Anda mungkin juga menyukai
- Syngas: 2.1 Steam Methane ReformingDokumen4 halamanSyngas: 2.1 Steam Methane ReformingthetreeoutthewindowBelum ada peringkat
- Scale-Up of A Crystallizer For Production of Nano-Sized Energetic MaterialsDokumen8 halamanScale-Up of A Crystallizer For Production of Nano-Sized Energetic MaterialsThanh ThanhBelum ada peringkat
- Gasifier ProcessDokumen4 halamanGasifier ProcessHenry ArenasBelum ada peringkat
- EST Emergency Scrubber Products1Dokumen32 halamanEST Emergency Scrubber Products1ca_perez75Belum ada peringkat
- AS Crystallization GEADokumen6 halamanAS Crystallization GEADiden DzBelum ada peringkat
- Desulfurization v1.2 (Final)Dokumen35 halamanDesulfurization v1.2 (Final)Talha JamilBelum ada peringkat
- Combustion Analysis of GasifierDokumen27 halamanCombustion Analysis of Gasifieriprashant05Belum ada peringkat
- Xstrata NiCu Smelter Metallurgical ModellingDokumen26 halamanXstrata NiCu Smelter Metallurgical ModellingergfaradBelum ada peringkat
- Methanol To Prop y LeneDokumen37 halamanMethanol To Prop y Leneliza_azil8866Belum ada peringkat
- The Dry Reforming of Methane To Syngas and Subsequent Products PDFDokumen107 halamanThe Dry Reforming of Methane To Syngas and Subsequent Products PDFIntan Clarissa SophianaBelum ada peringkat
- Modeling of Biomass Gasification in Fluidized BedDokumen66 halamanModeling of Biomass Gasification in Fluidized BedStevan Nemoda100% (1)
- Biomass EnergyDokumen1 halamanBiomass EnergyrapBelum ada peringkat
- ZPM - Kneter-Gb Mixer Continuu Werner PDFDokumen12 halamanZPM - Kneter-Gb Mixer Continuu Werner PDFIstudor AdrianaBelum ada peringkat
- Chlorine Absorption Utilizing Caustic Sodium SulfiteDokumen94 halamanChlorine Absorption Utilizing Caustic Sodium SulfiteJose SotoBelum ada peringkat
- Blast Furnace Heat and Material Balance Using MS-Excel-SolverDokumen11 halamanBlast Furnace Heat and Material Balance Using MS-Excel-SolvermaklesurrahmanBelum ada peringkat
- System Use: Methanol Carbon andDokumen8 halamanSystem Use: Methanol Carbon andakshukBelum ada peringkat
- Ulllted States Patent (19) (11) Patent Number: 6,150,570: Gutmann Et Al. (45) Date of Patent: Nov. 21, 2000Dokumen5 halamanUlllted States Patent (19) (11) Patent Number: 6,150,570: Gutmann Et Al. (45) Date of Patent: Nov. 21, 2000JosefogBelum ada peringkat
- Binder PitchDokumen10 halamanBinder PitchSudipta RoyBelum ada peringkat
- Production of Ethanol: BY: Ahmed Sherif - 111065Dokumen29 halamanProduction of Ethanol: BY: Ahmed Sherif - 111065Anonymous OAJbSvTFcpBelum ada peringkat
- Carbondioxide ScrubberDokumen8 halamanCarbondioxide ScrubberSameer ChalkeBelum ada peringkat
- Fischer Tropsch ProcessDokumen23 halamanFischer Tropsch ProcessItsura AnnetteBelum ada peringkat
- Modeling and Simulation of Methanation Catalytic Reactor in Ammonia PlantDokumen8 halamanModeling and Simulation of Methanation Catalytic Reactor in Ammonia PlantAbdulrazzaqAL-MalikyBelum ada peringkat
- Catalyst Poisoning or DeactivationDokumen2 halamanCatalyst Poisoning or Deactivationdimas setyawan100% (1)
- Biogas TechnologyDokumen7 halamanBiogas TechnologyMuhire PatrickBelum ada peringkat
- Chlorine: International Thermodynamic Tables of the Fluid StateDari EverandChlorine: International Thermodynamic Tables of the Fluid StateBelum ada peringkat
- Biogas Boiler: Thermal Efficiency: Biogas Has A Lower Calorific Value Than Natural Gas, andDokumen2 halamanBiogas Boiler: Thermal Efficiency: Biogas Has A Lower Calorific Value Than Natural Gas, andLeonardo GalardoBelum ada peringkat
- Preparation of Activated Carbon From Rice HuskDokumen20 halamanPreparation of Activated Carbon From Rice HuskSabharish MuraliBelum ada peringkat
- Aquaculture Scoop May IssueDokumen20 halamanAquaculture Scoop May IssueAquaculture ScoopBelum ada peringkat
