Anda mungkin juga menyukai
- Relatório de Medição de Espessura Por Ultra-SomDokumen1 halamanRelatório de Medição de Espessura Por Ultra-SomI9Educação Projeto100% (1)
- Bobinamento de GeradoresDokumen7 halamanBobinamento de Geradoresnovatto58591Belum ada peringkat
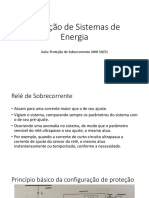
- Proteao Sobrecorrente 50 e 51Dokumen77 halamanProteao Sobrecorrente 50 e 51Alisson Magalhães Silva MagalhãesBelum ada peringkat
- Bancada teste motores industriaisDokumen30 halamanBancada teste motores industriaisDavi BackupBelum ada peringkat
- WEG Soluções completas em energia solar e smart gridDokumen12 halamanWEG Soluções completas em energia solar e smart gridviana4002Belum ada peringkat
- Anexo 8 - ATA de Registro de Integração de Segurança - (Rev - 2018)Dokumen2 halamanAnexo 8 - ATA de Registro de Integração de Segurança - (Rev - 2018)Jickson VieiraBelum ada peringkat
- Relatorio Motor Gerador CC 1Dokumen10 halamanRelatorio Motor Gerador CC 1Joao CarvalhoBelum ada peringkat
- Rotinas GarçomDokumen6 halamanRotinas GarçomJuan Souza100% (1)
- Apostila Fabricacao de Acucar 2012 2Dokumen9 halamanApostila Fabricacao de Acucar 2012 2Roberto Corazza DolciBelum ada peringkat
- Gerador SíncronoDokumen35 halamanGerador SíncronofabiolpazBelum ada peringkat
- GERADORES INTERLIGADOS VpiDokumen17 halamanGERADORES INTERLIGADOS VpiPaulo MenezesBelum ada peringkat
- Transformador de Comando e IsolamentoDokumen30 halamanTransformador de Comando e IsolamentoMarcelo LacerdaBelum ada peringkat
- EXERCÍCIOS Gerador SíncronoDokumen13 halamanEXERCÍCIOS Gerador Síncrono3008 Bayma CA-HEBelum ada peringkat
- Cap 02 - Aula 01 - Transformadores 1Dokumen44 halamanCap 02 - Aula 01 - Transformadores 1Fagner SantanaBelum ada peringkat
- Manutenção de Máquinas ElétricasDokumen158 halamanManutenção de Máquinas ElétricasGregory SouzaBelum ada peringkat
- Relatório Máquina CCDokumen29 halamanRelatório Máquina CCAdrian AlanBelum ada peringkat
- Laboratório 3 Transformador Monofásico. EnsaiosDokumen17 halamanLaboratório 3 Transformador Monofásico. EnsaiosgersonhzpBelum ada peringkat
- Guia para Ensaios em TransformadoresDokumen3 halamanGuia para Ensaios em Transformadoresthiago felipe BritoBelum ada peringkat
- Termopares: medição de temperatura em sistemas industriaisDokumen9 halamanTermopares: medição de temperatura em sistemas industriaisDailan WelingtonBelum ada peringkat
- RELATÓRIO - Energia FotovoltaicaDokumen17 halamanRELATÓRIO - Energia FotovoltaicaKleiton OliveiraBelum ada peringkat
- Estimação de indicadores de qualidade da energia elétricaDari EverandEstimação de indicadores de qualidade da energia elétricaBelum ada peringkat
- Proteção de motores elétricos IFPE Campus PesqueiraDokumen9 halamanProteção de motores elétricos IFPE Campus PesqueiraWilliam TenórioBelum ada peringkat
- TCC - Instrumentação Roda de BorrachaDokumen62 halamanTCC - Instrumentação Roda de BorrachaMarcosRafaelBelum ada peringkat
- Relé de Distancia - Thiana TillerDokumen7 halamanRelé de Distancia - Thiana TillerThiana Tiller Reliquias GomesBelum ada peringkat
- Nobreak Top-DSP Paralelo Ativo-CEDokumen62 halamanNobreak Top-DSP Paralelo Ativo-CENoel Soares CavalcanteBelum ada peringkat
