Anda mungkin juga menyukai
- Technical Explanation of Corrugated BoardDokumen2 halamanTechnical Explanation of Corrugated BoardCraig DaughertyBelum ada peringkat
- Corrugated BoardDokumen5 halamanCorrugated Boardoanne_08Belum ada peringkat
- Corrugated Fiberboard DesignDokumen39 halamanCorrugated Fiberboard DesignLalo Gutierrez100% (1)
- Testing of Corrugated BoxDokumen5 halamanTesting of Corrugated BoxVinod NairBelum ada peringkat
- Corrugated Fiber Board BoxesDokumen11 halamanCorrugated Fiber Board BoxesBhupendra Singh100% (13)
- Bhs D - FluteDokumen22 halamanBhs D - FluteMl Agarwal100% (3)
- Paper & Paperboard PackagingDokumen56 halamanPaper & Paperboard PackagingAkulah Endang100% (1)
- STEAM USE in CORRUGATORSDokumen3 halamanSTEAM USE in CORRUGATORSUmarraj Saberwal100% (1)
- Starch For CorrugatingDokumen20 halamanStarch For Corrugatingsyifa latifa zahidaBelum ada peringkat
- FEFCO Standards Committee: World Standards - Comparison Testing Methods FEFCO / EN / ISO / TAPPIDokumen14 halamanFEFCO Standards Committee: World Standards - Comparison Testing Methods FEFCO / EN / ISO / TAPPICesar NietoBelum ada peringkat
- Parallel Check of Corrugating RollsDokumen4 halamanParallel Check of Corrugating RollsRaji VijayanBelum ada peringkat
- Project Report Corrugated BoxesDokumen80 halamanProject Report Corrugated Boxessomeonestupid196967% (3)
- Corrugated Boxes1Dokumen8 halamanCorrugated Boxes1abhi050191Belum ada peringkat
- Basic Testing and Design of Corrugated Board PDFDokumen150 halamanBasic Testing and Design of Corrugated Board PDFUmair Younus100% (4)
- Box MakingDokumen1 halamanBox Makingchubchub100% (1)
- Corrugated Board Bonding Defect VisualizDokumen33 halamanCorrugated Board Bonding Defect VisualizVijaykumarBelum ada peringkat
- International GMP Standard For Corrugated & Solid Board 2nd Editon - 0Dokumen45 halamanInternational GMP Standard For Corrugated & Solid Board 2nd Editon - 0ahmedomairaBelum ada peringkat
- Corugated Boxes FinalDokumen25 halamanCorugated Boxes FinalMoeez SaleemBelum ada peringkat
- PaperboardGuide enDokumen27 halamanPaperboardGuide enSandeep MahajanBelum ada peringkat
- DryEnd Operation Task ListDokumen8 halamanDryEnd Operation Task ListRajalakshmi GajapathyBelum ada peringkat
- Corrugated BoxDokumen68 halamanCorrugated BoxPrabodh Rajavat100% (1)
- IPP Training ReportDokumen53 halamanIPP Training Reportcoolpawan10Belum ada peringkat
- Paperboard GuideDokumen60 halamanPaperboard Guidepakzeeshan1100% (2)
- Relationships Between The Surface Texture of Flexographic Printing Plates and The Printability of Kraft PaperDokumen11 halamanRelationships Between The Surface Texture of Flexographic Printing Plates and The Printability of Kraft PaperQuý Đình Mai MaiBelum ada peringkat
- Grades of PaperDokumen25 halamanGrades of PaperRohit SinghBelum ada peringkat
- Dirt in Paper and Paperboard: Standard Test Method ForDokumen3 halamanDirt in Paper and Paperboard: Standard Test Method ForShaker QaidiBelum ada peringkat
- Packaging of Food in Paperboard Containers - 2020Dokumen40 halamanPackaging of Food in Paperboard Containers - 2020fernandoluisBelum ada peringkat
- Critical Attributes of Folding Cartons 2Dokumen8 halamanCritical Attributes of Folding Cartons 2Wanda Yee100% (1)
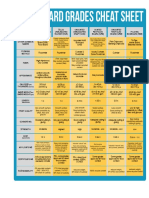
- Paperboard Grades Cheat Sheet: SchoolDokumen1 halamanPaperboard Grades Cheat Sheet: SchoolEva Kovač Brčić100% (2)
- About Paper ManufacturingDokumen60 halamanAbout Paper ManufacturinganilprasadalluBelum ada peringkat
