Anda mungkin juga menyukai
- El Cemento Asfaltico Es Un Material Aglomerante Sólido o Semisólido de Color Negro Pardo OscuroDokumen19 halamanEl Cemento Asfaltico Es Un Material Aglomerante Sólido o Semisólido de Color Negro Pardo OscuroYannet Villena QuispeBelum ada peringkat
- Metodología para el estudio de alternativas de ruta y anteproyecto de carreterasDokumen36 halamanMetodología para el estudio de alternativas de ruta y anteproyecto de carreterasdeehesse100% (1)
- Asfalto EspumadoDokumen24 halamanAsfalto EspumadoAnonymous th0CMFBelum ada peringkat
- Nmx-c-303-1986 Concreto - Det de Resistencia A La Flexion Usando Una Viga Simple Con Carga en El Centro Del ClaroDokumen8 halamanNmx-c-303-1986 Concreto - Det de Resistencia A La Flexion Usando Una Viga Simple Con Carga en El Centro Del ClaroAbraham_Martin_4209Belum ada peringkat
- Suelo CalDokumen31 halamanSuelo CalGuillermo Antonio Lopez CastroBelum ada peringkat
- Cono de AbramsDokumen10 halamanCono de AbramsTatiana Alvarez ParedesBelum ada peringkat
- Asfaltosmodificados TDMDokumen86 halamanAsfaltosmodificados TDMHilario AbadBelum ada peringkat
- INV E-757-07 Efecto Del Agua Sobre Mezclas Asfálticas Sueltas (Método Rapido de Campo)Dokumen3 halamanINV E-757-07 Efecto Del Agua Sobre Mezclas Asfálticas Sueltas (Método Rapido de Campo)Blosky Valcárcel VargasBelum ada peringkat
- TP 6-Emulsiones AsfalticasDokumen12 halamanTP 6-Emulsiones AsfalticasMaxi CejasBelum ada peringkat
- Cálculo de mezcla de concretoDokumen7 halamanCálculo de mezcla de concretoDarwin GómezBelum ada peringkat
- Determinación del porcentaje de asfalto en mezcla asfáltica mediante lavado asfálticoDokumen20 halamanDeterminación del porcentaje de asfalto en mezcla asfáltica mediante lavado asfálticoJoseCruzArrietaBelum ada peringkat
- Tipos de caminos no pavimentados y diseño de afirmadosDokumen24 halamanTipos de caminos no pavimentados y diseño de afirmadosDina Vasquez VegaBelum ada peringkat
- Exposicion Aforo Vehicular Via ExpresaDokumen40 halamanExposicion Aforo Vehicular Via ExpresaArielBelum ada peringkat
- Comportamiento de Las Mezclas Asfálticas A Diferentes Niveles de CompactaciónDokumen131 halamanComportamiento de Las Mezclas Asfálticas A Diferentes Niveles de CompactaciónBeder W Ramirez100% (1)
- Diseño de Mezcla FinalDokumen74 halamanDiseño de Mezcla Finalyelsin krassimir liberato espinozaBelum ada peringkat
- Ensayo de Penetración de Los Materiales BituminososDokumen5 halamanEnsayo de Penetración de Los Materiales BituminososCarlos PachecoBelum ada peringkat
- Tecnologia en Emulsiones AsfalticasDokumen10 halamanTecnologia en Emulsiones Asfalticaslonjitaa100% (1)
- NTC 1377Dokumen19 halamanNTC 1377Kathe ZornosaBelum ada peringkat
- Envejecimiento de Cemento AsfalticoDokumen8 halamanEnvejecimiento de Cemento AsfalticoAnthony MaciasBelum ada peringkat
- Bio-modificadores para asfaltosDokumen22 halamanBio-modificadores para asfaltosDamian TerrazaBelum ada peringkat
