Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Asymptotic Properties of Bayes Factor in One - Way Repeated Measurements ModelDokumen17 halamanAsymptotic Properties of Bayes Factor in One - Way Repeated Measurements ModelAlexander DeckerBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Availability, Accessibility and Use of Information Resources and Services Among Information Seekers of Lafia Public Library in Nasarawa StateDokumen13 halamanAvailability, Accessibility and Use of Information Resources and Services Among Information Seekers of Lafia Public Library in Nasarawa StateAlexander DeckerBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Assessment of Housing Conditions For A Developing Urban Slum Using Geospatial AnalysisDokumen17 halamanAssessment of Housing Conditions For A Developing Urban Slum Using Geospatial AnalysisAlexander DeckerBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Barriers To Meeting The Primary Health Care Information NeedsDokumen8 halamanBarriers To Meeting The Primary Health Care Information NeedsAlexander DeckerBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Assessment of Knowledge, Attitude and Practices Concerning Food Safety Among Restaurant Workers in Putrajaya, MalaysiaDokumen10 halamanAssessment of Knowledge, Attitude and Practices Concerning Food Safety Among Restaurant Workers in Putrajaya, MalaysiaAlexander DeckerBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Assessment of The Skills Possessed by The Teachers of Metalwork in The Use of Computer Numerically Controlled Machine Tools in Technical Colleges in Oyo StateDokumen8 halamanAssessment of The Skills Possessed by The Teachers of Metalwork in The Use of Computer Numerically Controlled Machine Tools in Technical Colleges in Oyo StateAlexander Decker100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Assessment of Some Micronutrient (ZN and Cu) Status of Fadama Soils Under Cultivation in Bauchi, NigeriaDokumen7 halamanAssessment of Some Micronutrient (ZN and Cu) Status of Fadama Soils Under Cultivation in Bauchi, NigeriaAlexander DeckerBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Assessment of Relationships Between Students' Counselling NeedsDokumen17 halamanAssessment of Relationships Between Students' Counselling NeedsAlexander DeckerBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Assessment of The Practicum Training Program of B.S. Tourism in Selected UniversitiesDokumen9 halamanAssessment of The Practicum Training Program of B.S. Tourism in Selected UniversitiesAlexander DeckerBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- Availability and Use of Instructional Materials and FacilitiesDokumen8 halamanAvailability and Use of Instructional Materials and FacilitiesAlexander DeckerBelum ada peringkat
- Attitude of Muslim Female Students Towards Entrepreneurship - A Study On University Students in BangladeshDokumen12 halamanAttitude of Muslim Female Students Towards Entrepreneurship - A Study On University Students in BangladeshAlexander DeckerBelum ada peringkat
- Assessment of Teachers' and Principals' Opinion On Causes of LowDokumen15 halamanAssessment of Teachers' and Principals' Opinion On Causes of LowAlexander DeckerBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Assessment of Productive and Reproductive Performances of CrossDokumen5 halamanAssessment of Productive and Reproductive Performances of CrossAlexander DeckerBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Assessment of Survivors' Perceptions of Crises and Retrenchments in The Nigeria Banking SectorDokumen12 halamanAssessment of Survivors' Perceptions of Crises and Retrenchments in The Nigeria Banking SectorAlexander DeckerBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Application of The Diagnostic Capability of SERVQUAL Model To An Estimation of Service Quality Gaps in Nigeria GSM IndustryDokumen14 halamanApplication of The Diagnostic Capability of SERVQUAL Model To An Estimation of Service Quality Gaps in Nigeria GSM IndustryAlexander DeckerBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Assessing The Effect of Liquidity On Profitability of Commercial Banks in KenyaDokumen10 halamanAssessing The Effect of Liquidity On Profitability of Commercial Banks in KenyaAlexander DeckerBelum ada peringkat
