Anda mungkin juga menyukai
- Acero-Tabla Fy Miembro A Compresion PDFDokumen5 halamanAcero-Tabla Fy Miembro A Compresion PDFBrian Añaguari100% (1)
- Capitulo 3 Elementos A TensionDokumen45 halamanCapitulo 3 Elementos A TensionJose MartinezBelum ada peringkat
- Metodo Del Marco EquivalenteDokumen22 halamanMetodo Del Marco EquivalenteRenzo Alonzo MendozaBelum ada peringkat
- Placas de AsientoDokumen3 halamanPlacas de AsientoJoseCruzadoGarcia100% (1)
- Acero - Columnas Compuestas CelosiaDokumen4 halamanAcero - Columnas Compuestas CelosiaJOSE SUAREZ JARAMILLOBelum ada peringkat
- 1.9.-Doblado y Colocacion de Acero de RefuerzoDokumen3 halaman1.9.-Doblado y Colocacion de Acero de RefuerzoGustavo Cruz Saldaña100% (1)
- Apoyos y AnclajesDokumen19 halamanApoyos y Anclajesathos_2587Belum ada peringkat
- Columnas en CelosíaDokumen20 halamanColumnas en Celosíageorge67% (3)
- Elementos en TensiónDokumen8 halamanElementos en TensiónAlberto Hernández PalmaBelum ada peringkat
- Metodo de Charles WhitneyDokumen5 halamanMetodo de Charles Whitney01-IC-HU-RONY MIGUEL PAHUACHO URIBEBelum ada peringkat
- Columnas CompuestasDokumen3 halamanColumnas Compuestaseduardomacanas100% (3)
- Losacero: sistema entrepiso aceroDokumen4 halamanLosacero: sistema entrepiso aceroJavier PereiraBelum ada peringkat
- Columnas CortasDokumen47 halamanColumnas CortasmarcosantosBelum ada peringkat
- Análisis de trabe por cortante y momentoDokumen4 halamanAnálisis de trabe por cortante y momentoGera Riquelme33% (3)
- Diseño plástico de vigas de acero según AISCDokumen13 halamanDiseño plástico de vigas de acero según AISCGabriel Noh Lopez50% (4)
- Diseño Por El Método de Factores de Carga y ResistenciaDokumen5 halamanDiseño Por El Método de Factores de Carga y Resistenciadarkar dasredBelum ada peringkat
- Diseño de Miembros A TensionDokumen7 halamanDiseño de Miembros A TensionFredy Ronald Huaman CunyasBelum ada peringkat
- Acero de Refuerzo PDFDokumen4 halamanAcero de Refuerzo PDFManuelBelum ada peringkat
- Losas PlanasDokumen4 halamanLosas PlanasAlex GarZuBelum ada peringkat
- Vigas Doblemente ArmadasDokumen7 halamanVigas Doblemente ArmadasmrguitaristjejeBelum ada peringkat
- Definicion de Los Metodos de Diseño Elastico y PlasticoDokumen12 halamanDefinicion de Los Metodos de Diseño Elastico y PlasticoAlberto Flores Cordova71% (7)
- Placa Base para Columna MetalicaDokumen30 halamanPlaca Base para Columna MetalicaJose Luis Huancollo Goyzueta100% (1)
- Sin TítuloDokumen2 halamanSin TítuloMiguel LópezBelum ada peringkat
- Miembros Cargados Axialmente A CompresionDokumen5 halamanMiembros Cargados Axialmente A CompresionRussell AlexisBelum ada peringkat
- DISEÑO EN ACERO ExamenDokumen6 halamanDISEÑO EN ACERO ExamenErwin Lopez CasaverdeBelum ada peringkat
- CimentacionesDokumen18 halamanCimentacionesRUBENBelum ada peringkat
- Trabes doblemente armadas vs vigas TDokumen21 halamanTrabes doblemente armadas vs vigas TRamírez Cedillo María del RosarioBelum ada peringkat
- Juntas EmpernadasDokumen38 halamanJuntas EmpernadasLeandro VelardeBelum ada peringkat
- Diseño A Cortante de Las VigasDokumen22 halamanDiseño A Cortante de Las VigasFaby CunalataBelum ada peringkat
- Articulaciones PlasticasDokumen17 halamanArticulaciones PlasticasElder CubasBelum ada peringkat
- Tornillos Sujetos A Corte ExcéntricoDokumen9 halamanTornillos Sujetos A Corte ExcéntricoErik Thiago XavezBelum ada peringkat
- Requisitos Revision de Planos EstructuralesDokumen6 halamanRequisitos Revision de Planos EstructuralesAndrés AguileraBelum ada peringkat
