Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- SCP 6-12Dokumen2 halamanSCP 6-12Jhon Jairo Mazuera GuzmanBelum ada peringkat
- Solid Waste Landfill Design ManualDokumen632 halamanSolid Waste Landfill Design ManualJhon Jairo Mazuera Guzman100% (8)
- OTC Family of Battery Testers: Sabre HPDokumen4 halamanOTC Family of Battery Testers: Sabre HPJhon Jairo Mazuera GuzmanBelum ada peringkat
- Landfill Off Gas Collection System CalculationsDokumen15 halamanLandfill Off Gas Collection System CalculationsJhon Jairo Mazuera Guzman100% (1)
- Landfill Capacity CalculationDokumen3 halamanLandfill Capacity CalculationJhon Jairo Mazuera Guzman50% (2)
- ISWA Landfill Operational Guidelines 2nd EditionDokumen106 halamanISWA Landfill Operational Guidelines 2nd EditionJhon Jairo Mazuera GuzmanBelum ada peringkat
- KNF Gas PumpsDokumen6 halamanKNF Gas PumpsJhon Jairo Mazuera GuzmanBelum ada peringkat
- Conventional Landfill Design - OperationDokumen24 halamanConventional Landfill Design - OperationJhon Jairo Mazuera Guzman100% (2)
- Usa Army Engineering Manual DesingDokumen110 halamanUsa Army Engineering Manual DesingVeda Liz CruzBelum ada peringkat
- Dillah-McCarron-Balwinder Vertical LFG Wells The SCS ModelDokumen13 halamanDillah-McCarron-Balwinder Vertical LFG Wells The SCS ModelJhon Jairo Mazuera GuzmanBelum ada peringkat
- Conversion SCFM Nm3-hDokumen17 halamanConversion SCFM Nm3-hJhon Jairo Mazuera GuzmanBelum ada peringkat
- Continental BLOWER IO&M Manual 2009Dokumen28 halamanContinental BLOWER IO&M Manual 2009Jhon Jairo Mazuera GuzmanBelum ada peringkat
- Epa Landfill Operational PracticesDokumen69 halamanEpa Landfill Operational PracticesJhon Jairo Mazuera GuzmanBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Ms500se PDFDokumen5 halamanMs500se PDFEduardo NazarioBelum ada peringkat
- Scania TruckAndBus 2023Dokumen403 halamanScania TruckAndBus 2023Piotr ZiąbkowskiBelum ada peringkat
- Cfe Exam Review Course - December 2020 - VirtualDokumen4 halamanCfe Exam Review Course - December 2020 - VirtualSeck OusseynouAliouneBelum ada peringkat
- AC 29 2cincorporatedDokumen1.109 halamanAC 29 2cincorporatedzzudhirBelum ada peringkat
- Theta76PrinterUnit EL V1-0Dokumen58 halamanTheta76PrinterUnit EL V1-0MarcelinoMorillasCecilia100% (1)
- Corrective MaintenanceDokumen12 halamanCorrective MaintenanceMohammed Nerissa100% (1)
- KEDA Quotation of 2 3 4 Inch Mini Gold DredgerDokumen3 halamanKEDA Quotation of 2 3 4 Inch Mini Gold DredgerShane CapstickBelum ada peringkat
- Teco VFD Operating ManualDokumen69 halamanTeco VFD Operating ManualStronghold Armory100% (1)
- Chapter 19 Malicious LogicDokumen16 halamanChapter 19 Malicious LogicAnita Sofia KeyserBelum ada peringkat
- Dbms Lab Manual-2013Dokumen27 halamanDbms Lab Manual-2013Arham JainBelum ada peringkat
- NASA MissionsDokumen62 halamanNASA MissionsRoman FlorinBelum ada peringkat
- Pamphlet On Maintenance and Overhauling of Lightning ArresterDokumen10 halamanPamphlet On Maintenance and Overhauling of Lightning ArresterAjay Kumar PoulBelum ada peringkat
- 22KW Hydraulic Power Unit GADokumen1 halaman22KW Hydraulic Power Unit GAGabi GabrielBelum ada peringkat
- Xpulse200t Manual de PartesDokumen92 halamanXpulse200t Manual de PartesAthiq Nehman100% (2)
- Presentation 1Dokumen12 halamanPresentation 1Varun MaheshwariBelum ada peringkat
- Experiment No. 1: Aim: Study of Tanner Tools THEORY: Tanner ToolsDokumen24 halamanExperiment No. 1: Aim: Study of Tanner Tools THEORY: Tanner ToolsVarun GargBelum ada peringkat
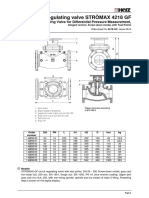
- Circuit Regulating Valve STRÖMAX 4218 GFDokumen14 halamanCircuit Regulating Valve STRÖMAX 4218 GFMario Mô Ri ABelum ada peringkat
- Lowel LightsDokumen80 halamanLowel LightsSaulo Valley100% (1)
- Pelland Pumptrack2018Dokumen60 halamanPelland Pumptrack2018ksnakaBelum ada peringkat
- PPG en-US P162.OutputDokumen4 halamanPPG en-US P162.OutputChemical EngineerBelum ada peringkat
- Indian Standard: Stationary Valve Regulated Lead Acid Batteries - SpecificationDokumen12 halamanIndian Standard: Stationary Valve Regulated Lead Acid Batteries - Specificationmukesh_kht1Belum ada peringkat
- Truwater - TCM SeriesDokumen12 halamanTruwater - TCM SeriesnkhhhBelum ada peringkat
- Pharma MarketingDokumen55 halamanPharma MarketingArpan KoradiyaBelum ada peringkat
- SRX5400-SRX5800 Services Gateway DSDokumen12 halamanSRX5400-SRX5800 Services Gateway DSAnonymous rSFHGQIBdFBelum ada peringkat
- Active Suspension System of Quarter CarDokumen70 halamanActive Suspension System of Quarter CarMarcu SorinBelum ada peringkat
- CEN ISO TR 17844 (2004) (E) CodifiedDokumen7 halamanCEN ISO TR 17844 (2004) (E) CodifiedOerroc Oohay0% (1)
- GCCDokumen265 halamanGCCzhenguoliBelum ada peringkat
- Unit I - Shafts: Single ElementDokumen7 halamanUnit I - Shafts: Single Elementchelam101100% (1)
- Lab 1: Basic Cisco Device Configuration: Topology DiagramDokumen17 halamanLab 1: Basic Cisco Device Configuration: Topology DiagramnhiBelum ada peringkat
- XMEye Android User ManualDokumen32 halamanXMEye Android User Manualaxelkal ck50% (2)