- Prova de Matemática do 6o ano do CMBDokumen24 halamanProva de Matemática do 6o ano do CMBOsmayr SousaBelum ada peringkat
- 3 Valores Por UnidadeDokumen58 halaman3 Valores Por UnidadeJosianeRodrigues100% (1)
- Aula ATPDrawDokumen54 halamanAula ATPDrawJoão Contreiras100% (1)
- Anexo da Prova A1, A2 e A3Dokumen39 halamanAnexo da Prova A1, A2 e A3jefferson100% (1)
- Exerc de Coordenação de RelesDokumen9 halamanExerc de Coordenação de RelesAldo Raquita100% (1)
- Manual ET-4080Dokumen33 halamanManual ET-4080Carlos Eduardo RodriguesBelum ada peringkat
- Máquina de Quebrar LicuriDokumen99 halamanMáquina de Quebrar LicuriDaniel OliveiraBelum ada peringkat
- (Apostila) (Subestação) 7Dokumen85 halaman(Apostila) (Subestação) 7LUCAS FreitasBelum ada peringkat
- Relatório NTCDokumen14 halamanRelatório NTCAlessandro Rodrigues ViottoBelum ada peringkat
- Producao de Panificaveis Na Princesa Industria e Comercio de Alimentos LtdaDokumen45 halamanProducao de Panificaveis Na Princesa Industria e Comercio de Alimentos LtdaAndre Rossetti100% (1)
- LISTA DE REVISÃO Desenho MecanicoDokumen8 halamanLISTA DE REVISÃO Desenho MecanicoMarcos TopaBelum ada peringkat
- Energia Solar: Conceitos e AplicaçõesDokumen9 halamanEnergia Solar: Conceitos e AplicaçõesLincoln ks115Belum ada peringkat
- Sensores resistivos termo-resistivos NTC e PTCDokumen126 halamanSensores resistivos termo-resistivos NTC e PTCPedro DiasBelum ada peringkat
- Características da Máquina de Corrente Contínua como GeradorDokumen17 halamanCaracterísticas da Máquina de Corrente Contínua como GeradorLucas SilveiraBelum ada peringkat
- Relatório Paralelismo Máquinas SíncronasDokumen10 halamanRelatório Paralelismo Máquinas SíncronasMagdiel SchmitzBelum ada peringkat
- Medição de temperatura com termômetros e termoparesDokumen21 halamanMedição de temperatura com termômetros e termoparesCaroline OliveiraBelum ada peringkat
- Motores SincronosDokumen10 halamanMotores SincronosJuliana ChavesBelum ada peringkat
- Calibração PT100 PDFDokumen10 halamanCalibração PT100 PDFSara LaraBelum ada peringkat
- Eketrônica - Transistor - AmplificadorDokumen47 halamanEketrônica - Transistor - AmplificadorMarcelo MoraesBelum ada peringkat
- Lista de Exercícios 1Dokumen3 halamanLista de Exercícios 1Rosana Mendes100% (1)
- Maquina Corrente Continua Com Excitação IndependenteDokumen15 halamanMaquina Corrente Continua Com Excitação IndependenteTiago Martins100% (1)
- Medição elétrica: introdução aos instrumentos e grandezasDokumen46 halamanMedição elétrica: introdução aos instrumentos e grandezasGabriel Queiroz100% (1)
- Partida direta motor elétricoDokumen2 halamanPartida direta motor elétricoJosé Ronaldo Tavares SantosBelum ada peringkat
- Motores CC: princípios, tipos de excitação e controle de velocidadeDokumen25 halamanMotores CC: princípios, tipos de excitação e controle de velocidadeFelipe Fiorotti da Rocha100% (1)
- 2001 Provao EletricaDokumen28 halaman2001 Provao EletricaLuis Cláudio LABelum ada peringkat
- Máquinas Elétricas II Curso Eletrotécnica Carga Horária 80hDokumen3 halamanMáquinas Elétricas II Curso Eletrotécnica Carga Horária 80hfelipe RijoBelum ada peringkat
- Relatório Do Projeto Fonte CCDokumen23 halamanRelatório Do Projeto Fonte CCRobert RonnesBelum ada peringkat
