Anda mungkin juga menyukai
- ASTM A563 - 07 Standard Specification For Carbon and Alloy Steel NutsDokumen8 halamanASTM A563 - 07 Standard Specification For Carbon and Alloy Steel NutsDagoberto AguilarBelum ada peringkat
- Astm 795Dokumen7 halamanAstm 795djfreditoBelum ada peringkat
- Astm A563Dokumen9 halamanAstm A563mhmgola100% (1)
- Jsa Jis G 3117Dokumen15 halamanJsa Jis G 3117farhad0% (1)
- A 148 - A 148M - 15a PDFDokumen5 halamanA 148 - A 148M - 15a PDFphaindikaBelum ada peringkat
- Steel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements ForDokumen9 halamanSteel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements FormuhammadBelum ada peringkat
- Astm b169Dokumen4 halamanAstm b169ANIL100% (1)
- A749A749M-14 Standard Specification For Steel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements ForDokumen8 halamanA749A749M-14 Standard Specification For Steel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements Fortjt4779Belum ada peringkat
- Astm A307-14Dokumen6 halamanAstm A307-14Xamir Suarez Alejandro100% (2)
- Astm A376 A376m 2012Dokumen7 halamanAstm A376 A376m 2012prabuharan89Belum ada peringkat
- Astm 555 555M - 2016Dokumen6 halamanAstm 555 555M - 2016Nguyễn Văn Thuận PhátBelum ada peringkat
- Astm A 709 PDFDokumen7 halamanAstm A 709 PDFBriyidth RiverosBelum ada peringkat
- Astm A 1011M PDFDokumen8 halamanAstm A 1011M PDFJuan CarlosBelum ada peringkat
- ASTM Grade 70-50-05 (ISO 500-7, En-JS 1050) Ductile Cast IronDokumen8 halamanASTM Grade 70-50-05 (ISO 500-7, En-JS 1050) Ductile Cast IronNagarjun ReddyBelum ada peringkat
- Aisi 1008Dokumen2 halamanAisi 1008GANESH GBelum ada peringkat
- Anchor Bolts, Steel, 36, 55, and 105-Ksi Yield Strength: Standard Specification ForDokumen8 halamanAnchor Bolts, Steel, 36, 55, and 105-Ksi Yield Strength: Standard Specification Forsafak kahramanBelum ada peringkat
- A706 - A706M-22a Standard Specification For Deformed and Plain Low-Alloy Steel Bars For Concrete ReinforcementDokumen9 halamanA706 - A706M-22a Standard Specification For Deformed and Plain Low-Alloy Steel Bars For Concrete ReinforcementMARIO MATEO MARTINEZ OBLITAS67% (3)
- Astm A167 99 PDFDokumen2 halamanAstm A167 99 PDFNookang SeaSun100% (1)
- Astm A449Dokumen9 halamanAstm A449Sameercmore0% (1)
- ASTM A 82 - 02 Steel Wire, Plain, For Concrete Reinforcement1 PDFDokumen4 halamanASTM A 82 - 02 Steel Wire, Plain, For Concrete Reinforcement1 PDFRyan LasacaBelum ada peringkat
- Structural Steel, Sheet and Strip, Carbon, Hot-Rolled: Standard Specification ForDokumen3 halamanStructural Steel, Sheet and Strip, Carbon, Hot-Rolled: Standard Specification ForRoland CepedaBelum ada peringkat
- Copper-Brazed Steel Tubing: Standard Specification ForDokumen4 halamanCopper-Brazed Steel Tubing: Standard Specification Forrgi178Belum ada peringkat
- ASTM A510 03-Astm-Standardspecivication-1 PDFDokumen7 halamanASTM A510 03-Astm-Standardspecivication-1 PDFNina LazuardiBelum ada peringkat
- Astm A588 A588m-10Dokumen3 halamanAstm A588 A588m-10Pily JaimesBelum ada peringkat
- Copper and Copper Alloy Forging Rod, Bar, and Shapes: Standard Specification ForDokumen8 halamanCopper and Copper Alloy Forging Rod, Bar, and Shapes: Standard Specification Foralucard375Belum ada peringkat
- Sae J429Dokumen8 halamanSae J429David Lay IIBelum ada peringkat
- Astm F1554 PDFDokumen11 halamanAstm F1554 PDFBryan ChengBelum ada peringkat
