Anda mungkin juga menyukai
- 12 Sterile ProductionDokumen140 halaman12 Sterile ProductionsamirneseemBelum ada peringkat
- The Art of Healthy Eating KidsDokumen122 halamanThe Art of Healthy Eating KidsSenka SkenderovicBelum ada peringkat
- Psycho Sexual 6ceu CourseDokumen78 halamanPsycho Sexual 6ceu CourseariizianaBelum ada peringkat
- SOP Pass Through PDFDokumen4 halamanSOP Pass Through PDFsami2210Belum ada peringkat
- Aseptic Filling Machine ProcessesDokumen40 halamanAseptic Filling Machine ProcessesZulfi Rinaldi100% (7)
- Validation Ensures Quality in Pharma IndustryDokumen7 halamanValidation Ensures Quality in Pharma Industryajitjoshi950Belum ada peringkat
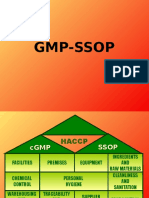
- GMP SsopDokumen98 halamanGMP SsopSandy Piccolo100% (2)
- Sterile Drug Process Inspections FDADokumen41 halamanSterile Drug Process Inspections FDAРазванПопаBelum ada peringkat
- ECTD Digital HandbookDokumen964 halamanECTD Digital Handbookpalkybd100% (3)
- Cleaning Validation GuideDokumen11 halamanCleaning Validation GuidesubirmeBelum ada peringkat
- Process Validation of Sterile Liquid Products - 23aug06Dokumen36 halamanProcess Validation of Sterile Liquid Products - 23aug06Franck BureBelum ada peringkat
- Obama Mind ControlDokumen68 halamanObama Mind Controlkdnkgljfg67% (3)
- Sterile ProductsDokumen24 halamanSterile ProductsHaroon Rahim100% (1)
- Drug Study DengueDokumen3 halamanDrug Study DengueiamELHIZABelum ada peringkat
- Process ValidationDokumen36 halamanProcess ValidationRaghu Raj100% (1)
- Lean 6 Sigma ConceptsDokumen10 halamanLean 6 Sigma ConceptsjcintpaBelum ada peringkat
- Cleanroom Technology: Fundamentals of Design, Testing and OperationDari EverandCleanroom Technology: Fundamentals of Design, Testing and OperationBelum ada peringkat
- Good Manufacturing Practices (GMP) Modules for Pharmaceutical ProductsDari EverandGood Manufacturing Practices (GMP) Modules for Pharmaceutical ProductsBelum ada peringkat
- The Concise Calibration & Test Equipment Management Guide: The Concise Collection, #1Dari EverandThe Concise Calibration & Test Equipment Management Guide: The Concise Collection, #1Penilaian: 4.5 dari 5 bintang4.5/5 (2)
- Iso 11607Dokumen12 halamanIso 11607Set UpBelum ada peringkat
- Cleanroom and Deionized WaterDokumen100 halamanCleanroom and Deionized WaterRubini Devi SelvarajooBelum ada peringkat
- Small-Volume-parenteral Basic Requirement HandoutDokumen38 halamanSmall-Volume-parenteral Basic Requirement HandoutSusan Sylvianingrum100% (1)
- Risk Based Environmental Monitoring ProgrammeDokumen51 halamanRisk Based Environmental Monitoring ProgrammeAugustine KoomsonBelum ada peringkat
- Rationale Number of Personnel in Clean Rooms CM 20131023Dokumen6 halamanRationale Number of Personnel in Clean Rooms CM 20131023Brian Williams67% (3)
- Environmental Control and Measurement: Mark J. StannardDokumen42 halamanEnvironmental Control and Measurement: Mark J. StannardSampada AcharyaBelum ada peringkat
- Healthcare Financing in IndiADokumen86 halamanHealthcare Financing in IndiAGeet Sheil67% (3)
- Risk Assessment ToolsDokumen8 halamanRisk Assessment ToolsvpnarashimmanBelum ada peringkat
- Design Manual - PharmaDokumen150 halamanDesign Manual - PharmaArun CherianBelum ada peringkat
- CLEANING LIMITS FOR PHARMA INTERMEDIATESDokumen8 halamanCLEANING LIMITS FOR PHARMA INTERMEDIATESPurushothaman SubramanianBelum ada peringkat