- Peso UnitarioDokumen28 halamanPeso UnitarioSamuelDavidToctoCabanillasBelum ada peringkat
- Uso de Micropavimento para Adecuación de Vías MunicipalesDokumen21 halamanUso de Micropavimento para Adecuación de Vías MunicipalesFranz Perez ValdezBelum ada peringkat
- Glosario de términos en pavimentos y construcción vialDokumen4 halamanGlosario de términos en pavimentos y construcción vialJhon PacoBelum ada peringkat
- Sesion No. 5 - Estabilizacion de Suelos CementoDokumen19 halamanSesion No. 5 - Estabilizacion de Suelos CementoMarkitoss Contreras MaytaBelum ada peringkat
- Ensayo película delgada asfaltoDokumen8 halamanEnsayo película delgada asfaltoMelinaGuzmanBelum ada peringkat
- Pruebas Grado de Desempeño JNRDokumen52 halamanPruebas Grado de Desempeño JNRMayo123Belum ada peringkat
- Alto BajoDokumen5 halamanAlto BajoFabricio Alvarez100% (1)
- Ensayo de Abrasión CantábricoDokumen3 halamanEnsayo de Abrasión Cantábricoemilio1917100% (1)
- Metodo de DuriezDokumen32 halamanMetodo de DuriezDiego Fernando Chicaiza50% (2)
- J. - Diseño de Mezclas Asfálticas SuperpaveDokumen41 halamanJ. - Diseño de Mezclas Asfálticas SuperpaveIngeniero Civil Dominguez JavierBelum ada peringkat
- ÍNDICE DE LAJAS Tema03-LajasDokumen6 halamanÍNDICE DE LAJAS Tema03-LajasCRISTIANBelum ada peringkat
- Tesis - Luna - Carrillo 03.10.21Dokumen111 halamanTesis - Luna - Carrillo 03.10.21Wilder Jesus LunaBelum ada peringkat
- Estabilización de suelos mediante aditivos químicosDokumen200 halamanEstabilización de suelos mediante aditivos químicosindira tamara colmena chambiBelum ada peringkat
- Suelos Con CementoDokumen12 halamanSuelos Con CementoKelly Delgado de AgrelaBelum ada peringkat
- Elaboracion de Especimenes11Dokumen11 halamanElaboracion de Especimenes11MichelEduardooBelum ada peringkat
- Equipos de Ensayo para La Industria de La ConstruccionDokumen21 halamanEquipos de Ensayo para La Industria de La ConstruccionAlberto Delgado100% (1)
- Compactación inteligente MéxicoDokumen12 halamanCompactación inteligente MéxicoRosario Vázquez PascualBelum ada peringkat
- Asfaltos EspumadosDokumen24 halamanAsfaltos EspumadosSarin Merary Diaz Pulido100% (1)
- Proyecto Cuenca HidrologicaDokumen17 halamanProyecto Cuenca HidrologicaOzqhar Kraken Hasstiing0% (1)
- Metodo MarshallDokumen14 halamanMetodo MarshallEddy Chavez100% (1)
- Recomendaciones CPA - Delgadas - Revisión 2015 - DesbloqueadaDokumen88 halamanRecomendaciones CPA - Delgadas - Revisión 2015 - DesbloqueadammmaaarrrBelum ada peringkat
- Tecnología Del Concreto Aditivos y AdicionesDokumen34 halamanTecnología Del Concreto Aditivos y AdicionesPaola Elizalde100% (1)
- Densidad ControladaDokumen12 halamanDensidad ControladaJose Miguel Piña RodriguezBelum ada peringkat
- Historia de Los PavimentosDokumen15 halamanHistoria de Los PavimentosAlex Guzman0% (1)
- Diseño de Mezclas Método Marshall e Interpretación de ResultadosDokumen25 halamanDiseño de Mezclas Método Marshall e Interpretación de ResultadosEduardo Ledezma CespedesBelum ada peringkat