- Área neta crítica en placas con agujeros alternadosDokumen3 halamanÁrea neta crítica en placas con agujeros alternadosOmar Pérez GarciaBelum ada peringkat
- Teoría de Las ColumnasDokumen7 halamanTeoría de Las Columnassamaraleon100% (2)
- La Historia de Las Normas AiscDokumen7 halamanLa Historia de Las Normas AiscRemle ScBelum ada peringkat
- Conexion de Seccion ReducidaDokumen4 halamanConexion de Seccion ReducidaJorge Nuñez VargasBelum ada peringkat
- Comportamiento de pórticos no arriostrados con menos deDokumen20 halamanComportamiento de pórticos no arriostrados con menos deKATHEIRNE PATIÑO GAVIRIA50% (2)
- Detalles de Colocacion de Acero de RefuerzoDokumen5 halamanDetalles de Colocacion de Acero de RefuerzoAlexander MoralesBelum ada peringkat
- Análisis de Miembros A TensiónDokumen4 halamanAnálisis de Miembros A TensiónLigia MtBelum ada peringkat
- Memoria de Calculo Arcotecho La MercedDokumen38 halamanMemoria de Calculo Arcotecho La MercedHeber Trujillo Tellez33% (3)
- DISEÑO DE VIGAS MEDIANTE LA TEORÍA PLASTICA O DE ROTURA 7 TerminosDokumen7 halamanDISEÑO DE VIGAS MEDIANTE LA TEORÍA PLASTICA O DE ROTURA 7 TerminoseligioBelum ada peringkat
- Miembros Sujetos A TensiónDokumen6 halamanMiembros Sujetos A TensiónIahaneli HernandezBelum ada peringkat
- Trabe de LigaDokumen18 halamanTrabe de LigaD Israel M PérezBelum ada peringkat
- Traves o VigasDokumen7 halamanTraves o VigasMauricio Gomez GarnicaBelum ada peringkat
- Hipotesis y Especificaciones de Elementos de Concreto Sometido A FlexionDokumen8 halamanHipotesis y Especificaciones de Elementos de Concreto Sometido A FlexionJonathan Garcia RomeroBelum ada peringkat
- Fallas Mas Comunes en Concreto Reforzado y MamposteríaDokumen6 halamanFallas Mas Comunes en Concreto Reforzado y MamposteríaLuis MedinaBelum ada peringkat
- Muros DiafragmaDokumen6 halamanMuros DiafragmaEmiliano FloresBelum ada peringkat
- Metodo PlasticoDokumen2 halamanMetodo PlasticoLuis Andres Rodriguez Lobato33% (3)
- Diseño de Contratrabe de LigaDokumen10 halamanDiseño de Contratrabe de LigaArturo Lazaro ArzolaBelum ada peringkat
- (540498180) Pandeo Torsional y FlexotorsionalDokumen38 halaman(540498180) Pandeo Torsional y FlexotorsionaljuanrenojoBelum ada peringkat
- Área Neta EfectivaDokumen6 halamanÁrea Neta EfectivaplasztzBelum ada peringkat
- Diseño a cortante y tensión diagonal en vigas de concretoDokumen41 halamanDiseño a cortante y tensión diagonal en vigas de concretoKeibyn MolinaBelum ada peringkat
- Modelacion de Una Conexion Viga-Columna Soldada-Muv Con Sap2000Dokumen53 halamanModelacion de Una Conexion Viga-Columna Soldada-Muv Con Sap2000Milena Lemus FonsecaBelum ada peringkat
- Proceso de SoldaduraDokumen50 halamanProceso de Soldaduramelisa moreno barrantesBelum ada peringkat
- CAP 14 CONEXIONES SOLDADASDokumen13 halamanCAP 14 CONEXIONES SOLDADASOscar MoratoBelum ada peringkat
- Tipos de Soldadura ElectricaDokumen18 halamanTipos de Soldadura ElectricaCitlaly DuranBelum ada peringkat
- Historia de La SoldaduraDokumen5 halamanHistoria de La SoldaduraGioPeñaBelum ada peringkat
- Conexiones SoldadurasDokumen18 halamanConexiones SoldadurasDiego MerchanBelum ada peringkat
- Presentacion Procesos OAW RSWDokumen41 halamanPresentacion Procesos OAW RSWGabbytkBelum ada peringkat
- Uniones Soldadas y AtornilladasDokumen7 halamanUniones Soldadas y AtornilladasDerek Fernando SaucedoBelum ada peringkat
- Demostracion Del SistemaDokumen9 halamanDemostracion Del SistemaYane MoraBelum ada peringkat
