Anda mungkin juga menyukai
- Heat Input Calculation and Solar Collector ParametersDokumen9 halamanHeat Input Calculation and Solar Collector ParameterssprotkarBelum ada peringkat
- Exitation TRF DetailsDokumen1 halamanExitation TRF DetailssprotkarBelum ada peringkat
- Coal Fired Power Plant Heat Rate ReductionDokumen48 halamanCoal Fired Power Plant Heat Rate Reductionraharjoitb0% (1)
- Purush Suktam WordDokumen6 halamanPurush Suktam WordsprotkarBelum ada peringkat
- BHEL CFBC ExperienceDokumen31 halamanBHEL CFBC ExperiencesprotkarBelum ada peringkat
- Introductory FrenchDokumen32 halamanIntroductory FrenchSameh Ahmed Hassan100% (2)
- 4protection SystemsDokumen13 halaman4protection SystemssprotkarBelum ada peringkat
- Sri SuktamDokumen3 halamanSri SuktamsprotkarBelum ada peringkat
- Gas Turbine BasicsDokumen52 halamanGas Turbine Basicsrahuldayal100% (2)
- 2gt-Startup & Shutdown Procedure - 10!05!2011Dokumen10 halaman2gt-Startup & Shutdown Procedure - 10!05!2011sprotkar100% (3)
- Operating Manual 670 MW Coal Fired Power Plant Training SimulatorDokumen134 halamanOperating Manual 670 MW Coal Fired Power Plant Training SimulatorsprotkarBelum ada peringkat
- F O Flushing and Steam BlowingDokumen8 halamanF O Flushing and Steam BlowingsprotkarBelum ada peringkat
- 019 - Permit To WorkDokumen23 halaman019 - Permit To WorkBob ForeverBelum ada peringkat
- CFBC Leaflet Final IsgecDokumen6 halamanCFBC Leaflet Final IsgecsprotkarBelum ada peringkat
- Recommended procedure for alkali boil outDokumen18 halamanRecommended procedure for alkali boil outsprotkarBelum ada peringkat
- Fast Bus Transfer Systems - A System Solution ApproachDokumen8 halamanFast Bus Transfer Systems - A System Solution ApproachKetanBelum ada peringkat
- Initial Assessment of Boiler O&MDokumen27 halamanInitial Assessment of Boiler O&MsprotkarBelum ada peringkat
- Power plant performance monitoring dashboardDokumen24 halamanPower plant performance monitoring dashboardsprotkarBelum ada peringkat
- Plant Shutdown For Overhaul To Do ListDokumen10 halamanPlant Shutdown For Overhaul To Do ListsprotkarBelum ada peringkat
- ANSI-IsA 77.13.01-1999 Fossil Fuel Power Plant Steam Turbine Bypass SystemDokumen42 halamanANSI-IsA 77.13.01-1999 Fossil Fuel Power Plant Steam Turbine Bypass SystemArzu AkarBelum ada peringkat
- Green Handbook - Thermo Power Plant - JapanDokumen482 halamanGreen Handbook - Thermo Power Plant - JapanteobohmBelum ada peringkat
- CCPP Plant Operating ProceduresDokumen123 halamanCCPP Plant Operating Proceduressprotkar100% (5)
- Wet Lay Up in BoilerDokumen5 halamanWet Lay Up in BoilersprotkarBelum ada peringkat
- Spec For BtsDokumen12 halamanSpec For BtssprotkarBelum ada peringkat
- Application Data: Combustion Management Solutions Full-Metered, Cross-Limited ControlDokumen6 halamanApplication Data: Combustion Management Solutions Full-Metered, Cross-Limited Controlsprotkar100% (1)
- Nikkah Aur JanazaaDokumen1 halamanNikkah Aur JanazaasprotkarBelum ada peringkat
- 4.10 Brayton Cycle (Simple Gas Turbine Cycle) :: Fig.4.10. Brayton Cycle On P-V and T-S DiagramDokumen3 halaman4.10 Brayton Cycle (Simple Gas Turbine Cycle) :: Fig.4.10. Brayton Cycle On P-V and T-S DiagrammominjeelaniBelum ada peringkat
- Turbine Performance and OptimizationDokumen4 halamanTurbine Performance and OptimizationsprotkarBelum ada peringkat
- Hyderabad Bus RoutesDokumen54 halamanHyderabad Bus RoutesIpsita PujariBelum ada peringkat
