Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Product Manual For Explosive Atmospheres - Part 1 - Equipment Protection by Flameproof Enlcosures "D" ACCORDING TO IS/IEC 60079 (PART 1) : 2014Dokumen7 halamanProduct Manual For Explosive Atmospheres - Part 1 - Equipment Protection by Flameproof Enlcosures "D" ACCORDING TO IS/IEC 60079 (PART 1) : 2014ranjith_007Belum ada peringkat
- Iec 60721-3 PDFDokumen22 halamanIec 60721-3 PDFsuresh kumar100% (1)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- 012 Goppit PE File Format RevEngineering View Goppit CBJ-2005-74 PDFDokumen100 halaman012 Goppit PE File Format RevEngineering View Goppit CBJ-2005-74 PDFz4rm4r100% (1)
- Automatic Night Lamp Using LDRDokumen3 halamanAutomatic Night Lamp Using LDRMuhammad Haziq100% (2)
- Analytical ChemistryDokumen6 halamanAnalytical ChemistryRodney Salazar0% (1)
- Floor Mounted Tube Stand: Operator and Service ManualDokumen66 halamanFloor Mounted Tube Stand: Operator and Service ManualALISON GREGORIO DE SOUZABelum ada peringkat
- RDSO Master List of SpecificationDokumen10 halamanRDSO Master List of Specificationsuresh kumarBelum ada peringkat
- Product Manual For Plugs and Socket-Outlets For Household and Similar Purposes of Rated Voltage Up To and Including 250 V and Rated Current Up To and Including 16 A According ToDokumen13 halamanProduct Manual For Plugs and Socket-Outlets For Household and Similar Purposes of Rated Voltage Up To and Including 250 V and Rated Current Up To and Including 16 A According Toakki3007Belum ada peringkat
- 2.ti SPC Ohe Inscom 1071Dokumen45 halaman2.ti SPC Ohe Inscom 1071suresh kumarBelum ada peringkat
- Final Star Rating of Hospital Building Brochure 1Dokumen16 halamanFinal Star Rating of Hospital Building Brochure 1suresh kumarBelum ada peringkat
- Grades - Fortran Steel-1Dokumen2 halamanGrades - Fortran Steel-1suresh kumarBelum ada peringkat
- 202111031027526Dokumen4 halaman202111031027526suresh kumarBelum ada peringkat
- Iec 60721-3 PDFDokumen22 halamanIec 60721-3 PDFsuresh kumarBelum ada peringkat
- Is 1875 1992Dokumen14 halamanIs 1875 1992suresh kumarBelum ada peringkat
- SAE 1018 Carbon Steel Bar - SAE 1018 Forging - Round - Saaj SteelDokumen11 halamanSAE 1018 Carbon Steel Bar - SAE 1018 Forging - Round - Saaj Steelsuresh kumarBelum ada peringkat
- Is 3231 1 2 1986 PDFDokumen11 halamanIs 3231 1 2 1986 PDFsuresh kumarBelum ada peringkat
- Is 3231 0 1986 PDFDokumen10 halamanIs 3231 0 1986 PDFsuresh kumarBelum ada peringkat
- IEEE-80-Table-1 For Steel 1020Dokumen1 halamanIEEE-80-Table-1 For Steel 1020suresh kumarBelum ada peringkat
- Disclosure To Promote The Right To InformationDokumen26 halamanDisclosure To Promote The Right To Informationsuresh kumar100% (1)
- Iso-648 Laboratory Glassware - Single-Volume PipettesDokumen18 halamanIso-648 Laboratory Glassware - Single-Volume PipettesDawn HaneyBelum ada peringkat
- Disclosure To Promote The Right To InformationDokumen16 halamanDisclosure To Promote The Right To Informationsuresh kumarBelum ada peringkat
- Is 3231 1 2 1986 PDFDokumen11 halamanIs 3231 1 2 1986 PDFsuresh kumarBelum ada peringkat
- Iso-648 Laboratory Glassware - Single-Volume PipettesDokumen18 halamanIso-648 Laboratory Glassware - Single-Volume PipettesDawn HaneyBelum ada peringkat
- Is 3231 0 1986 PDFDokumen10 halamanIs 3231 0 1986 PDFsuresh kumarBelum ada peringkat
- Disclosure To Promote The Right To InformationDokumen26 halamanDisclosure To Promote The Right To Informationsuresh kumar100% (1)
- Disclosure To Promote The Right To InformationDokumen17 halamanDisclosure To Promote The Right To Informationsuresh kumarBelum ada peringkat
- IS.10773.1995-Copper Tubes and PipesDokumen11 halamanIS.10773.1995-Copper Tubes and Pipessuresh kumarBelum ada peringkat
- Is 9994 1981 PDFDokumen14 halamanIs 9994 1981 PDFsuresh kumarBelum ada peringkat