- Estabilización Química de Los SuelosDokumen38 halamanEstabilización Química de Los SuelosMaeck Johan Leyva ArévaloBelum ada peringkat
- Clase 1 - Tecnologia de Mezclas AsfalticasDokumen26 halamanClase 1 - Tecnologia de Mezclas AsfalticasLitoju Inga100% (1)
- Viscosidad cinemática de asfaltos ASTM D 2170Dokumen7 halamanViscosidad cinemática de asfaltos ASTM D 2170ThaliEspinozaBelum ada peringkat
- Proctor y RamcodesDokumen9 halamanProctor y RamcodesAnton Nicolas Kryzanowskyj Rodriguez100% (1)
- Guia Laboratorio Masa Unitaria Compacta y Masa Unitaria Suelta Gruesos y FinosDokumen4 halamanGuia Laboratorio Masa Unitaria Compacta y Masa Unitaria Suelta Gruesos y FinosNixonDuranBelum ada peringkat
- Apuntes Asfaltos y Mezclas AsfalticasDokumen29 halamanApuntes Asfaltos y Mezclas Asfalticasalexander164Belum ada peringkat
- Mezclas Asfálticas DrenantesDokumen8 halamanMezclas Asfálticas DrenantesGabriel Ortiz MedinaBelum ada peringkat
- Diseño de drenaje agrícolaDokumen3 halamanDiseño de drenaje agrícolaPatito PugaBelum ada peringkat
- Informe de MODULO DE FINURADokumen21 halamanInforme de MODULO DE FINURAGianfranco Navarro AraujoBelum ada peringkat
- Met BaileyDokumen13 halamanMet Baileyjasj_20Belum ada peringkat
- Pastas, morteros, adhesivos y hormigones. IEXD0409Dari EverandPastas, morteros, adhesivos y hormigones. IEXD0409Belum ada peringkat
- PavDokumen8 halamanPavSebastian Oportus BourbouzeBelum ada peringkat
- Norma INV E-309-07 PDFDokumen13 halamanNorma INV E-309-07 PDFjucagalBelum ada peringkat
- Hidratacion Del CementoDokumen10 halamanHidratacion Del CementoErick GarcesBelum ada peringkat
- Puesta en marcha y regulación de instalaciones de climatización y ventilación-extracción. IMAR0208Dari EverandPuesta en marcha y regulación de instalaciones de climatización y ventilación-extracción. IMAR0208Belum ada peringkat
- Plancha 569 Nazareth 2011 PDFDokumen1 halamanPlancha 569 Nazareth 2011 PDFBlosky Valcárcel VargasBelum ada peringkat
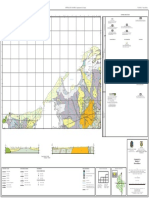
- Plancha 568B Parque Nacional Natural Amacayacú 2011Dokumen1 halamanPlancha 568B Parque Nacional Natural Amacayacú 2011Blosky Valcárcel VargasBelum ada peringkat
- Plancha 567 San Juan de Atacuarí 2011 PDFDokumen1 halamanPlancha 567 San Juan de Atacuarí 2011 PDFBlosky Valcárcel VargasBelum ada peringkat
- Planimetria Diseño Arquitectonico Planta de Produccion TapasDokumen1 halamanPlanimetria Diseño Arquitectonico Planta de Produccion TapasBlosky Valcárcel VargasBelum ada peringkat
- Plancha 569B Leticia 2011 PDFDokumen1 halamanPlancha 569B Leticia 2011 PDFBlosky Valcárcel VargasBelum ada peringkat
- Plancha 569B Leticia 2011 PDFDokumen1 halamanPlancha 569B Leticia 2011 PDFBlosky Valcárcel VargasBelum ada peringkat
- Plancha 569 Nazareth 2011 PDFDokumen1 halamanPlancha 569 Nazareth 2011 PDFBlosky Valcárcel VargasBelum ada peringkat
- Plancha 1-2Dokumen1 halamanPlancha 1-2Wilder Ocampo OchoaBelum ada peringkat
- Geología de la plancha 24 Sabanalarga escala 1:100.000Dokumen49 halamanGeología de la plancha 24 Sabanalarga escala 1:100.000Blosky Valcárcel Vargas100% (1)