- CondenserDokumen72 halamanCondensersprotkar100% (5)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Set-Up Welding Machine: A Guide to Preparing Shielded Metal Arc Welding EquipmentDokumen18 halamanSet-Up Welding Machine: A Guide to Preparing Shielded Metal Arc Welding EquipmentRomeo Dela RosaBelum ada peringkat
- Avr 100s IngleseDokumen65 halamanAvr 100s IngleseVedran GaćeBelum ada peringkat
- Work Potential of Energy Systems ExplainedDokumen19 halamanWork Potential of Energy Systems ExplainedcaportBelum ada peringkat
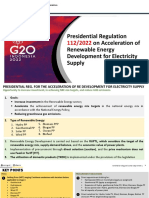
- Perpres 112 2022 Renewable Energy Acceleration (Presentation)Dokumen10 halamanPerpres 112 2022 Renewable Energy Acceleration (Presentation)maharBelum ada peringkat
- National University of Singapore MEMS energy harvesters paperDokumen11 halamanNational University of Singapore MEMS energy harvesters paperEdmund ChongBelum ada peringkat
- Smart Meters: The Next Big Thing in Solving the Energy CrisisDokumen20 halamanSmart Meters: The Next Big Thing in Solving the Energy CrisisAmalBelum ada peringkat
- Excess Air CalculationDokumen11 halamanExcess Air CalculationKarthic Keyan50% (2)
- DC-DC Part 6 DoubleDokumen18 halamanDC-DC Part 6 DoubleDefne AktemizBelum ada peringkat
- Spool Erection Tracking LogDokumen3.626 halamanSpool Erection Tracking LogEr Md AamirBelum ada peringkat
- Assure Model Instructional PlanDokumen5 halamanAssure Model Instructional Planapi-379566257Belum ada peringkat
- D.22!12!042 Final DecisionDokumen48 halamanD.22!12!042 Final DecisionRob NikolewskiBelum ada peringkat
- En HeatpacDokumen4 halamanEn Heatpacpapaki2Belum ada peringkat
- Musical HapticoidsDokumen290 halamanMusical HapticoidsGahy Melans100% (2)
- Lecture 1 Introduction To CourseDokumen20 halamanLecture 1 Introduction To CourseSudeep AryalBelum ada peringkat
- Best Practices For Implementing High-Resistance Grounding in Mine Power SystemsDokumen7 halamanBest Practices For Implementing High-Resistance Grounding in Mine Power SystemsTana AzeezBelum ada peringkat
- Carnot Engine (Application of The Second Law of Thermodynamics) Problems and Solutions PDFDokumen2 halamanCarnot Engine (Application of The Second Law of Thermodynamics) Problems and Solutions PDFFUN SCIENCE100% (2)
- Rectifier Operation PDFDokumen11 halamanRectifier Operation PDFaliBelum ada peringkat
- Hitachi Energy HECS GCB BrochureDokumen24 halamanHitachi Energy HECS GCB Brochurehamza shahzadBelum ada peringkat
- 3 Element Boiler Drum LevelDokumen2 halaman3 Element Boiler Drum LevelAmir Yousaf100% (1)
- Sample InputDokumen10 halamanSample InputBhavin SolankiBelum ada peringkat
- Resume ZahidDokumen7 halamanResume ZahidEngr Irfan AkhtarBelum ada peringkat
- Payback CalculationDokumen2 halamanPayback CalculationVenkat CherukuriBelum ada peringkat
- Quantum vehicle propulsion using gravitational and quantum principlesDokumen6 halamanQuantum vehicle propulsion using gravitational and quantum principleskokiskoBelum ada peringkat
- Cat Generator Set Coolant, Lubricant, Grease and Filter RecommendationsDokumen134 halamanCat Generator Set Coolant, Lubricant, Grease and Filter RecommendationsFouad Bel100% (1)
- Service Bulletin No. 388CDokumen9 halamanService Bulletin No. 388CAugusto LunaBelum ada peringkat
- WAL MART Case StudyDokumen9 halamanWAL MART Case StudyAhlam KassemBelum ada peringkat
- Gas Power CyclesDokumen30 halamanGas Power CyclesAnagha ChimankarBelum ada peringkat
- PSPCL Tariff Order 2019 20 PDFDokumen336 halamanPSPCL Tariff Order 2019 20 PDFSukhdeep SinghBelum ada peringkat
- Tadashi Yoshida 2008Dokumen6 halamanTadashi Yoshida 2008SendohBelum ada peringkat
- Generator Perkins - Uk PDFDokumen30 halamanGenerator Perkins - Uk PDFAnggaBelum ada peringkat