna Pasarela 12 L70 Aguas AbajoAldo Gary Gómez LópezBelum ada peringkat
- Especificaciones Técnicas Ofelia Roldos Mecanicos y SCDokumen282 halamanEspecificaciones Técnicas Ofelia Roldos Mecanicos y SCmanuelochoa89marzo_5Belum ada peringkat
- Informe Yovana 7 OctubreDokumen26 halamanInforme Yovana 7 OctubreAdemir Colque floresBelum ada peringkat
- Diagrama TTTDokumen1 halamanDiagrama TTTCandido De La OBelum ada peringkat
- Catalogo FranchiniDokumen34 halamanCatalogo FranchiniWALTER CORONADOBelum ada peringkat
- Calculo de Perdida de Cargas en TuberiasDokumen12 halamanCalculo de Perdida de Cargas en TuberiaslizBelum ada peringkat
- Propuesta Economica OkDokumen3 halamanPropuesta Economica Okconsorcio rgBelum ada peringkat
- Modelo de Insumos para Un Presupuesto de CanalDokumen2 halamanModelo de Insumos para Un Presupuesto de CanalCorporación TritonBelum ada peringkat
- NCh0698-74 ACERO - BRRAS Y PERF PDFDokumen17 halamanNCh0698-74 ACERO - BRRAS Y PERF PDFJohn Alejandro De La Cruz MejiasBelum ada peringkat
- Precios IcafelDokumen16 halamanPrecios IcafelALEJITA0916Belum ada peringkat
- Cubierta IsodecDokumen1 halamanCubierta IsodecCarol YactayoBelum ada peringkat
- Capitulo 9 Sistema Subdrenaje GeodrenDokumen12 halamanCapitulo 9 Sistema Subdrenaje Geodrenpablo0321Belum ada peringkat
- Presupuesto Muros de ContencionDokumen6 halamanPresupuesto Muros de ContencionGinquel Ladines QuezadaBelum ada peringkat
- Cemento AlisadoDokumen7 halamanCemento AlisadoHaston BillBelum ada peringkat
- Cuáles Son Las 12 Propiedades MecánicasDokumen2 halamanCuáles Son Las 12 Propiedades Mecánicasoscar lagunesBelum ada peringkat
- Rad 322 B 2Dokumen9 halamanRad 322 B 2German Lobato MendozaBelum ada peringkat
- BeseCoat PermaBaseDokumen2 halamanBeseCoat PermaBaseAndrea Paola Chavez CentenoBelum ada peringkat
- L.B. Menca de LeoniDokumen14 halamanL.B. Menca de LeoniLuis FuentesBelum ada peringkat