- 12.tarefa Modelagem de Trafos r7Dokumen13 halaman12.tarefa Modelagem de Trafos r7Jhonatha BernardoBelum ada peringkat
- Controle automático para banco de capacitores RBC-01Dokumen58 halamanControle automático para banco de capacitores RBC-01toro chircaBelum ada peringkat
- Conjunto didático para estudo de máquinas elétricasDokumen19 halamanConjunto didático para estudo de máquinas elétricasNoelHdezBelum ada peringkat
- Introdução A Transformadores de Instrumentos PDFDokumen28 halamanIntrodução A Transformadores de Instrumentos PDFvanessacavalcantiiBelum ada peringkat
- Impedância: conceito, símbolo e aplicações em circuitos ACDokumen36 halamanImpedância: conceito, símbolo e aplicações em circuitos ACJwaibal SilBelum ada peringkat
- Exercícios de Chaves de Partida Mnp1it0Dokumen9 halamanExercícios de Chaves de Partida Mnp1it0DAYANNE SOUZA RODRIGUES GAMABelum ada peringkat
- Autotransformadores: Características e AplicaçõesDokumen12 halamanAutotransformadores: Características e AplicaçõesPedroVenskeBelum ada peringkat
- Medidor de Baixa ResistenciaDokumen5 halamanMedidor de Baixa ResistenciaLuciano PereiraBelum ada peringkat
- TC-FuncionamentoDokumen13 halamanTC-Funcionamento1wocker1100% (1)
- Auto TransformadorDokumen4 halamanAuto Transformadorverybad19Belum ada peringkat
- Dimensio Cont ProteçãoDokumen19 halamanDimensio Cont ProteçãoAlex SeguidaBelum ada peringkat
- Grafeno: A chave para energia limpa e ilimitada, para que a próxima geração de dispositivos inteligentes possa ser alimentada por geradores de energia em nanoescalaDari EverandGrafeno: A chave para energia limpa e ilimitada, para que a próxima geração de dispositivos inteligentes possa ser alimentada por geradores de energia em nanoescalaBelum ada peringkat
- UFMT Aulas Top - Econ.org. e Adm. 2014Dokumen85 halamanUFMT Aulas Top - Econ.org. e Adm. 2014Gustavo CX BonilloBelum ada peringkat
- UFMT Aulas Top - Econ.org. e Adm. 2014Dokumen39 halamanUFMT Aulas Top - Econ.org. e Adm. 2014Gustavo CX BonilloBelum ada peringkat
- UFMT EM24 EB Prova 01 Semestre 2013 01 Tipo A v01Dokumen2 halamanUFMT EM24 EB Prova 01 Semestre 2013 01 Tipo A v01Gustavo CX BonilloBelum ada peringkat
- 2 - Diodo SemicondutorDokumen19 halaman2 - Diodo SemicondutorLGUIMARA12Belum ada peringkat
- Metodos Numericos Matlab CimatecDokumen38 halamanMetodos Numericos Matlab CimatecPedroVenskeBelum ada peringkat
- Universidade Federal de UberlândiaDokumen71 halamanUniversidade Federal de UberlândiaSi Breathe100% (1)
- Aula 01 - SistemasDokumen25 halamanAula 01 - SistemasGustavo CX BonilloBelum ada peringkat
- Atuadores pneumáticos e válvulas de comando em sistemas industriaisDokumen16 halamanAtuadores pneumáticos e válvulas de comando em sistemas industriaisGustavo CX BonilloBelum ada peringkat
- Comportamento Do Consumidor Processo de Decisão de CompraDokumen11 halamanComportamento Do Consumidor Processo de Decisão de Comprabahrovaris100% (1)
- Listado CCTV Febrero 2020 Hikvision - Precio MayorDokumen11 halamanListado CCTV Febrero 2020 Hikvision - Precio MayorJosue ValdezBelum ada peringkat
- Simulado 3-CompletoDokumen12 halamanSimulado 3-CompletoSAILAVELLOSOBelum ada peringkat
