Anda mungkin juga menyukai
- Welding Stainless Steels-LincolnelectricDokumen40 halamanWelding Stainless Steels-LincolnelectricsachinumaryeBelum ada peringkat
- Duplex Stainless Steels Welding Guidelines EN Juin 2019 WebDokumen56 halamanDuplex Stainless Steels Welding Guidelines EN Juin 2019 WebMohamed YousufBelum ada peringkat
- Studying The Bible Using Study AidsResources PDFDokumen15 halamanStudying The Bible Using Study AidsResources PDFrcpretoriusBelum ada peringkat
- Layout of Legend, Plot Details and Revision DetailsDokumen1 halamanLayout of Legend, Plot Details and Revision DetailsrcpretoriusBelum ada peringkat
- Aalco Metals LTD - Stainless Steel 14462 2205 Sheet and Plate - 102 PDFDokumen3 halamanAalco Metals LTD - Stainless Steel 14462 2205 Sheet and Plate - 102 PDFrcpretoriusBelum ada peringkat
- (No Subject) : (Meng) 062 412 1834/031 467 5129Dokumen1 halaman(No Subject) : (Meng) 062 412 1834/031 467 5129rcpretoriusBelum ada peringkat
- Vicente WeldingPracticefortheSandvikDuplexStainlessSteelsSAF2304SAF2205andSAF2507 PDFDokumen28 halamanVicente WeldingPracticefortheSandvikDuplexStainlessSteelsSAF2304SAF2205andSAF2507 PDFrcpretoriusBelum ada peringkat
- E975 1578226-1 PDFDokumen7 halamanE975 1578226-1 PDFnayefamkBelum ada peringkat
- PC SDK: Application ManualDokumen136 halamanPC SDK: Application ManualrcpretoriusBelum ada peringkat
- Disney Form PDFDokumen2 halamanDisney Form PDFrcpretoriusBelum ada peringkat
- RP-SS Booklet - InddDokumen2 halamanRP-SS Booklet - InddrcpretoriusBelum ada peringkat
- Mathematics P1 Nov 2016 Memo Afr & EngDokumen20 halamanMathematics P1 Nov 2016 Memo Afr & EngrcpretoriusBelum ada peringkat
- Project Vuilindlela - Piping Contractors - Quality and Techincal Audit RatingDokumen2 halamanProject Vuilindlela - Piping Contractors - Quality and Techincal Audit RatingrcpretoriusBelum ada peringkat
- 2 Oak Repairs (For Information)Dokumen2 halaman2 Oak Repairs (For Information)rcpretoriusBelum ada peringkat
- 01 Let GoDokumen2 halaman01 Let GorcpretoriusBelum ada peringkat
- 1 FormsDokumen2 halaman1 FormsrcpretoriusBelum ada peringkat
- 2018 10 12 Wits Innov Seed Fund Call Guidelines Oct 2018Dokumen12 halaman2018 10 12 Wits Innov Seed Fund Call Guidelines Oct 2018rcpretoriusBelum ada peringkat
- 1.4057 Aisi 431 Data Sheet PDFDokumen2 halaman1.4057 Aisi 431 Data Sheet PDFGagat GongatBelum ada peringkat
- Investigating The Effects of Welding Processes Hsla SteelsDokumen12 halamanInvestigating The Effects of Welding Processes Hsla SteelsrcpretoriusBelum ada peringkat
- Riaan Pretorius StageDokumen1 halamanRiaan Pretorius StagercpretoriusBelum ada peringkat
- Application FormDokumen4 halamanApplication FormrcpretoriusBelum ada peringkat
- Evap 3 SS QCP SappiDokumen1 halamanEvap 3 SS QCP SappircpretoriusBelum ada peringkat
- 1 ShaumsDokumen7 halaman1 ShaumsrcpretoriusBelum ada peringkat
- Procedure MP03 Inspection PlanDokumen1 halamanProcedure MP03 Inspection PlanrcpretoriusBelum ada peringkat
- 096-STD-G-0006-0001 - P4 AfcDokumen1 halaman096-STD-G-0006-0001 - P4 AfcrcpretoriusBelum ada peringkat
- 2018 Extreme Tour Artist Info PacketDokumen13 halaman2018 Extreme Tour Artist Info PacketrcpretoriusBelum ada peringkat
- DHippolyte Fitness CertDokumen1 halamanDHippolyte Fitness CertrcpretoriusBelum ada peringkat
- 1Dokumen21 halaman1rcpretoriusBelum ada peringkat
- Branch Welds ASME B31-3Dokumen2 halamanBranch Welds ASME B31-3rcpretoriusBelum ada peringkat
