Anda mungkin juga menyukai
- Basic Statistics PDFDokumen23 halamanBasic Statistics PDFVinod BhaskarBelum ada peringkat
- Machinery Cost Calculator: Ag Decision Maker A3-29 - Iowa State University Extension and OutreachDokumen3 halamanMachinery Cost Calculator: Ag Decision Maker A3-29 - Iowa State University Extension and OutreachVinod BhaskarBelum ada peringkat
- USER's Manual For Electro Magnetic Crack Detection Machine Having Out Put 6000 Amp. ACDokumen16 halamanUSER's Manual For Electro Magnetic Crack Detection Machine Having Out Put 6000 Amp. ACVinod BhaskarBelum ada peringkat
- Mechanical Drafting and DesignDokumen21 halamanMechanical Drafting and DesignVinod BhaskarBelum ada peringkat
- CNC Programming 1of1 G-CodesDokumen1 halamanCNC Programming 1of1 G-CodesVinod BhaskarBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
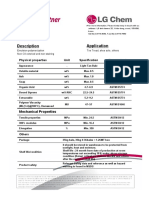
- LG SBR1502 - TDSDokumen1 halamanLG SBR1502 - TDSYASHICA VAITTIANATHANBelum ada peringkat
- Iec 209Dokumen14 halamanIec 209AnamulKabir100% (2)
- Us 5028366Dokumen7 halamanUs 5028366EdgarBelum ada peringkat
- Thermodynamic Fundamentals of Refrigeration, Cryogenics and Low Temperature Physics Problems For ColloquiumDokumen27 halamanThermodynamic Fundamentals of Refrigeration, Cryogenics and Low Temperature Physics Problems For ColloquiumPawel WBelum ada peringkat
- Autodesk Simulation Mechanical 2014 FEA - Training BookDokumen318 halamanAutodesk Simulation Mechanical 2014 FEA - Training BookJAFZ1977Belum ada peringkat
- Flash Bainite PDFDokumen25 halamanFlash Bainite PDFCoca CocaBelum ada peringkat
- Thermal Performance of Air-Cooled Condensing Units by CFD SimulationDokumen2 halamanThermal Performance of Air-Cooled Condensing Units by CFD SimulationFauziah JeraiBelum ada peringkat
- EvaporationDokumen10 halamanEvaporationtroitrangBelum ada peringkat
- Formulation of Regular Humidifier Using Bamboo Scent Fragrance OilDokumen6 halamanFormulation of Regular Humidifier Using Bamboo Scent Fragrance OilChristian MartinBelum ada peringkat
- International Journal of Pressure Vessels and PipingDokumen9 halamanInternational Journal of Pressure Vessels and PipingHande ÇetinBelum ada peringkat
- Review PPT 2023Dokumen7 halamanReview PPT 2023Cjs GamingBelum ada peringkat
- Design of Machine ElementsDokumen83 halamanDesign of Machine ElementsAyush Bhardwaj100% (1)
- IES Civil Engineering 2019 PDFDokumen24 halamanIES Civil Engineering 2019 PDFAbhinavBelum ada peringkat
- Combustion Theory 2: Premixed and Diffusion Flames: Prof. L.Tognotti Dipartimento Di Ingegneria Civile e IndustrialeDokumen56 halamanCombustion Theory 2: Premixed and Diffusion Flames: Prof. L.Tognotti Dipartimento Di Ingegneria Civile e IndustrialerusdanadityaBelum ada peringkat
- Class Xii Chemistry Question Banks Solid StateDokumen2 halamanClass Xii Chemistry Question Banks Solid StateKrishan GuptaBelum ada peringkat
- 01-Matter and Its Properties PDFDokumen36 halaman01-Matter and Its Properties PDFDevee Rose BravoBelum ada peringkat
- Crane Runway Beam DesignDokumen7 halamanCrane Runway Beam Designvkumar_625189100% (1)
- Application of Composites For Centrifugal PumpsDokumen4 halamanApplication of Composites For Centrifugal Pumpsravide76Belum ada peringkat
- Polymers: Natural Rubber Latex Foam Reinforced With Micro-And Nanofibrillated Cellulose Via Dunlop MethodDokumen16 halamanPolymers: Natural Rubber Latex Foam Reinforced With Micro-And Nanofibrillated Cellulose Via Dunlop MethodRini Ananda SiagianBelum ada peringkat
- Shrinkage DefectsDokumen11 halamanShrinkage DefectsMohsin Abbas100% (1)
- Chapter 2 Alloys - 2012 - Applied Welding EngineeringDokumen5 halamanChapter 2 Alloys - 2012 - Applied Welding EngineeringJames LeonBelum ada peringkat
- Prostho McqsDokumen16 halamanProstho Mcqs_RedX_Belum ada peringkat
- Bimetal ThermometerDokumen3 halamanBimetal ThermometerfrenieBelum ada peringkat
- FLC2000 and Wellbore StrengtheningDokumen10 halamanFLC2000 and Wellbore StrengtheningKinni ShenoldBelum ada peringkat
- Ansys Aim: Simulation For Every EngineerDokumen2 halamanAnsys Aim: Simulation For Every EngineerFauzan BaanantoBelum ada peringkat
- Viscosimetros Ku2Dokumen11 halamanViscosimetros Ku2jeremiasBelum ada peringkat
- Pi2794 02 - en GBDokumen5 halamanPi2794 02 - en GBRaymond CanieteBelum ada peringkat
- Elastic Deformation (ONLY) : Why Loss Is Varying Throughout The Length??? (Stress at Tendon Level Changing With Length)Dokumen1 halamanElastic Deformation (ONLY) : Why Loss Is Varying Throughout The Length??? (Stress at Tendon Level Changing With Length)KunalBelum ada peringkat
- Semiconductor PDFDokumen14 halamanSemiconductor PDFKumarBelum ada peringkat
- RSPile - Laterally Loaded Pile TheoryDokumen32 halamanRSPile - Laterally Loaded Pile TheoryEmmanuel Garcia CarrascoBelum ada peringkat