Anda mungkin juga menyukai
- Whorshp Black and GreyDokumen45 halamanWhorshp Black and GreyTCHARLLESBelum ada peringkat
- Apostila PDFDokumen193 halamanApostila PDFIzabela MariaBelum ada peringkat
- Laudo de InsalubridadeDokumen15 halamanLaudo de InsalubridadeRoberto Teixeira de Oliveira100% (1)
- Laudo de InsalubridadeDokumen15 halamanLaudo de InsalubridadeRoberto Teixeira de Oliveira100% (1)
- Atividade Prática de Processos Químicos Industriais - Uninter PDFDokumen8 halamanAtividade Prática de Processos Químicos Industriais - Uninter PDFCavalini Assessoria Acadêmica0% (3)
- Controlo de TesourariaDokumen24 halamanControlo de TesourariaMaria Nogueira100% (3)
- Anexo R Atestado Conformidade Da Instalacao EletricaDokumen1 halamanAnexo R Atestado Conformidade Da Instalacao EletricaRicardo R. L. CorrêaBelum ada peringkat
- O Poder Da Espiral - Wicca e Bruxaria AminoDokumen2 halamanO Poder Da Espiral - Wicca e Bruxaria AminocarlaBelum ada peringkat
- Check List Nr-10Dokumen3 halamanCheck List Nr-10Ailton Codecco Filho100% (8)
- Check List Nr-10Dokumen3 halamanCheck List Nr-10Ailton Codecco Filho100% (8)
- DDS - Segurança Do TrabalhoDokumen122 halamanDDS - Segurança Do Trabalholucilio borgesBelum ada peringkat
- DDS - Segurança Do TrabalhoDokumen122 halamanDDS - Segurança Do Trabalholucilio borgesBelum ada peringkat
- Alcaloides II ExeDokumen11 halamanAlcaloides II ExeCardoso SilvaBelum ada peringkat
- Como Funciona A Modelagem Digital No Sistema AudacesDokumen22 halamanComo Funciona A Modelagem Digital No Sistema AudacesTania CollyerBelum ada peringkat
- Curso de CIPA - Apresentação Power Point 15 11 05Dokumen44 halamanCurso de CIPA - Apresentação Power Point 15 11 05Nilton Goulart100% (5)
- Sistema PetrolíferoDokumen133 halamanSistema Petrolíferogennilucc100% (7)
- Roteiro de Inspeção Prestadora de Serviços - Dedetizadoras (Vetores e Pragas)Dokumen8 halamanRoteiro de Inspeção Prestadora de Serviços - Dedetizadoras (Vetores e Pragas)Fabson OliveiraBelum ada peringkat
- Direcao - Defensiva Detran AlDokumen20 halamanDirecao - Defensiva Detran AlSérgio Pereira100% (1)
- Modelo de APR - Análise Preliminar de Risco - 2Dokumen11 halamanModelo de APR - Análise Preliminar de Risco - 2anderson_tst310% (1)
- It 16 2018Dokumen10 halamanIt 16 2018Daniel OliveiraBelum ada peringkat
- Dds Risco Fisico CalorDokumen2 halamanDds Risco Fisico CalorFabson OliveiraBelum ada peringkat
- 05 Minutos de SegurançaDokumen36 halaman05 Minutos de SegurançaFabson OliveiraBelum ada peringkat
- O.S - Carpinteiro RVDokumen2 halamanO.S - Carpinteiro RVFabson OliveiraBelum ada peringkat
- O.S - Carpinteiro RVDokumen2 halamanO.S - Carpinteiro RVFabson OliveiraBelum ada peringkat
- DoencasTrabalhadores Portal PDFDokumen343 halamanDoencasTrabalhadores Portal PDFÉder Luiz Crosatti100% (1)
- Circ015anexo2 DRH Ago 2010 PDFDokumen57 halamanCirc015anexo2 DRH Ago 2010 PDFFabson OliveiraBelum ada peringkat
- Análises de Acidentes e Doenças Do Trabalho PDFDokumen1.684 halamanAnálises de Acidentes e Doenças Do Trabalho PDFFabson OliveiraBelum ada peringkat
- 00 Comissão Eleitoral - CIPATRDokumen1 halaman00 Comissão Eleitoral - CIPATRFabson OliveiraBelum ada peringkat
- 06 - Apuração de VotosDokumen1 halaman06 - Apuração de VotosFabson Oliveira100% (1)
- Circ015anexo2 DRH Ago 2010 PDFDokumen57 halamanCirc015anexo2 DRH Ago 2010 PDFFabson OliveiraBelum ada peringkat
- Ata de Reunião Da CIPADokumen4 halamanAta de Reunião Da CIPADaniela PassosBelum ada peringkat
- Dicionario de SegurançaDokumen16 halamanDicionario de SegurançaMarcos ModestoBelum ada peringkat
- 05 - Cédula de Votação - CipatrDokumen2 halaman05 - Cédula de Votação - CipatrFabson OliveiraBelum ada peringkat