- Memoria Explicativa Plancha 244 IbaguéDokumen27 halamanMemoria Explicativa Plancha 244 IbaguéMichhValenciaaa0% (1)
- Informe Escrito Corte 5Dokumen5 halamanInforme Escrito Corte 5Blosky Valcárcel VargasBelum ada peringkat
- Armenia 1985Dokumen16 halamanArmenia 1985Blosky Valcárcel VargasBelum ada peringkat
- (025-032-039) Fundacion Monterrubio El DificilDokumen76 halaman(025-032-039) Fundacion Monterrubio El DificilBlosky Valcárcel VargasBelum ada peringkat
- Hve Lemp Leo 1016010617Dokumen4 halamanHve Lemp Leo 1016010617Blosky Valcárcel VargasBelum ada peringkat
- Manual 40 Caterpillar EspañolDokumen1.442 halamanManual 40 Caterpillar EspañolGuillermo Edmundo Eraso Villota86% (21)
- Bolt Cien. Tierra No.25-7Dokumen20 halamanBolt Cien. Tierra No.25-7Blosky Valcárcel VargasBelum ada peringkat
- Manual de Evaluación InviasDokumen56 halamanManual de Evaluación InviasBlosky Valcárcel VargasBelum ada peringkat
- Capítulo 1 - Invias 2013Dokumen70 halamanCapítulo 1 - Invias 2013Henry A MelendezBelum ada peringkat
- Sección 100Dokumen798 halamanSección 100Aaron AlvaradoBelum ada peringkat
- Introducción NORMAS INVIAS PDFDokumen8 halamanIntroducción NORMAS INVIAS PDFStephanie MoralesBelum ada peringkat
- El Campo de Vuelo - CiccpDokumen8 halamanEl Campo de Vuelo - CiccpBlosky Valcárcel VargasBelum ada peringkat
- Sección 200Dokumen342 halamanSección 200Blosky Valcárcel Vargas75% (4)
- Sección 400Dokumen305 halamanSección 400Blosky Valcárcel Vargas100% (1)
- 02 Miguel Petersen Modulo ResilienteDokumen17 halaman02 Miguel Petersen Modulo ResilienteEd PercBelum ada peringkat
- Sección 100Dokumen798 halamanSección 100Aaron AlvaradoBelum ada peringkat
- 510 11 PDFDokumen49 halaman510 11 PDFSxOx JDaniellBelum ada peringkat
- NTC3692 EsclerometroDokumen7 halamanNTC3692 EsclerometroBlosky Valcárcel Vargas67% (3)
- Articulo231 07Dokumen7 halamanArticulo231 07Jose Andres Taquez ZambranoBelum ada peringkat
- Maual Idu Et Ge 007 Tomo I v2.0Dokumen197 halamanMaual Idu Et Ge 007 Tomo I v2.0Blosky Valcárcel VargasBelum ada peringkat
- Capötulo 2Dokumen212 halamanCapötulo 2elmushkaBelum ada peringkat
- Cámaras Termográficas FLIR T620 y T640: Características ComunesDokumen2 halamanCámaras Termográficas FLIR T620 y T640: Características ComunesJorge LezanaBelum ada peringkat
- Carta Comercial. Formato A4. Modelo de ImpresiónDokumen9 halamanCarta Comercial. Formato A4. Modelo de ImpresiónrodgerelmejorBelum ada peringkat
- Formato Registro Generadores de Residuos PeligrososDokumen2 halamanFormato Registro Generadores de Residuos PeligrososHG OrfarisBelum ada peringkat
- Memoria Descriptiva de Un Proyecto de Sistemas de Distribución de Energía EléctricaDokumen13 halamanMemoria Descriptiva de Un Proyecto de Sistemas de Distribución de Energía EléctricaOscar Moreno MinseroBelum ada peringkat
- Certificado Cajas y Conduletas Csr-Cer945299Dokumen1 halamanCertificado Cajas y Conduletas Csr-Cer945299paula andrea raveles salcedoBelum ada peringkat