- CatalogueDokumen50 halamanCatalogueDiegoBelum ada peringkat
- Steam To Carbon Ratio Calculations: InstructionsDokumen8 halamanSteam To Carbon Ratio Calculations: InstructionsSuresh Ramakrishnan100% (1)
- Biogas Digester - Final PDFDokumen28 halamanBiogas Digester - Final PDFzubair aliBelum ada peringkat
- Natural Gas Dehydratation Process SimulationDokumen5 halamanNatural Gas Dehydratation Process SimulationAndrea TellanBelum ada peringkat
- Whytheat K 60Dokumen1 halamanWhytheat K 60RAVI KIRAN CHALLAGUNDLABelum ada peringkat
- Gas HydrateDokumen47 halamanGas HydrateYashashavi LadhaBelum ada peringkat
- Integration of Gasification With Thermal Residue Conversion in RefineriesDokumen15 halamanIntegration of Gasification With Thermal Residue Conversion in Refineriesrameshkarthik810Belum ada peringkat
- Residence Time Optimization in Continuous Crystallizers PDFDokumen6 halamanResidence Time Optimization in Continuous Crystallizers PDFgilmarsaenzBelum ada peringkat
- Energy Efficiency of Hydrogen As A Fuel (2016)Dokumen17 halamanEnergy Efficiency of Hydrogen As A Fuel (2016)Marie StorvikBelum ada peringkat
- Distillation Theoretical Stages CalculatorDokumen687 halamanDistillation Theoretical Stages CalculatorgrabettyBelum ada peringkat
- Steam Turbine SizingDokumen1 halamanSteam Turbine SizingdantopanBelum ada peringkat
- Current Status, Research Trends, and ChallengesDokumen23 halamanCurrent Status, Research Trends, and Challengesqgi-tanyaBelum ada peringkat
- Coal Processing MethodsDokumen3 halamanCoal Processing MethodsMael MohammedBelum ada peringkat
- Synthesis GasDokumen8 halamanSynthesis GasTotok IswantoBelum ada peringkat
- Chem IA NUMERO 5Dokumen4 halamanChem IA NUMERO 5BrittanyBelum ada peringkat
- Oregen Wasted Heat Recovery CycleDokumen6 halamanOregen Wasted Heat Recovery CyclesbiliristhodBelum ada peringkat
- Biomass Gasification ProcessDokumen27 halamanBiomass Gasification ProcessTony AppsBelum ada peringkat
- Investigations of Some Properties of Oxysulphate of Magnesium by Admixing Zinc Oxide As An AdditiveDokumen6 halamanInvestigations of Some Properties of Oxysulphate of Magnesium by Admixing Zinc Oxide As An AdditiveIJRASETPublicationsBelum ada peringkat
- Physics of GrapheneDokumen19 halamanPhysics of Grapheneajrajr01100% (1)
- ZEOCHEM General BrochureDokumen8 halamanZEOCHEM General BrochureFabricioBelum ada peringkat
- Literature Review On Carbon Dioxide Capture by AbsorptionDokumen21 halamanLiterature Review On Carbon Dioxide Capture by AbsorptionTU_MTECH_ENV11Belum ada peringkat
- LRS 10Dokumen1 halamanLRS 10anshuman432Belum ada peringkat
- Cascade Control: (Chap 9 in Book and 10 in Edition 2)Dokumen6 halamanCascade Control: (Chap 9 in Book and 10 in Edition 2)yungPBelum ada peringkat
- Hydrogen Production From Biomass.Dokumen82 halamanHydrogen Production From Biomass.tanmayrajBelum ada peringkat
- AICHE Coal Gasification ReportDokumen23 halamanAICHE Coal Gasification ReportMuzzy VoraBelum ada peringkat
- Thermal CrackingDokumen24 halamanThermal Crackingzubi0585Belum ada peringkat
- Haldor Topsoe PDFDokumen28 halamanHaldor Topsoe PDFSlamet Purwadi S.TBelum ada peringkat
- Propylene To Acrylic Acid PDFDokumen84 halamanPropylene To Acrylic Acid PDFJohn Patrick DagleBelum ada peringkat
- FCC MANUAL 5-Catalyst RegenerationDokumen10 halamanFCC MANUAL 5-Catalyst RegenerationSrinivas MoturiBelum ada peringkat
- 9FB Gas TurbineDokumen2 halaman9FB Gas TurbineRene GonzalezBelum ada peringkat
- Ger 3952aDokumen3 halamanGer 3952aMohamed LabibBelum ada peringkat
- Hybrid Gas Turbine Fuel Cell SystemsDokumen37 halamanHybrid Gas Turbine Fuel Cell SystemsRene Gonzalez100% (1)
- Gas Turbines A Manual PDFDokumen74 halamanGas Turbines A Manual PDFHenry Pannell100% (1)
- EHS PPE ProcedureDokumen19 halamanEHS PPE ProcedureRene Gonzalez100% (1)
