Anda mungkin juga menyukai
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Subaru Forester ManualsDokumen636 halamanSubaru Forester ManualsMarko JakobovicBelum ada peringkat
- 2.5 Eurovan MotorDokumen154 halaman2.5 Eurovan Motortoru101Belum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Guideline Lifting Lug DesignDokumen10 halamanGuideline Lifting Lug Designye-kyaw-aung80% (10)
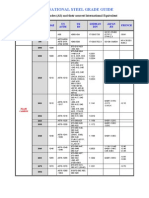
- Steel Grade GuideDokumen1 halamanSteel Grade Guidetoru101100% (1)
- Stainless Steel Grade Composition ChartDokumen8 halamanStainless Steel Grade Composition Chart23OtterBelum ada peringkat
- Role of Family and Society in The Rehabiloitation of Offenders PDFDokumen4 halamanRole of Family and Society in The Rehabiloitation of Offenders PDFDevlika DasBelum ada peringkat
- EO On Ban of Fireworks (Integrated)Dokumen2 halamanEO On Ban of Fireworks (Integrated)Mario Roldan Jr.Belum ada peringkat
- Gorenc - Crane Runway Girders - 1976 PDFDokumen24 halamanGorenc - Crane Runway Girders - 1976 PDFtoru101Belum ada peringkat
- Parasitology Lecture Hosts, Symbiosis & TransmissionDokumen10 halamanParasitology Lecture Hosts, Symbiosis & TransmissionPatricia Ann JoseBelum ada peringkat
- Mod 6 Soft Tissue InjuriesDokumen5 halamanMod 6 Soft Tissue Injuriesrez1987100% (1)
- High performance anchor systems for easy installation and versatilityDokumen38 halamanHigh performance anchor systems for easy installation and versatilitytoru101Belum ada peringkat
- Growing Turmeric: Keys To SuccessDokumen4 halamanGrowing Turmeric: Keys To SuccessAnkit ShahBelum ada peringkat
- Chapter 3 - CT&VT - Part 1Dokumen63 halamanChapter 3 - CT&VT - Part 1zhafran100% (1)
- Fundamentals of Fast SwimmingDokumen9 halamanFundamentals of Fast SwimmingTorcay Ulucay100% (1)
- Scaffolding Control & MeasuresDokumen3 halamanScaffolding Control & Measuresviswamanoj100% (1)
- Female Reproductive System Histology IDokumen5 halamanFemale Reproductive System Histology ISolomon Seth SallforsBelum ada peringkat
- Welding Procedure Acceptance CriteriaDokumen4 halamanWelding Procedure Acceptance Criteriatoru101Belum ada peringkat
- Benefits and Limitations of Vojta ApproachDokumen50 halamanBenefits and Limitations of Vojta ApproachAlice Teodorescu100% (3)
- HTM 2025 2 (New) Ventilation in HospitalsDokumen123 halamanHTM 2025 2 (New) Ventilation in HospitalsArvish RamseebaluckBelum ada peringkat
- Assessment Formal AssessmentDokumen7 halamanAssessment Formal Assessmentashish33% (3)
- Cfm56-3 Engine Regulation by CFMDokumen43 halamanCfm56-3 Engine Regulation by CFMnono92100% (5)
- MartindaleDokumen33 halamanMartindaleharleyxx100% (1)
- Manual de Referencia PlanmecaDokumen288 halamanManual de Referencia PlanmecaJorge Escalona Hernandez100% (2)
- Atlas Engineering Metals HandbookDokumen136 halamanAtlas Engineering Metals HandbookMatt KurtzeBelum ada peringkat
- Bentel J408Dokumen64 halamanBentel J408Bojan MarkovicBelum ada peringkat
- Ultraplus SSD DatasheetDokumen2 halamanUltraplus SSD Datasheettoru101Belum ada peringkat