- Ansteel Product CatalogueDokumen13 halamanAnsteel Product Cataloguerashid isaarBelum ada peringkat
- ASTM A108 StandardDokumen2 halamanASTM A108 StandardSanjay MehtaBelum ada peringkat
- "Twist Off" Type Tension Control Structural Bolt/Nut/Washer Assemblies, Steel, Heat Treated, 120/105 Ksi Minimum Tensile StrengthDokumen8 halaman"Twist Off" Type Tension Control Structural Bolt/Nut/Washer Assemblies, Steel, Heat Treated, 120/105 Ksi Minimum Tensile StrengthRyanMcClureBelum ada peringkat
- ASTM A 866 at A 866M - Standard Spec. For Steel Strand, Intended, Seven-Wire Stress-Relieved For Prestressed ConcreteDokumen5 halamanASTM A 866 at A 866M - Standard Spec. For Steel Strand, Intended, Seven-Wire Stress-Relieved For Prestressed ConcreteNorlizawati YusofBelum ada peringkat
- Astm F436 2011 PDFDokumen6 halamanAstm F436 2011 PDFJim StreitmatterBelum ada peringkat
- Astm - A400Dokumen9 halamanAstm - A400masoud132Belum ada peringkat
- Astm A1063A1063MDokumen11 halamanAstm A1063A1063Mارفع راسك فوق انت يمنيBelum ada peringkat
- Standard Specification For Deformed and Plain Low-Alloy Steel Bars For Concrete ReinforcementDokumen7 halamanStandard Specification For Deformed and Plain Low-Alloy Steel Bars For Concrete ReinforcementJose Fernando Huayhua ApfataBelum ada peringkat
- Astm A709 A709m-09Dokumen8 halamanAstm A709 A709m-09Tran Tien DungBelum ada peringkat
- A709a 709M-17 PDFDokumen8 halamanA709a 709M-17 PDFandresBelum ada peringkat
- Astm A36 2005Dokumen6 halamanAstm A36 2005iaguirre99Belum ada peringkat
- ASTM-A449: Licensed by Information Handling Services Licensed by Information Handling ServicesDokumen7 halamanASTM-A449: Licensed by Information Handling Services Licensed by Information Handling ServicesRoland CepedaBelum ada peringkat
- A709a709m-18 1.04 PDFDokumen9 halamanA709a709m-18 1.04 PDFist93993Belum ada peringkat
- Astm F3125 F3125M 18Dokumen6 halamanAstm F3125 F3125M 18Amine ait talebBelum ada peringkat
- Astm B618Dokumen9 halamanAstm B618Anonymous 9xvU1FBelum ada peringkat
- Australian Standard: Methods For Impact Tests On Metals Part 1: IzodDokumen25 halamanAustralian Standard: Methods For Impact Tests On Metals Part 1: Izodanoop jBelum ada peringkat
- Astm A992 - A992m - 22Dokumen3 halamanAstm A992 - A992m - 22reza acbariBelum ada peringkat
- Astm F436Dokumen5 halamanAstm F436Quat Le DinhBelum ada peringkat
- Astm A690Dokumen2 halamanAstm A690Genesis Lissette Loyola Ortiz100% (1)
- Brass Rod, Bar, and Shapes: Standard Specification ForDokumen7 halamanBrass Rod, Bar, and Shapes: Standard Specification ForMuthuswamyBelum ada peringkat
- Geomet 321Dokumen2 halamanGeomet 321Satnam Rachna FastenersBelum ada peringkat
- A492-95 (2013) Standard Specification For Stainless Steel Rope WireDokumen2 halamanA492-95 (2013) Standard Specification For Stainless Steel Rope Wiretjt4779100% (1)
- Astm A500 A500m-21Dokumen6 halamanAstm A500 A500m-21alvin duey100% (1)
- A 958 - A 958M - 17Dokumen5 halamanA 958 - A 958M - 17Eddie Michael67% (3)
- Ansi C135.31-1988Dokumen4 halamanAnsi C135.31-1988Jaime Rojas FerradaBelum ada peringkat
- Dimension, Shape, Weight and Tolerances For Hot Rolled Plates and SheetsDokumen11 halamanDimension, Shape, Weight and Tolerances For Hot Rolled Plates and Sheetsjorge carlos jimenez mendozaBelum ada peringkat
- Carbon Steel Forgings For Piping ApplicationsDokumen5 halamanCarbon Steel Forgings For Piping ApplicationsEmylin BarlowBelum ada peringkat
- Pressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServiceDokumen4 halamanPressure Vessel Plates, Carbon Steel, For Moderate-And Lower-Temperature ServicemarykongBelum ada peringkat
- Astm A709 A709m PDFDokumen3 halamanAstm A709 A709m PDFBernathTurnipBelum ada peringkat
- Steel, Sheet, Carbon, Structural, and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements ForDokumen31 halamanSteel, Sheet, Carbon, Structural, and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements Foralucard375Belum ada peringkat
- A847Dokumen5 halamanA847Sallemi GuafrachBelum ada peringkat
- Cold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion ResistanceDokumen5 halamanCold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion ResistanceJosé Ramón GutierrezBelum ada peringkat
- Astm A500Dokumen5 halamanAstm A500Pierre Papeen67% (3)
- Bowtie Quick StartDokumen9 halamanBowtie Quick StartMohamed FaroukBelum ada peringkat
- API Guide To Psi Final 12 20Dokumen86 halamanAPI Guide To Psi Final 12 20Mohamed FaroukBelum ada peringkat
- HSE Rate CardDokumen1 halamanHSE Rate CardMohamed FaroukBelum ada peringkat
- SSPC SP2Dokumen2 halamanSSPC SP2Allen Situ100% (2)
- Astm A618-99Dokumen4 halamanAstm A618-99Mohamed FaroukBelum ada peringkat
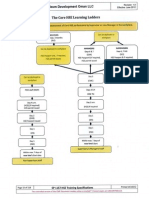
- H Se Learning LadderDokumen1 halamanH Se Learning LadderMohamed FaroukBelum ada peringkat
- BS 5639Dokumen7 halamanBS 5639Mohamed FaroukBelum ada peringkat
- BS 3701 1964Dokumen12 halamanBS 3701 1964Mohamed FaroukBelum ada peringkat
- Astm A501Dokumen6 halamanAstm A501Sra R Gil100% (1)
- BS en 12644-2 Cranes Information For Use and Testing - MarkinDokumen10 halamanBS en 12644-2 Cranes Information For Use and Testing - MarkinMohamed Farouk50% (2)
- Astm A490Dokumen6 halamanAstm A490Mohamed FaroukBelum ada peringkat
- BS 5656 1 1997Dokumen32 halamanBS 5656 1 1997Mohamed FaroukBelum ada peringkat
- Crane Wind Variance ArticleDokumen2 halamanCrane Wind Variance ArticleKendra PatockiBelum ada peringkat
- Boil Over in TankDokumen17 halamanBoil Over in TankFungsam LimBelum ada peringkat
- Astm A618Dokumen4 halamanAstm A618Mohamed Farouk100% (1)
- FM200 MsdsDokumen4 halamanFM200 MsdsArka Pravo BandyopadhyayBelum ada peringkat
- Boil Over in TankDokumen17 halamanBoil Over in TankFungsam LimBelum ada peringkat
- Dynamic Risk Assessment OverviewDokumen6 halamanDynamic Risk Assessment OverviewMohamed FaroukBelum ada peringkat
- Fire Pumpelec Report No GraphDokumen3 halamanFire Pumpelec Report No GraphMohamed FaroukBelum ada peringkat
- Working On RoofDokumen101 halamanWorking On Roofkapil 11Belum ada peringkat
- Ipad User Guide (iOS 6.1)Dokumen137 halamanIpad User Guide (iOS 6.1)Binyamin GoldmanBelum ada peringkat
- Hazard & Risk Assessment ManualDokumen7 halamanHazard & Risk Assessment ManualMohamed FaroukBelum ada peringkat
- Fatigue Poster PresentationDokumen1 halamanFatigue Poster PresentationMohamed FaroukBelum ada peringkat
- FM200 MsdsDokumen4 halamanFM200 MsdsArka Pravo BandyopadhyayBelum ada peringkat
- Duplex and Superduplex Stainless Steel Fittings (Amendments/Supplements To Astm A 815)Dokumen11 halamanDuplex and Superduplex Stainless Steel Fittings (Amendments/Supplements To Astm A 815)Mathew CherianBelum ada peringkat
- TDS CHEMCLEAR EnglishDokumen3 halamanTDS CHEMCLEAR EnglishthirdBelum ada peringkat
- Wellness Finish With Vitamin EDokumen3 halamanWellness Finish With Vitamin EMohammed Atiqul Hoque ChowdhuryBelum ada peringkat