- Validation of Sterilization ProcessesDokumen3 halamanValidation of Sterilization ProcessesNovitra DewiBelum ada peringkat
- Vascular EmergencyDokumen324 halamanVascular EmergencyAhmed Aboud100% (1)
- The Media Fill Approach An UpdateDokumen3 halamanThe Media Fill Approach An UpdateajmalnasirBelum ada peringkat
- Check List HACCPDokumen76 halamanCheck List HACCPAnba Tablet0% (1)
- Aseptic ProcessingDokumen13 halamanAseptic ProcessingNapoleón GrandeBelum ada peringkat
- Cleaning and Cleaning Validation For Formulated Products Manual 040 SampleDokumen7 halamanCleaning and Cleaning Validation For Formulated Products Manual 040 SampleUrsula Hille0% (1)
- Aseptic FillingDokumen15 halamanAseptic Fillingsushaantb400100% (2)
- Sterile Product ManufacturingDokumen28 halamanSterile Product ManufacturingPredrag RistićBelum ada peringkat
- Aseptic Process Validation and Best PracticesDokumen32 halamanAseptic Process Validation and Best PracticesG_Ranjith100% (1)
- Aseptic Processing OperationDokumen44 halamanAseptic Processing OperationSin Poul100% (1)
- GMP & Process ValidationDokumen60 halamanGMP & Process ValidationAhmed Zia100% (1)
- Pharmaceutical Isolator TechnologyDokumen34 halamanPharmaceutical Isolator TechnologyFlorin Pătrulescu100% (3)
- Ethylene Oxide Sterilization Validation ProtocolDokumen25 halamanEthylene Oxide Sterilization Validation ProtocolUlisses V A Campos100% (5)
- Lima Modular Revision Hip SystemDokumen32 halamanLima Modular Revision Hip SystemjsdanielinBelum ada peringkat
- Industrial Process Scale-up: A Practical Innovation Guide from Idea to Commercial ImplementationDari EverandIndustrial Process Scale-up: A Practical Innovation Guide from Idea to Commercial ImplementationBelum ada peringkat
- 3 Wives One Husband 2Dokumen508 halaman3 Wives One Husband 2relebohilelehasa2Belum ada peringkat
- SterileprocessvalidationDokumen43 halamanSterileprocessvalidationRajat SharmaBelum ada peringkat
- Dissertation On Cleaning ValidationDokumen8 halamanDissertation On Cleaning ValidationPapersHelpUK100% (1)
- Sterility Assurance TrainingDokumen28 halamanSterility Assurance TrainingVasanthBelum ada peringkat
- Appendix XVIII Methods of Sterilisation - British PharmacopoeiaDokumen12 halamanAppendix XVIII Methods of Sterilisation - British PharmacopoeiaGeotam50% (2)
- Sterile Products 2023 Part CDokumen74 halamanSterile Products 2023 Part CSHAHIQBelum ada peringkat
- Contamination risks pharmaceutical productsDokumen5 halamanContamination risks pharmaceutical productsmonoj5859Belum ada peringkat
- LONG ACTING INJECTIONS and IMPLANTS - Chapter 21 Methods of Sterilization For Controlled Release Injectable and Implantable PreparationsDokumen15 halamanLONG ACTING INJECTIONS and IMPLANTS - Chapter 21 Methods of Sterilization For Controlled Release Injectable and Implantable PreparationsrandatagBelum ada peringkat
- Biochemical EngineeringDokumen26 halamanBiochemical EngineeringJannine TrinidadBelum ada peringkat
- Aseptic ManufacturingDokumen22 halamanAseptic Manufacturingmohamedosaman2345Belum ada peringkat
- Production AreasDokumen8 halamanProduction AreasAmruta PusuluriBelum ada peringkat
- VAL 190 Guideline For The Validation of Aseptic Processing SampleDokumen4 halamanVAL 190 Guideline For The Validation of Aseptic Processing SampleSameh MostafaBelum ada peringkat