- Applying Multiple Streams Theoretical Framework To College Matriculation Policy Reform For Children of Migrant Workers in ChinaDokumen13 halamanApplying Multiple Streams Theoretical Framework To College Matriculation Policy Reform For Children of Migrant Workers in ChinaAlexander DeckerBelum ada peringkat
- Are Graduates From The Public Authority For Applied Education and Training in Kuwaiti Meeting Industrial RequirementsDokumen10 halamanAre Graduates From The Public Authority For Applied Education and Training in Kuwaiti Meeting Industrial RequirementsAlexander DeckerBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Antibiotic Resistance and Molecular CharacterizationDokumen12 halamanAntibiotic Resistance and Molecular CharacterizationAlexander DeckerBelum ada peringkat
- Assessment in Primary School Mathematics Classrooms in NigeriaDokumen8 halamanAssessment in Primary School Mathematics Classrooms in NigeriaAlexander DeckerBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Assessment For The Improvement of Teaching and Learning of Christian Religious Knowledge in Secondary Schools in Awgu Education Zone, Enugu State, NigeriaDokumen11 halamanAssessment For The Improvement of Teaching and Learning of Christian Religious Knowledge in Secondary Schools in Awgu Education Zone, Enugu State, NigeriaAlexander DeckerBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Assessment of Factors Responsible For Organizational PoliticsDokumen7 halamanAssessment of Factors Responsible For Organizational PoliticsAlexander DeckerBelum ada peringkat
- An Investigation of The Impact of Emotional Intelligence On Job Performance Through The Mediating Effect of Organizational Commitment-An Empirical Study of Banking Sector of PakistanDokumen10 halamanAn Investigation of The Impact of Emotional Intelligence On Job Performance Through The Mediating Effect of Organizational Commitment-An Empirical Study of Banking Sector of PakistanAlexander DeckerBelum ada peringkat
- Application of Panel Data To The Effect of Five (5) World Development Indicators (WDI) On GDP Per Capita of Twenty (20) African Union (AU) Countries (1981-2011)Dokumen10 halamanApplication of Panel Data To The Effect of Five (5) World Development Indicators (WDI) On GDP Per Capita of Twenty (20) African Union (AU) Countries (1981-2011)Alexander DeckerBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- An Overview of The Environmental Policies To Ensure SafeDokumen9 halamanAn Overview of The Environmental Policies To Ensure SafeAlexander DeckerBelum ada peringkat
- Antioxidant Properties of Phenolic Extracts of African Mistletoes (Loranthus Begwensis L.) From Kolanut and Breadfruit TreesDokumen8 halamanAntioxidant Properties of Phenolic Extracts of African Mistletoes (Loranthus Begwensis L.) From Kolanut and Breadfruit TreesAlexander DeckerBelum ada peringkat
- Analysis The Performance of Life Insurance in Private InsuranceDokumen10 halamanAnalysis The Performance of Life Insurance in Private InsuranceAlexander DeckerBelum ada peringkat
- Analysis of Teachers Motivation On The Overall Performance ofDokumen16 halamanAnalysis of Teachers Motivation On The Overall Performance ofAlexander DeckerBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Analyzing The Economic Consequences of An Epidemic Outbreak-Experience From The 2014 Ebola Outbreak in West AfricaDokumen9 halamanAnalyzing The Economic Consequences of An Epidemic Outbreak-Experience From The 2014 Ebola Outbreak in West AfricaAlexander DeckerBelum ada peringkat
- MS 01 182Dokumen5 halamanMS 01 182kicsnerBelum ada peringkat
- Oracle SCM TrainingDokumen9 halamanOracle SCM TrainingVishnu SajaiBelum ada peringkat