- Miller Welding TitaniumDokumen20 halamanMiller Welding TitaniumrcpretoriusBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Section 08 - ECD ManagementDokumen75 halamanSection 08 - ECD ManagementRicardo VillarBelum ada peringkat
- Rectificador A Diodos Siemens-Sitras-Rec-Pi-EnDokumen6 halamanRectificador A Diodos Siemens-Sitras-Rec-Pi-EnVictor Manuel BonettoBelum ada peringkat
- 018 10Dokumen3 halaman018 10ilkerkozturkBelum ada peringkat
- Dolphin by EnOcean enDokumen16 halamanDolphin by EnOcean en刘嘉伟Belum ada peringkat
- Greenhouse Effect-QuizDokumen4 halamanGreenhouse Effect-Quizlindsay tanBelum ada peringkat
- O359h MilDokumen90 halamanO359h MilNisar AhmedBelum ada peringkat
- Dpu96 Sitras PDFDokumen214 halamanDpu96 Sitras PDFConrad Ziebold VanakenBelum ada peringkat
- cg-600 p2Dokumen1 halamancg-600 p2mdishong27Belum ada peringkat
- ECU Mount-On-Engine Vibration StudyDokumen6 halamanECU Mount-On-Engine Vibration StudyElroy LeeBelum ada peringkat
- Electrical Properties of Materials Mod-1Dokumen18 halamanElectrical Properties of Materials Mod-1Darshan rajBelum ada peringkat
- Motor (ABB Type)Dokumen50 halamanMotor (ABB Type)Rolando Nunez del Prado B.Belum ada peringkat
- Understanding ThermodynamicsDokumen4 halamanUnderstanding Thermodynamicscory kurdapyaBelum ada peringkat
- Sungris BrochureDokumen8 halamanSungris Brochurechemasi123Belum ada peringkat
- Pipe Sizes and Flow Rates for Air Flush DrillingDokumen14 halamanPipe Sizes and Flow Rates for Air Flush DrillingzapspazBelum ada peringkat
- Equipment & Dimensions: EH4500: Standard Equipment Optional Equipment Eh4500 Ac Wheel MotorDokumen2 halamanEquipment & Dimensions: EH4500: Standard Equipment Optional Equipment Eh4500 Ac Wheel MotorAndi Wardiman AnwarBelum ada peringkat
- Tender 10 KW Rooftop SolarDokumen14 halamanTender 10 KW Rooftop Solarsrirajt4uBelum ada peringkat
- Enatel's microCOMPACT Power SystemDokumen2 halamanEnatel's microCOMPACT Power SystemomarpatBelum ada peringkat
- Introduction To The Multi MeterDokumen3 halamanIntroduction To The Multi MeterFaiz FauziBelum ada peringkat
- CH 3 Gas Refrigeration CycleDokumen20 halamanCH 3 Gas Refrigeration CycleMeleseBelum ada peringkat
- High Efficiency Battery Charger Using DC-DC ConverterDokumen4 halamanHigh Efficiency Battery Charger Using DC-DC ConvertersanilBelum ada peringkat
- Inspection GalleryDokumen4 halamanInspection GalleryrajmohapatraBelum ada peringkat
- Ul 854 - 2014 PDFDokumen64 halamanUl 854 - 2014 PDFDouglasBelum ada peringkat
- Curriculum Vitae Yosep Kurniawan Basa SogenDokumen19 halamanCurriculum Vitae Yosep Kurniawan Basa Sogenyosep kurniawanBelum ada peringkat
- Cause Effect Analysis of Oil Loss in Edible Oil IndustryDokumen60 halamanCause Effect Analysis of Oil Loss in Edible Oil IndustrySaurabh RaiBelum ada peringkat
- Gas Chromatograph OptimizationDokumen18 halamanGas Chromatograph OptimizationUmair KazmiBelum ada peringkat
- Specialist Water Supply Systems PP-R pipe system Ensure reliabilityDokumen16 halamanSpecialist Water Supply Systems PP-R pipe system Ensure reliabilitymabj68Belum ada peringkat
- Units: Muhammad AhsanDokumen2 halamanUnits: Muhammad AhsanAreeb WaseemBelum ada peringkat
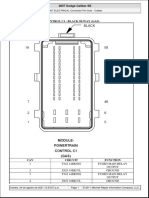
- Caliber Modulo PCM PinoutDokumen7 halamanCaliber Modulo PCM PinoutManuel Suarez100% (3)
- Microcontroller-Based Power Monitoring for COE RoomsDokumen8 halamanMicrocontroller-Based Power Monitoring for COE Roomskenneth_molenilla1475Belum ada peringkat
- Torsional Vibration in CrankshaftsDokumen10 halamanTorsional Vibration in Crankshaftscharans100% (4)