- Conectivos y RelacionantesDokumen20 halamanConectivos y Relacionantessrojash94% (16)
- Ubicación Óptima de Hidrantes Multiusuario en Redes de Riego A Presion Mediante El Empleo Nde Modelos Le Localizacion-AsignacionDokumen63 halamanUbicación Óptima de Hidrantes Multiusuario en Redes de Riego A Presion Mediante El Empleo Nde Modelos Le Localizacion-AsignacionYane MoraBelum ada peringkat
- 2012 ANEXO HIDRANTES Generalidades para Instalar Un HidranteDokumen3 halaman2012 ANEXO HIDRANTES Generalidades para Instalar Un HidranteYane MoraBelum ada peringkat
- Spanish UWP Fire Hydrant Brochure Single PagesDokumen4 halamanSpanish UWP Fire Hydrant Brochure Single PagesYane MoraBelum ada peringkat
- Norma INV E-402-07Dokumen15 halamanNorma INV E-402-07Yane MoraBelum ada peringkat
- Escala CalificativaDokumen7 halamanEscala CalificativaYane MoraBelum ada peringkat
- Escala CalificativaDokumen7 halamanEscala CalificativaYane MoraBelum ada peringkat
- Covenin 1294-01-HidrantesDokumen29 halamanCovenin 1294-01-Hidrantesromanvictor2000Belum ada peringkat
- Baidu Inc - Beneficio Por Acción (Q4)Dokumen1 halamanBaidu Inc - Beneficio Por Acción (Q4)Yane MoraBelum ada peringkat
- NTP 42 Bocas e Hidrantes de Incendio. Condiciones de Instalación.Dokumen6 halamanNTP 42 Bocas e Hidrantes de Incendio. Condiciones de Instalación.petugoBelum ada peringkat
- 35 Redes Hidrantes Fijos 3a Edicion Julio2011Dokumen39 halaman35 Redes Hidrantes Fijos 3a Edicion Julio2011jdsa123Belum ada peringkat
- LULOWin NGDokumen755 halamanLULOWin NGVictor100% (1)
- TOPO Calculo D Volumen de Tierra Secciones TransversalesDokumen29 halamanTOPO Calculo D Volumen de Tierra Secciones TransversalesaldivirixBelum ada peringkat
- Etapas construcción terraceríaDokumen18 halamanEtapas construcción terraceríaEdgar Morales RomeroBelum ada peringkat
- Proceso de excavación con maquinaria pesadaDokumen9 halamanProceso de excavación con maquinaria pesadaLarry Fernán Zapa BohórquezBelum ada peringkat
- Guia Construcciones InformalesDokumen15 halamanGuia Construcciones InformalesAlberto Noguera0% (1)
- Diseño geométrico de carreteras: curvas horizontales, peralte y visibilidadDokumen298 halamanDiseño geométrico de carreteras: curvas horizontales, peralte y visibilidadjennita2111100% (4)
- Partidas Vialidad Junio 2008 MINFRADokumen81 halamanPartidas Vialidad Junio 2008 MINFRAYane MoraBelum ada peringkat
- Oficio 01 00 000647 2012Dokumen7 halamanOficio 01 00 000647 2012Yane MoraBelum ada peringkat
- 02 Placasbase 100512005952 Phpapp02Dokumen4 halaman02 Placasbase 100512005952 Phpapp02Leonardo ChirinoBelum ada peringkat
- Decreto Ley Contrataciones Publicas (RdHOO)Dokumen47 halamanDecreto Ley Contrataciones Publicas (RdHOO)Mike ValderramAntaurcoBelum ada peringkat
- 02 ApaDokumen14 halaman02 ApaJesùs YseaBelum ada peringkat
- Unidad4 100510005909 Phpapp01Dokumen10 halamanUnidad4 100510005909 Phpapp01Leonardo ChirinoBelum ada peringkat
- 273-98-Concreto Mortero y TerminologiaDokumen9 halaman273-98-Concreto Mortero y Terminologiarmejias_sBelum ada peringkat
- Reglas Del EnsayoDokumen3 halamanReglas Del EnsayoYane MoraBelum ada peringkat
- DiseÑo de Acero EstructuralDokumen621 halamanDiseÑo de Acero Estructuraljugi84100% (8)
- Método de Los LúmenesDokumen6 halamanMétodo de Los LúmenesViviana SilvaBelum ada peringkat
- Calculos en La IluminacionDokumen4 halamanCalculos en La IluminacionArq Francisco Ruiz JiménezBelum ada peringkat