- Aspectos Do Acidente de Trabalho No Direito Penal DR Pazeto-804-51c848219de9c PDFDokumen42 halamanAspectos Do Acidente de Trabalho No Direito Penal DR Pazeto-804-51c848219de9c PDFFabson OliveiraBelum ada peringkat
- Mod1-Introdução À Engenharia de Produção PDFDokumen66 halamanMod1-Introdução À Engenharia de Produção PDFpatriciash31Belum ada peringkat
- Prevenção de Acidentes - Tercerizados - Construção CivilDokumen14 halamanPrevenção de Acidentes - Tercerizados - Construção CivilFabson OliveiraBelum ada peringkat
- Cipa Edital Eleicao 2012 2013Dokumen1 halamanCipa Edital Eleicao 2012 2013Fabson OliveiraBelum ada peringkat
- Apr - Atividades Com Máquina de Corte em Vias e AcessosDokumen2 halamanApr - Atividades Com Máquina de Corte em Vias e AcessosFabson OliveiraBelum ada peringkat
- Conhecendo o Visual FoxPro 8.0 Parte 2Dokumen13 halamanConhecendo o Visual FoxPro 8.0 Parte 2luiz santosBelum ada peringkat
- Edital Nº 17 - 2023 - DSI - PROEN-IFAL, de 30 - 03 - 2023Dokumen12 halamanEdital Nº 17 - 2023 - DSI - PROEN-IFAL, de 30 - 03 - 2023Jonas MitomariBelum ada peringkat
- Anexo 7 Projeto Da Estrategia de Aquacultura Do Distrito de GorongosaDokumen64 halamanAnexo 7 Projeto Da Estrategia de Aquacultura Do Distrito de Gorongosadelio amosBelum ada peringkat
- Aula 03 - PEP I - Anexos - R00Dokumen4 halamanAula 03 - PEP I - Anexos - R00Wallace FariasBelum ada peringkat
- 02 Plano de Intervenção Aluno SurdoDokumen17 halaman02 Plano de Intervenção Aluno SurdoLucianoSchefferBelum ada peringkat
- Filmes Com A Letra ADokumen71 halamanFilmes Com A Letra AVinicius A Voz de MorenoBelum ada peringkat
- 3.2 - Natureza - Sociedade e CulturaDokumen7 halaman3.2 - Natureza - Sociedade e CulturaMargarida QuintelaBelum ada peringkat
- Clima Desértico e Tropical SecoDokumen19 halamanClima Desértico e Tropical SecoLuís Miguel CardosoBelum ada peringkat
- Livro - Fundamentos de Marketing 2014 PDFDokumen192 halamanLivro - Fundamentos de Marketing 2014 PDFMelanieBelum ada peringkat
- Loção Capilar Clareadora Camomila Intea Loiro Natural em Oferta DrogasilDokumen1 halamanLoção Capilar Clareadora Camomila Intea Loiro Natural em Oferta DrogasilAndsonLedaBelum ada peringkat
- Cálculo Do Comprimento Do Arco Por IntegralDokumen4 halamanCálculo Do Comprimento Do Arco Por IntegralAnderson DouglasBelum ada peringkat
- Matriz de Qualificação Live 5Dokumen13 halamanMatriz de Qualificação Live 5Carlos SantosBelum ada peringkat
- O Ego e Seus Mecanismos de DefesaDokumen6 halamanO Ego e Seus Mecanismos de DefesaガキアナBelum ada peringkat
- QuestõesDokumen2 halamanQuestõesThauany MalekBelum ada peringkat
- Telles, Lygia Fagundes - Quem Conta Um ContoDokumen17 halamanTelles, Lygia Fagundes - Quem Conta Um ContoClariceLisBelum ada peringkat
- Métodos de Treinamento Visando Aprimorar A Potência MuscularDokumen134 halamanMétodos de Treinamento Visando Aprimorar A Potência Muscularrafael ferreira .silvaBelum ada peringkat
- Historias para Ler No BanheiroDokumen121 halamanHistorias para Ler No BanheiroARLEX ROIZBelum ada peringkat
- Alfabeto Grego ModernoDokumen3 halamanAlfabeto Grego ModernoJorge LuisBelum ada peringkat
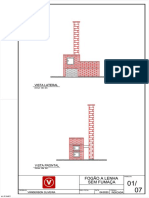
- Fogao A Lenha Sem Fumaça-1-7Dokumen7 halamanFogao A Lenha Sem Fumaça-1-7Felipe SantiagoBelum ada peringkat
- Chartier - Desafios Da Escrita - ResenhaDokumen3 halamanChartier - Desafios Da Escrita - ResenhaPedro GadelhaBelum ada peringkat
- Atividade de Mediatriz e BissetrizDokumen3 halamanAtividade de Mediatriz e BissetrizAniria AbreuBelum ada peringkat
- REC Prova QUÍMICADokumen2 halamanREC Prova QUÍMICAThamires DuarteBelum ada peringkat