- Process For Recovering Molybdenum and Tungsten From MoS3/WS3 PrecipitatesDokumen4 halamanProcess For Recovering Molybdenum and Tungsten From MoS3/WS3 PrecipitatesMike MilovanovBelum ada peringkat
- Water Quality Index Test ResultsDokumen11 halamanWater Quality Index Test ResultsSunil BhavsarBelum ada peringkat
- RMS 6th 2019Dokumen14 halamanRMS 6th 2019angelgupta2303Belum ada peringkat
- Astm A29Dokumen16 halamanAstm A29Nacer KisyBelum ada peringkat
- Earth's AtmosphereDokumen7 halamanEarth's AtmosphereKristine CastleBelum ada peringkat
- SDS Sodium GluconateDokumen4 halamanSDS Sodium GluconatemeBelum ada peringkat
- Inorganic Chemistry: Concept Based NotesDokumen63 halamanInorganic Chemistry: Concept Based NotesijdnsBelum ada peringkat
- Anatomy & Physiology Made Incredibly Visual!Dokumen412 halamanAnatomy & Physiology Made Incredibly Visual!Cereal KillerBelum ada peringkat
- RADIATION SAFETY FUNDAMENTALSDokumen69 halamanRADIATION SAFETY FUNDAMENTALSJay Lawson100% (1)
- Die-Materials classEDITDokumen45 halamanDie-Materials classEDITSatya AsatyaBelum ada peringkat
- Standard M Ethods of Test For: Weight of Coating On Zinc-Coated (Galvanized) ) Iron or Steel ArticlesDokumen6 halamanStandard M Ethods of Test For: Weight of Coating On Zinc-Coated (Galvanized) ) Iron or Steel ArticlesRichard PalaciosBelum ada peringkat
- 25X5 GI Strip - Data SheetDokumen1 halaman25X5 GI Strip - Data SheetSandeep VijayakumarBelum ada peringkat
- TRACTION FORCE CALCULATIONS IN ELASTOHYDRODYNAMIC CONTACTSDokumen6 halamanTRACTION FORCE CALCULATIONS IN ELASTOHYDRODYNAMIC CONTACTSayalpaniyanBelum ada peringkat
- Ultimate Cheatcode CematconDokumen82 halamanUltimate Cheatcode CematconJulian Deleon100% (1)
- Application of CFD in Thermal Power Plants PDFDokumen4 halamanApplication of CFD in Thermal Power Plants PDFSylvesterBelum ada peringkat
- Circulating Fluidised Bed Combustion 1Dokumen4 halamanCirculating Fluidised Bed Combustion 1Prasaanna MoniBelum ada peringkat
- All About EnginesDokumen1 halamanAll About EnginesMandi BozoBelum ada peringkat
- Medicina Mitocondrial Vol 1Dokumen485 halamanMedicina Mitocondrial Vol 1ArianPedrozaBelum ada peringkat
- Global Warming DebateDokumen2 halamanGlobal Warming DebateAry WulanBelum ada peringkat
- NANI K 46TH PASUNDAN 2021.12.01 08.36.02 DetailsDokumen4 halamanNANI K 46TH PASUNDAN 2021.12.01 08.36.02 Detailsakreditasi tarogong 2023Belum ada peringkat
- Humphery DavyDokumen3 halamanHumphery Davydr jameer kamateBelum ada peringkat
- Catalogo de PegamentosDokumen47 halamanCatalogo de PegamentosJorge Calderon RojasBelum ada peringkat
- Fired Heaters Convection SectionDokumen25 halamanFired Heaters Convection Sectionweam nour100% (1)
- As NZS 1865 1997 Aluminium and Aluminium Alloys Drawn Wire Rod Bar and StripDokumen7 halamanAs NZS 1865 1997 Aluminium and Aluminium Alloys Drawn Wire Rod Bar and StripYasser Hammad MohamedBelum ada peringkat
- Thermodynamics Lesson 2Dokumen12 halamanThermodynamics Lesson 2Lenard SusanoBelum ada peringkat
- Essay 2Dokumen3 halamanEssay 2Norhaida NdBelum ada peringkat
- Optimization of Pulsed TIG Welding Process Parameters On Mechanical Properties of AA 5456 Aluminum Alloy WeldmentsDokumen10 halamanOptimization of Pulsed TIG Welding Process Parameters On Mechanical Properties of AA 5456 Aluminum Alloy Weldmentsnofrian akbarBelum ada peringkat