- Introduction To PLCsDokumen42 halamanIntroduction To PLCsArun Kumar YadavBelum ada peringkat
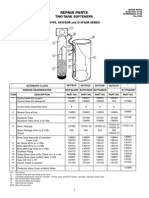
- Star S07FS32DR Water Softener Repair PartsDokumen1 halamanStar S07FS32DR Water Softener Repair PartsBillBelum ada peringkat
- Friday Night FightsDokumen8 halamanFriday Night Fightsapi-629904068Belum ada peringkat
- Project Vision DocumentDokumen5 halamanProject Vision DocumentorjuanBelum ada peringkat
- Active Control of Flow Separation Over An Airfoil Using Synthetic JetsDokumen9 halamanActive Control of Flow Separation Over An Airfoil Using Synthetic JetsDrSrujana ReddyBelum ada peringkat
- Dealer FeedbackDokumen3 halamanDealer FeedbackTarun BhatiBelum ada peringkat
- How The Draganflyer Flies: So How Does It Work?Dokumen5 halamanHow The Draganflyer Flies: So How Does It Work?sav33Belum ada peringkat
- XHB CommFuncDokumen10 halamanXHB CommFuncPalatBelum ada peringkat
- Aashto T19-Bulk Density (Unit Weight)Dokumen7 halamanAashto T19-Bulk Density (Unit Weight)Marc Anthony de Villa100% (1)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- F1FR80 Series Quick-Response SprinklersDokumen6 halamanF1FR80 Series Quick-Response SprinklersAtila AmayaBelum ada peringkat
- Quarter 1 Week 8Dokumen3 halamanQuarter 1 Week 8Geoffrey Tolentino-UnidaBelum ada peringkat
- Qcs 2010 Section 5 Part 8 Transportation and Placing of ConcreteDokumen7 halamanQcs 2010 Section 5 Part 8 Transportation and Placing of Concretebryanpastor106Belum ada peringkat
- Process Thermodynamic Steam Trap PDFDokumen9 halamanProcess Thermodynamic Steam Trap PDFhirenkumar patelBelum ada peringkat
- TCON300Dokumen722 halamanTCON300DGGBelum ada peringkat
- PV Design WorksheetDokumen4 halamanPV Design WorksheetLarry Walker II100% (1)
- Brief Summary of The Original COCOMO ModelDokumen5 halamanBrief Summary of The Original COCOMO ModelTirthajit SinhaBelum ada peringkat
- Scrap NFL PanipatDokumen9 halamanScrap NFL PanipatJitenderSinghBelum ada peringkat
- PJ1117CM-2 5VDokumen6 halamanPJ1117CM-2 5VАлексей ГомоновBelum ada peringkat
- Prepositions-Of-place Worksheet Azucena SalasDokumen3 halamanPrepositions-Of-place Worksheet Azucena SalasAndreia SimõesBelum ada peringkat
- Plett DawsonDokumen270 halamanPlett DawsonRaghu0% (1)
- Galaxy Service ManualDokumen100 halamanGalaxy Service ManualGovind RajBelum ada peringkat
- P108Dokumen1 halamanP108teban09Belum ada peringkat
- Design of A 120 In.-Diameter Steel Bifurcation With A Small Acute Angle For A High-Pressure PenstockDokumen10 halamanDesign of A 120 In.-Diameter Steel Bifurcation With A Small Acute Angle For A High-Pressure PenstockStalynMEcBelum ada peringkat
- Astm D-2361Dokumen4 halamanAstm D-2361Claudia Da Rolt0% (1)
- Unban FormsDokumen74 halamanUnban FormsNoob ab AbBelum ada peringkat
- ESG Service Information: BackgroundDokumen6 halamanESG Service Information: BackgroundAbdulSattarBelum ada peringkat
- Data ArchivingDokumen63 halamanData ArchivingHot_sergio100% (1)
- MCQ in Services MarketingDokumen83 halamanMCQ in Services Marketingbatuerem0% (1)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansDari EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansBelum ada peringkat
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetDari EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetPenilaian: 4.5 dari 5 bintang4.5/5 (10)
- Summary of Neil Postman's Amusing Ourselves to DeathDari EverandSummary of Neil Postman's Amusing Ourselves to DeathPenilaian: 4 dari 5 bintang4/5 (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Cable Supported Bridges: Concept and DesignDari EverandCable Supported Bridges: Concept and DesignPenilaian: 5 dari 5 bintang5/5 (1)
- To Engineer Is Human: The Role of Failure in Successful DesignDari EverandTo Engineer Is Human: The Role of Failure in Successful DesignPenilaian: 4 dari 5 bintang4/5 (137)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationDari EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationPenilaian: 4 dari 5 bintang4/5 (18)