- G77XK Series Installation and Operation Instruction: Electrohydraulic Servovalve Intrinsic Safety ProtectedDokumen4 halamanG77XK Series Installation and Operation Instruction: Electrohydraulic Servovalve Intrinsic Safety ProtectedRene GonzalezBelum ada peringkat
- TRICARE Behavioral Health Care ServicesDokumen4 halamanTRICARE Behavioral Health Care ServicesMatthew X. HauserBelum ada peringkat
- MV Lec PDFDokumen102 halamanMV Lec PDFJonas Datu100% (1)
- Grade9 January Periodical ExamsDokumen3 halamanGrade9 January Periodical ExamsJose JeramieBelum ada peringkat
- 2013 Cases Penned by Justice BernabeDokumen11 halaman2013 Cases Penned by Justice BernabeJoan PabloBelum ada peringkat
- Onset Hobo Trade T Cdi 5200 5400 User ManualDokumen3 halamanOnset Hobo Trade T Cdi 5200 5400 User Manualpaull20020% (1)
- Chem Resist ChartDokumen13 halamanChem Resist ChartRC LandaBelum ada peringkat
- Kefauver Harris AmendmentsDokumen7 halamanKefauver Harris AmendmentsAnil kumarBelum ada peringkat
- Chap9 PDFDokumen144 halamanChap9 PDFSwe Zin Zaw MyintBelum ada peringkat
- CoSiO2 For Fischer-Tropsch Synthesis Comparison...Dokumen5 halamanCoSiO2 For Fischer-Tropsch Synthesis Comparison...Genesis CalderónBelum ada peringkat
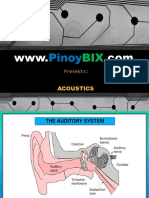
- AcousticsDokumen122 halamanAcousticsEclipse YuBelum ada peringkat
- Internal Analysis: Pertemuan KeDokumen15 halamanInternal Analysis: Pertemuan Kekintan utamiBelum ada peringkat
- Asan Visa Ae102901499Dokumen2 halamanAsan Visa Ae102901499hardeep ranaBelum ada peringkat
- A Junk Project - An Income Generating ProjectDokumen2 halamanA Junk Project - An Income Generating ProjectHercules Verdeflor ValenzuelaBelum ada peringkat
- Kidney Stone Diet 508Dokumen8 halamanKidney Stone Diet 508aprilBelum ada peringkat
- 3M 309 MSDSDokumen6 halaman3M 309 MSDSLe Tan HoaBelum ada peringkat
- International Patient Referral - Part 2 - Revised - 29-04-2010 - 2Dokumen2 halamanInternational Patient Referral - Part 2 - Revised - 29-04-2010 - 2Fatah AssadBelum ada peringkat
- Dialog InggrisDokumen4 halamanDialog Inggrisبايو سيتياوانBelum ada peringkat
- Geotechnical Aspects of Open Stope Design at BHP Cannington: G C StreetonDokumen7 halamanGeotechnical Aspects of Open Stope Design at BHP Cannington: G C StreetonJuan PerezBelum ada peringkat
- Zygosaccharomyces James2011Dokumen11 halamanZygosaccharomyces James2011edson escamillaBelum ada peringkat
- SEC CS Spice Money LTDDokumen2 halamanSEC CS Spice Money LTDJulian SofiaBelum ada peringkat
- Centrifuge ThickeningDokumen8 halamanCentrifuge ThickeningenviroashBelum ada peringkat
- LRAD Datasheet 2000XDokumen2 halamanLRAD Datasheet 2000XOkkar MaungBelum ada peringkat
- 3rd Page 5Dokumen1 halaman3rd Page 5api-282737728Belum ada peringkat
- Blake 2013Dokumen337 halamanBlake 2013Tushar AmetaBelum ada peringkat
- Adime 2Dokumen10 halamanAdime 2api-307103979Belum ada peringkat
- Addition Color by Code: Yellow 1, 2, Blue 3, 4, Pink 5, 6 Peach 7, 8 Light Green 9, 10, Black 11Dokumen1 halamanAddition Color by Code: Yellow 1, 2, Blue 3, 4, Pink 5, 6 Peach 7, 8 Light Green 9, 10, Black 11Noor NadhirahBelum ada peringkat
- PCI Bridge ManualDokumen34 halamanPCI Bridge ManualEm MarBelum ada peringkat
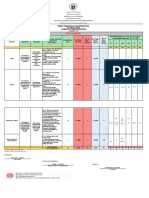
- Revised Final Quarter 1 Tos-Rbt-Sy-2022-2023 Tle-Cookery 10Dokumen6 halamanRevised Final Quarter 1 Tos-Rbt-Sy-2022-2023 Tle-Cookery 10May Ann GuintoBelum ada peringkat
- Product Specifications Product Specifications: LLPX411F LLPX411F - 00 - V1 V1Dokumen4 halamanProduct Specifications Product Specifications: LLPX411F LLPX411F - 00 - V1 V1David MooneyBelum ada peringkat
- TW BT 01 - Barstock Threaded Type Thermowell (Straight) : TWBT - 01Dokumen3 halamanTW BT 01 - Barstock Threaded Type Thermowell (Straight) : TWBT - 01Anonymous edvYngBelum ada peringkat