- Paper TypesDokumen3 halamanPaper TypeskraftpaperBelum ada peringkat
- CB Corrugated Technical OverviewDokumen51 halamanCB Corrugated Technical OverviewMarcos Samsoniuk100% (1)
- Cardboard (Paper Product) : HistoryDokumen4 halamanCardboard (Paper Product) : Historydulyu4uBelum ada peringkat
- Paper & Board IndustryDokumen40 halamanPaper & Board Industryhelperforeu67% (3)
- Uncoated Paper Surface For Coldset Web OffsetDokumen175 halamanUncoated Paper Surface For Coldset Web OffsetHuy Nguyen100% (1)
- Printing Inks - Issues, Guidance and RegulationsDokumen93 halamanPrinting Inks - Issues, Guidance and RegulationsDinesh RajputBelum ada peringkat
- PulpPaper PDFDokumen57 halamanPulpPaper PDFNavaganesh KannappenBelum ada peringkat
- 2 ( (Pec 1Dokumen132 halaman2 ( (Pec 1Advendro ChandraBelum ada peringkat
- Print Finishing and Converting PDFDokumen56 halamanPrint Finishing and Converting PDFcommunity collegeBelum ada peringkat
- Effect of Moisture Content On Printability PDFDokumen7 halamanEffect of Moisture Content On Printability PDFRohit SinghBelum ada peringkat
- Moulded Pulp Product Process TechnologyDokumen28 halamanMoulded Pulp Product Process TechnologySundar MoorthiBelum ada peringkat
- Corrugated BoxesDokumen82 halamanCorrugated BoxesBhavik Patel100% (4)
- PackagingDokumen81 halamanPackagingYang Yew RenBelum ada peringkat
- CorrugationDokumen29 halamanCorrugationEngr Muhammad Asim Iqbal100% (2)
- Carton Board Detail With OffsetDokumen7 halamanCarton Board Detail With OffsetIzhar ShaikhBelum ada peringkat
- GCP 2002002 - Tissue Paper ProductsDokumen4 halamanGCP 2002002 - Tissue Paper ProductsMaureen Grace LebriaBelum ada peringkat
- Project Report On Shipper Industry Background: AutomobileDokumen7 halamanProject Report On Shipper Industry Background: Automobilerepala praveenBelum ada peringkat
- Corrugated Board Grades GuideDokumen3 halamanCorrugated Board Grades Guidejeziel salazar0% (1)
- Flexographic (2011) - Low ResDokumen44 halamanFlexographic (2011) - Low ResChloe GroemeBelum ada peringkat
- Optimization of Flexo Process Parameters To Reduce The Overall Manufacturing CostDokumen13 halamanOptimization of Flexo Process Parameters To Reduce The Overall Manufacturing CostCarlos TorresBelum ada peringkat
- About Paper CoatedDokumen39 halamanAbout Paper Coatedbobokor100% (1)
- 01.3 Corrugated Carton BoxesDokumen46 halaman01.3 Corrugated Carton Boxesh4n1_chan100% (1)
- Doublefacer Zone Operational Task ListDokumen6 halamanDoublefacer Zone Operational Task ListRajalakshmi GajapathyBelum ada peringkat
- Crush Tester (RCT Ect FCT Pat)Dokumen1 halamanCrush Tester (RCT Ect FCT Pat)Rohit ChawlaBelum ada peringkat
- Introduction To PackagingDokumen84 halamanIntroduction To PackagingChamara MadugalleBelum ada peringkat
- Flexography Troubleshooting GuideDokumen27 halamanFlexography Troubleshooting GuideAnan KempanichkulBelum ada peringkat
- General Issues and The Recommended StandardsDokumen60 halamanGeneral Issues and The Recommended StandardsTomislav RogićBelum ada peringkat
- Manufacturing of Corrugated BoardDokumen3 halamanManufacturing of Corrugated BoardPaul Philip LabitoriaBelum ada peringkat
- Lecture 7Dokumen13 halamanLecture 7abd jafBelum ada peringkat
- Corrugated Industry Part 1Dokumen10 halamanCorrugated Industry Part 1Ananth ChoudharyBelum ada peringkat
- Mechanical and Microstuctural Analysis of Dissimilar Metal Welds PDFDokumen9 halamanMechanical and Microstuctural Analysis of Dissimilar Metal Welds PDFsudarshanBelum ada peringkat
- Polymer - Physical PropertiesDokumen31 halamanPolymer - Physical PropertiessudarshanBelum ada peringkat