- Los Diferentes Perfiles Del Comprador de ArteDokumen10 halamanLos Diferentes Perfiles Del Comprador de ArteJose Luis Alvarez100% (1)
- Monólogo de La GringaDokumen2 halamanMonólogo de La GringalucasBelum ada peringkat
- Guía Docente Instrumentación y Orquestación PDFDokumen15 halamanGuía Docente Instrumentación y Orquestación PDFFernando Quintero AranguibelBelum ada peringkat
- Competencias Genericas LenguajeDokumen46 halamanCompetencias Genericas LenguajeJuan Pablo HernandezBelum ada peringkat
- Decretos Importantes YO SOY UNA ANTORCHA DE FUEGO VIOLETA Y TODO LO NEGATIVO QUE SE ME APROXIME ES AL INSTANTE TRANSMUTADODokumen5 halamanDecretos Importantes YO SOY UNA ANTORCHA DE FUEGO VIOLETA Y TODO LO NEGATIVO QUE SE ME APROXIME ES AL INSTANTE TRANSMUTADOJucegahe Garcia HernandezBelum ada peringkat
- Batucada Ritmo en El Aula Eu07593844Dokumen6 halamanBatucada Ritmo en El Aula Eu07593844PatriBelum ada peringkat
- Religion Sexto - Ii PeriodoDokumen6 halamanReligion Sexto - Ii PeriodoTere Rangel100% (1)
- Revista Numero 4 Candás en La Memoria - Diciembre 2018Dokumen32 halamanRevista Numero 4 Candás en La Memoria - Diciembre 2018Jose AntonioBelum ada peringkat
- Control de Lectura Pedrito y El LoboDokumen2 halamanControl de Lectura Pedrito y El LoboJessica ValenzuelaBelum ada peringkat
- BrayanDokumen4 halamanBrayanQuintero CarlosBelum ada peringkat
- Banco FilosofiaDokumen5 halamanBanco FilosofiaJoaquin LedezmaBelum ada peringkat
- Festival de arte CAEMHDokumen2 halamanFestival de arte CAEMHAngel Maqquerhua PereyraBelum ada peringkat
- Unidad de Habitacional de MarsellaDokumen23 halamanUnidad de Habitacional de MarsellaAngie PedrazaBelum ada peringkat
- Darío S.Dokumen24 halamanDarío S.madaLU. Briceño.Belum ada peringkat
- 01 Del 05 Al 16 de Noviembre en D+ Nde Vivo, Los Planetas y Mi CasaDokumen37 halaman01 Del 05 Al 16 de Noviembre en D+ Nde Vivo, Los Planetas y Mi Casagwillian1980Belum ada peringkat
- Cuneiforme SumerioDokumen42 halamanCuneiforme SumerioEl mito de la CavernaBelum ada peringkat
- Actividad 1 La Ciudadania y Democracia en GreciaDokumen4 halamanActividad 1 La Ciudadania y Democracia en GreciaLuis Manuel ScutBelum ada peringkat
- Herramienta indispensable para el estudiante BíblicoDokumen17 halamanHerramienta indispensable para el estudiante BíblicoThomas HarrisonBelum ada peringkat
- Actividad 10-11Dokumen1 halamanActividad 10-11miguel rodríguezBelum ada peringkat
- Cultura Afrocolombiana 2020Dokumen5 halamanCultura Afrocolombiana 2020jorge vargasBelum ada peringkat
- SensoresDokumen64 halamanSensoresCristian Uchasara CasavilcaBelum ada peringkat
- Definiciones de Herramientas TecnologicasDokumen5 halamanDefiniciones de Herramientas TecnologicasMireya Crespo33% (3)
- Año Del Buen Servicio Al CiudadanoDokumen39 halamanAño Del Buen Servicio Al CiudadanonoseBelum ada peringkat
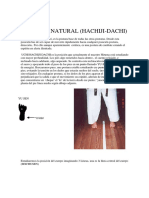
- Posicion Natural Maestro HirumaDokumen17 halamanPosicion Natural Maestro HirumaNico Azul MonteroBelum ada peringkat
- El Ramo Azul - O. PazDokumen2 halamanEl Ramo Azul - O. PazBelu Vázquez100% (1)
- Leyenda MexicanaDokumen1 halamanLeyenda MexicanaJose AngelBelum ada peringkat
- Pretty Woman Baja 3-11Dokumen93 halamanPretty Woman Baja 3-11femcatalogoscr100% (1)
- Guía Lenguaje 13. 1°bDokumen3 halamanGuía Lenguaje 13. 1°bErika Gonzalez CifuentesBelum ada peringkat
- El Secreto Del Rey MaónDokumen2 halamanEl Secreto Del Rey MaónMario de la Cuadra67% (3)
- Instrucciones Medidor Mc-377 PromaxDokumen38 halamanInstrucciones Medidor Mc-377 PromaxpopoBelum ada peringkat