- 2013 Aprilia Dorsoduro 750 ABS (2014)Dokumen3 halaman2013 Aprilia Dorsoduro 750 ABS (2014)toru101Belum ada peringkat
- GBABB - PAOG - Brochure - Safety - SIL Methodology - 2012 PDFDokumen24 halamanGBABB - PAOG - Brochure - Safety - SIL Methodology - 2012 PDFtoru101Belum ada peringkat
- Bccacatpln 2Dokumen68 halamanBccacatpln 2toru101Belum ada peringkat
- VW VAS 505x (5051, 5051B, 5052, 5053) SW - VAS505XX - UKD - V030Dokumen238 halamanVW VAS 505x (5051, 5051B, 5052, 5053) SW - VAS505XX - UKD - V030toru101Belum ada peringkat
- Design Manual For Structural Stainless Steel - CommentaryDokumen105 halamanDesign Manual For Structural Stainless Steel - CommentaryRajeev DuaBelum ada peringkat
- Fatigue Testing PDFDokumen76 halamanFatigue Testing PDFtoru101Belum ada peringkat
- Loctitie Nordbak CeramicsDokumen3 halamanLoctitie Nordbak Ceramicstoru101Belum ada peringkat
- Pipe Supports Plumbing FullDokumen115 halamanPipe Supports Plumbing Fulltoru101Belum ada peringkat
- Piping and Pipesupport SystemsDokumen174 halamanPiping and Pipesupport Systemstoru101Belum ada peringkat
- Witt&Sohn Axial Flow FansDokumen8 halamanWitt&Sohn Axial Flow Fanstoru101Belum ada peringkat
- Intermediate Fluid Mechanics (ME563 Course Notes)Dokumen221 halamanIntermediate Fluid Mechanics (ME563 Course Notes)Dinaz Zenobia TamboliBelum ada peringkat
- DVAIO R3 PRO HD Sound Quality In-Ear Wired Earphone Amazon - in ElectronicsDokumen1 halamanDVAIO R3 PRO HD Sound Quality In-Ear Wired Earphone Amazon - in Electronicsdinple sharmaBelum ada peringkat
- OilDokumen8 halamanOilwuacbekirBelum ada peringkat
- Venus in MulaDokumen2 halamanVenus in MulaGovind BallabhBelum ada peringkat
- Genetically Engineered MicroorganismsDokumen6 halamanGenetically Engineered Microorganismsaishwarya joshiBelum ada peringkat
- Biology (Paper I)Dokumen6 halamanBiology (Paper I)AH 78Belum ada peringkat
- EcoLettsandSOM, Dulvy Et Al 2004Dokumen25 halamanEcoLettsandSOM, Dulvy Et Al 2004Nestor TorresBelum ada peringkat
- 2.assessment of Dental Crowding in Mandibular Anterior Region by Three Different MethodsDokumen3 halaman2.assessment of Dental Crowding in Mandibular Anterior Region by Three Different MethodsJennifer Abella Brown0% (1)
- Erapol EHP95ADokumen2 halamanErapol EHP95AMohammad Doost MohammadiBelum ada peringkat
- Válvulas Flomatic USADokumen40 halamanVálvulas Flomatic USAEfrain DuarteBelum ada peringkat
- High-pressure dryers for PET bottle production and industrial applicationsDokumen3 halamanHigh-pressure dryers for PET bottle production and industrial applicationsAnonymous 6VCG1YRdBelum ada peringkat
- Solids Level Measurement Application Guide en 78224 PDFDokumen144 halamanSolids Level Measurement Application Guide en 78224 PDFwalcalBelum ada peringkat
- Himalayan University Fees Structure 1-1-19Dokumen8 halamanHimalayan University Fees Structure 1-1-19Anonymous F4GQLmyPZBelum ada peringkat
- Alok ResumeDokumen3 halamanAlok Resumealok choudharyBelum ada peringkat
- PERSONS Finals Reviewer Chi 0809Dokumen153 halamanPERSONS Finals Reviewer Chi 0809Erika Angela GalceranBelum ada peringkat