- Sustainable HVACDokumen46 halamanSustainable HVACFaquruddin AliBelum ada peringkat
- Is 660.1963 SafetyDokumen18 halamanIs 660.1963 Safetysuresh kumarBelum ada peringkat
- Is.5111.1993-Testing of Refrigerant CompressorsDokumen38 halamanIs.5111.1993-Testing of Refrigerant Compressorssuresh kumarBelum ada peringkat
- Is 8148 2003 Packaged Air Conditioners PDFDokumen22 halamanIs 8148 2003 Packaged Air Conditioners PDFkrishna chandranBelum ada peringkat
- Disclosure To Promote The Right To InformationDokumen7 halamanDisclosure To Promote The Right To Informationsuresh kumarBelum ada peringkat
- Is.10617.2013-Hermetic Compressors SpecificationDokumen13 halamanIs.10617.2013-Hermetic Compressors Specificationsuresh kumarBelum ada peringkat
- 2ms - Current Restriction List For 3.0 and 4.0: If CS & PS Co-Exist (On Same UE), Do Not Allow PS On 2msDokumen3 halaman2ms - Current Restriction List For 3.0 and 4.0: If CS & PS Co-Exist (On Same UE), Do Not Allow PS On 2msprasoonBelum ada peringkat
- Physics ActivityDokumen45 halamanPhysics ActivityHarsh boxBelum ada peringkat
- Project ReportDokumen77 halamanProject ReportArunodayaprojectsBelum ada peringkat
- Complex Programmable Logic Devices (CPLDS) : ProgrammingDokumen10 halamanComplex Programmable Logic Devices (CPLDS) : Programminganshu4u06Belum ada peringkat
- CA7 Command ListsDokumen6 halamanCA7 Command ListsSamay100% (2)
- Book Thermometry PDFDokumen147 halamanBook Thermometry PDFeisemheimBelum ada peringkat
- WWW Learncbse in Lakhmir Singh Physics Class 10 Solutions Chapter 2Dokumen48 halamanWWW Learncbse in Lakhmir Singh Physics Class 10 Solutions Chapter 2akritiBelum ada peringkat
- Chemtrol Samil - Instrument D/SDokumen48 halamanChemtrol Samil - Instrument D/SAnonymous OFP2ygPIdBelum ada peringkat
- Eee21 Probset4Dokumen4 halamanEee21 Probset4wafu017Belum ada peringkat
- LABVIEW PROJECT NewDokumen14 halamanLABVIEW PROJECT NewJp SinghBelum ada peringkat
- 74HC4520Dokumen8 halaman74HC4520pnlinh28Belum ada peringkat
- Control SystemDokumen23 halamanControl SystemSudip BanikBelum ada peringkat
- GyroscopeDokumen7 halamanGyroscopeSNEHAJIT TALEBelum ada peringkat
- TC4011BP, TC4011BF, TC4011BFT: TC4011B Quad 2 Input NAND GateDokumen8 halamanTC4011BP, TC4011BF, TC4011BFT: TC4011B Quad 2 Input NAND GateAleksandar GrujićBelum ada peringkat
- 11kv Metering CubicleDokumen18 halaman11kv Metering CubiclePrashant Nankar100% (1)
- Magnetism Form 3 ScienceDokumen3 halamanMagnetism Form 3 ScienceriyashreeBelum ada peringkat
- Led LCD TV: Service ManualDokumen108 halamanLed LCD TV: Service ManualAnonymous Lfgk6vyg50% (2)
- Contact Details in UaeDokumen2 halamanContact Details in Uaejackiee_262000Belum ada peringkat
- GPON TrainingDokumen36 halamanGPON TrainingJurist Anthony B. Canguilan80% (5)
- II Pu Board Exam Physics Questions Chapterwise - 14-20Dokumen21 halamanII Pu Board Exam Physics Questions Chapterwise - 14-20Joshika GBelum ada peringkat
- Design and Testing of ZVS Buck Converter ThirumaleshDokumen50 halamanDesign and Testing of ZVS Buck Converter ThirumaleshThirumalesh Hadapada SreenivasaBelum ada peringkat
- Standardized Low Voltage Switchboards UP TO 690V-6300A-100KADokumen28 halamanStandardized Low Voltage Switchboards UP TO 690V-6300A-100KAMurali DharanBelum ada peringkat
- Hewlett Packard 5305B Service, User ID4961Dokumen48 halamanHewlett Packard 5305B Service, User ID4961cesarmayhemBelum ada peringkat
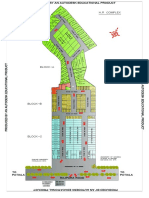
- H.R Complex: Rajpura Road TO Patiala TO PatialaDokumen1 halamanH.R Complex: Rajpura Road TO Patiala TO Patialaprabhjeet singh antalBelum ada peringkat
- Cooper SectionalizingDokumen8 halamanCooper SectionalizingTomuta StefanBelum ada peringkat
- System (Before)Dokumen70 halamanSystem (Before)azria17Belum ada peringkat