- The Physics of Rubber PDFDokumen11 halamanThe Physics of Rubber PDFsudarshanBelum ada peringkat
- Surya Namaskar (Sun Salutations) : Sthiti: Tadasana With Namaskara MudraDokumen5 halamanSurya Namaskar (Sun Salutations) : Sthiti: Tadasana With Namaskara MudrasudarshanBelum ada peringkat
- Misumi Technical Data PDFDokumen1 halamanMisumi Technical Data PDFtnchsg100% (1)
- All About BoxesDokumen6 halamanAll About BoxessudarshanBelum ada peringkat
- Standard Sheetmetal Slitting TolerancesDokumen11 halamanStandard Sheetmetal Slitting TolerancessudarshanBelum ada peringkat
- 751br UsDokumen2 halaman751br UsandreahankBelum ada peringkat
- Good Design PraticeDokumen76 halamanGood Design PraticeAlvira NadiaBelum ada peringkat
- National Open University of NigeriaDokumen106 halamanNational Open University of NigeriaAromasodun Omobolanle IswatBelum ada peringkat
- LT1061 Catalogue of RebarDokumen2 halamanLT1061 Catalogue of Rebarengage4u2020Belum ada peringkat
- W112 Gypsum Board Partition Wall System W112 Gypsum Board Partition Wall SystemDokumen2 halamanW112 Gypsum Board Partition Wall System W112 Gypsum Board Partition Wall Systemanon_433278265Belum ada peringkat
- Sap For Mill ProductsDokumen7 halamanSap For Mill ProductsKanapon Gunprom100% (1)
- A618 PDFDokumen4 halamanA618 PDFSadashiva sahooBelum ada peringkat
- Tourism 2.0: Definition and Key ConceptsDokumen12 halamanTourism 2.0: Definition and Key ConceptsMikhailBelum ada peringkat
- Catalog Lanturi de Transmisie SKFDokumen18 halamanCatalog Lanturi de Transmisie SKFjo_rz_57Belum ada peringkat
- Floor PlansDokumen25 halamanFloor PlansLilian Padios Abiog100% (1)
- Is 13417.1992 PDFDokumen14 halamanIs 13417.1992 PDFGurdeep SinghBelum ada peringkat
- Biotech ReportDokumen17 halamanBiotech ReportsrushtiBelum ada peringkat
- Fcie CompaniesDokumen4 halamanFcie CompaniesRodel MartinezBelum ada peringkat
- Types of Cargo: and A Little GrammarDokumen43 halamanTypes of Cargo: and A Little GrammarSariBelum ada peringkat
- TDS - Aqua PU Anti-SkidDokumen2 halamanTDS - Aqua PU Anti-SkidHeramb TrifaleyBelum ada peringkat
- Kaowool Paper 1260Dokumen2 halamanKaowool Paper 1260praveentienBelum ada peringkat
- Mechanical Design Manual FastenerDokumen68 halamanMechanical Design Manual FastenerRuben VidalBelum ada peringkat
- PM 1Dokumen225 halamanPM 1danielrita570Belum ada peringkat
- Underlying Causes of Rework in ConstructionDokumen24 halamanUnderlying Causes of Rework in ConstructionStefanBelibouBelum ada peringkat
- Ramset Specifiers Resource Book Ed3 - Brick and Block AnchorDokumen13 halamanRamset Specifiers Resource Book Ed3 - Brick and Block AnchorJoshua Gibbings100% (1)
- Amplify Io 3701Dokumen2 halamanAmplify Io 3701Julio GarcíaBelum ada peringkat
- Product Design Guide For ForgingDokumen31 halamanProduct Design Guide For ForgingVikram Borkhediya100% (1)
- PVC Conduits CatalougeDokumen72 halamanPVC Conduits CatalougeS M DineshBelum ada peringkat
- 3D Printing Seminar REPORT-srijanDokumen26 halaman3D Printing Seminar REPORT-srijanSrijan UpadhyayBelum ada peringkat
- The World's Biggest Zinc ProducersDokumen8 halamanThe World's Biggest Zinc Producersrubencito1Belum ada peringkat
- Nil Waste Processing of Low Grade LimestoneDokumen9 halamanNil Waste Processing of Low Grade LimestoneravibelavadiBelum ada peringkat
- Warehouse MGT Chap 01Dokumen36 halamanWarehouse MGT Chap 01syakirah100% (1)
- Heat Treatment ProcedureDokumen3 halamanHeat Treatment ProcedureKunal AjgaonkarBelum ada peringkat