- INTRODUCCION - A - LA - LITERATURA LATINA (Desde Los Orígenes Hasta Apuleyo) - Jacques - Gaillard. Ed. Acento Editorial PDFDokumen111 halamanINTRODUCCION - A - LA - LITERATURA LATINA (Desde Los Orígenes Hasta Apuleyo) - Jacques - Gaillard. Ed. Acento Editorial PDFmarco vela100% (1)
- DilataciónDokumen5 halamanDilataciónFaustino AlvarezBelum ada peringkat
- p04 Rendimiento de Camiones Cat KomatsuDokumen20 halamanp04 Rendimiento de Camiones Cat KomatsuVictorManuelBelum ada peringkat
- Manual Mi-17 Completo-1 PDFDokumen527 halamanManual Mi-17 Completo-1 PDFJmarc Jimenez100% (1)
- Politica InformaticaDokumen30 halamanPolitica InformaticaJoyceRGrBelum ada peringkat
- DinamómetroDokumen3 halamanDinamómetroAndrés Espitia De La OssaBelum ada peringkat
- PDF 201229085211Dokumen1 halamanPDF 201229085211Stella CortesBelum ada peringkat
- Actividad Entregable 2Dokumen12 halamanActividad Entregable 2Jenny Ramirez0% (1)
- Guia de Taller 01m ServofrenosDokumen12 halamanGuia de Taller 01m ServofrenosAnonymous Pr8IgKeBelum ada peringkat
- Decreto Supremo #028Dokumen8 halamanDecreto Supremo #028Kelly SP100% (1)
- Métodos de Evaluación de Impacto Ambiental PDFDokumen7 halamanMétodos de Evaluación de Impacto Ambiental PDFJaime IbarraBelum ada peringkat
- Benchmark CoworkingDokumen19 halamanBenchmark CoworkingDaniela Gomez100% (1)
- Problemas Flujo Fluidos Ing Agroindustrial IDokumen3 halamanProblemas Flujo Fluidos Ing Agroindustrial IAron Chinguel NeyraBelum ada peringkat
- EC0201 - Operación de La Grúa ViajeraDokumen13 halamanEC0201 - Operación de La Grúa ViajeraJuan Posada GBelum ada peringkat
- Instalaciones eléctricas, sanitarias y revestimientos casa habitaciónDokumen18 halamanInstalaciones eléctricas, sanitarias y revestimientos casa habitaciónLuis Moya CoronaBelum ada peringkat
- 4 D - Agujas de Lengueta PDFDokumen6 halaman4 D - Agujas de Lengueta PDFAlfredo GSBelum ada peringkat
- 1 PDFDokumen114 halaman1 PDFRaida Uceda GarniqueBelum ada peringkat
- Guia Actividades EmpresarialesDokumen2 halamanGuia Actividades EmpresarialesAlfredo GarciaBelum ada peringkat
- Contabilidad Electronica TERMINADADokumen14 halamanContabilidad Electronica TERMINADAwilman sotoBelum ada peringkat
- Enrique Metinides, La Habitación SecretaDokumen9 halamanEnrique Metinides, La Habitación SecretaManolo MuñozBelum ada peringkat
- Las Bombas CentrifugasDokumen3 halamanLas Bombas Centrifugasjaviertorres566Belum ada peringkat
- ProceraDokumen28 halamanProceraJorge Henry Padilla CruzBelum ada peringkat
- DMF OpenhawerDokumen186 halamanDMF OpenhawerJuan Carlos PerezBelum ada peringkat
- Presupuesto Construccion Casa Dos Banos en Villa Juana Actualizado 02082016Dokumen3 halamanPresupuesto Construccion Casa Dos Banos en Villa Juana Actualizado 02082016Victor Manuel Valdez MartinezBelum ada peringkat
- ArrayList Vs LinkedList Vs TreeSet Vs HashSetDokumen2 halamanArrayList Vs LinkedList Vs TreeSet Vs HashSetrogerCBABelum ada peringkat