- Laboratório Java OODokumen155 halamanLaboratório Java OOJanerson DouglasBelum ada peringkat
- Infocus In2x Userguide PTDokumen8 halamanInfocus In2x Userguide PTGeorge TenorioBelum ada peringkat
- Pasta 1Dokumen14 halamanPasta 1Rosi DutraBelum ada peringkat
- 7/8" Cellflex Premium - Atenuação de Baixa Perda - Cabo Coaxial - PE ExpansoDokumen1 halaman7/8" Cellflex Premium - Atenuação de Baixa Perda - Cabo Coaxial - PE ExpansoRaphael PioBelum ada peringkat
- Componentes Fisicos Uma Rede Aula 3Dokumen25 halamanComponentes Fisicos Uma Rede Aula 3Eurico RodriguesBelum ada peringkat
- AP3 Met Est I 2022-2 - GABARITODokumen5 halamanAP3 Met Est I 2022-2 - GABARITOcintiaBelum ada peringkat
- Edital N 36-21 Classificao Preliminar - Vestibular 2021Dokumen34 halamanEdital N 36-21 Classificao Preliminar - Vestibular 2021KatiuskaBelum ada peringkat
- Modelo Capm e Teorias AlternativasDokumen20 halamanModelo Capm e Teorias AlternativasAnderson SousaBelum ada peringkat
- Ligas Ferrosas: Aços e seus Elementos de LigaDokumen86 halamanLigas Ferrosas: Aços e seus Elementos de LigaEltonBelum ada peringkat
- Estresse Ocupacional e A Sindrome de Burnout Na Vida Profissional Das MulheresDokumen50 halamanEstresse Ocupacional e A Sindrome de Burnout Na Vida Profissional Das Mulheresgcarlos_24Belum ada peringkat
- PEX.004.01 - Chave Seccionadora Unipolar PDFDokumen14 halamanPEX.004.01 - Chave Seccionadora Unipolar PDFMario Cesar PestanaBelum ada peringkat
- SISBB - Sistema de Informações Banco Do Brasil - 23/03/2020 - Autoatendimento BB - 20:18:23 Agência: 3069-4 Conta: 27060-1 ClienteDokumen3 halamanSISBB - Sistema de Informações Banco Do Brasil - 23/03/2020 - Autoatendimento BB - 20:18:23 Agência: 3069-4 Conta: 27060-1 ClienteDomínio FrancaBelum ada peringkat
- ALVES, G. O Que É A Mundialização Do Capital. Trabalho e Mundialização Do Capital - A Nova Degradação Do Trabalho Na Era Da Globalização.Dokumen11 halamanALVES, G. O Que É A Mundialização Do Capital. Trabalho e Mundialização Do Capital - A Nova Degradação Do Trabalho Na Era Da Globalização.Luiz LimaBelum ada peringkat
- Camila Silva - Costa - 70000000108944Dokumen4 halamanCamila Silva - Costa - 70000000108944CAMILABelum ada peringkat
- Karl MarxDokumen13 halamanKarl MarxMarcos V GarciaBelum ada peringkat
- Receitas de caldos e carnes na graduação em NutriçãoDokumen8 halamanReceitas de caldos e carnes na graduação em NutriçãoDyego SeixasBelum ada peringkat
- 30 Palavras em Espanhol Que Enganam Os Brasileiros!Dokumen14 halaman30 Palavras em Espanhol Que Enganam Os Brasileiros!Elone Izata SampaioBelum ada peringkat
- Avaliação de Gestão de Qualidade e ProdutividadeDokumen3 halamanAvaliação de Gestão de Qualidade e ProdutividadeRegina MarquesBelum ada peringkat
- Classificação das contas contábeisDokumen3 halamanClassificação das contas contábeisWELLINGTON MARQUESBelum ada peringkat
- Pedido 1064Dokumen1 halamanPedido 1064Diego CarlosBelum ada peringkat
- Edital ALCE Técnico Legislativo 2020Dokumen2 halamanEdital ALCE Técnico Legislativo 2020Regis da SilvaBelum ada peringkat
- Manual de Uso Do ER9x. Porque Você Pediu Por Isto!Dokumen37 halamanManual de Uso Do ER9x. Porque Você Pediu Por Isto!Edson ReisBelum ada peringkat