- Cbe 107 Aseptic Processing v1 DCVMN BeijingDokumen51 halamanCbe 107 Aseptic Processing v1 DCVMN BeijingSlavaBelum ada peringkat
- Bcma Food Industry "Ten Sanitary Design Principles" Hygienic RestorationDokumen36 halamanBcma Food Industry "Ten Sanitary Design Principles" Hygienic RestorationpsminzBelum ada peringkat
- Fundamentals of Aseptic Pharmaceutical Engineering: Pdhonline Course K112 (4 PDH)Dokumen16 halamanFundamentals of Aseptic Pharmaceutical Engineering: Pdhonline Course K112 (4 PDH)asfdadfasdfBelum ada peringkat
- Bioburden - Annex I - Q&A - Millipore SigmaDokumen10 halamanBioburden - Annex I - Q&A - Millipore SigmaDebasish26Belum ada peringkat
- BPF aplicadas à produção de medicamentos de origem biológica: Um panorama geral das ferramentas e desafios essenciaisDokumen91 halamanBPF aplicadas à produção de medicamentos de origem biológica: Um panorama geral das ferramentas e desafios essenciaisMohammed S.GoudaBelum ada peringkat
- Premises SanitationDokumen80 halamanPremises SanitationKHYATI BHINDEBelum ada peringkat
- Guide Flame Spray PyrolysisDokumen6 halamanGuide Flame Spray PyrolysisEa Cahya Septia MahenBelum ada peringkat
- Pharmaceutical Sterile Praperation 1682157653Dokumen8 halamanPharmaceutical Sterile Praperation 1682157653Nour MohamedBelum ada peringkat
- Audit of Sterile Production and PackagingDokumen22 halamanAudit of Sterile Production and PackagingsjBelum ada peringkat
- Good Manufacturing Practicce: Pharmacy 5Dokumen23 halamanGood Manufacturing Practicce: Pharmacy 5Fabulously ShooktBelum ada peringkat
- Birmingham Chamber of CommerceDokumen29 halamanBirmingham Chamber of CommercexkokarcaxBelum ada peringkat
- Cleaning Validation ThesisDokumen6 halamanCleaning Validation Thesisaliciabrooksbeaumont100% (2)
- Food Safety - Focused Facility and Equipment Hygienic Design StrategiesDokumen6 halamanFood Safety - Focused Facility and Equipment Hygienic Design StrategiesThẩm NguyễnBelum ada peringkat
- Ethylene+oxide+Gas+Sterilization 한신메디칼+ (호환+모드)Dokumen30 halamanEthylene+oxide+Gas+Sterilization 한신메디칼+ (호환+모드)SACHIN KUMARBelum ada peringkat
- Should Acceptable Product Yield Be A ValidationDokumen8 halamanShould Acceptable Product Yield Be A ValidationjcintpaBelum ada peringkat
- I Vroom FlowDokumen42 halamanI Vroom FlowjcintpaBelum ada peringkat
- PrecipDokumen6 halamanPrecipjcintpaBelum ada peringkat
- I Vroom FlowDokumen42 halamanI Vroom FlowjcintpaBelum ada peringkat
- Instant MicroDokumen24 halamanInstant MicrojcintpaBelum ada peringkat
- The Use of Control ChartsDokumen16 halamanThe Use of Control ChartsjcintpaBelum ada peringkat
- Iaq PaperDokumen20 halamanIaq PaperjcintpaBelum ada peringkat
- Human Reliability Assessment in ContextDokumen8 halamanHuman Reliability Assessment in ContextGyogi MitsutaBelum ada peringkat
- Human Osteology at Wharram PercyDokumen2 halamanHuman Osteology at Wharram PercyMichael Lovejoy100% (1)
- OT AssistantDokumen9 halamanOT AssistantIshfaq LoneBelum ada peringkat
- (Doi 10.1016/j.ijpharm.2015.01.022) T. Loftsson - Excipient Pharmacokinetics and ProfilingDokumen7 halaman(Doi 10.1016/j.ijpharm.2015.01.022) T. Loftsson - Excipient Pharmacokinetics and ProfilingRia DeviBelum ada peringkat
- Closing The Gap 2012Dokumen127 halamanClosing The Gap 2012ABC News OnlineBelum ada peringkat
- High Level Technical Meeting On Health Risks at The Human-Animal-Ecosystems Interfaces Mexico City, Mexico 15-17 November 2011Dokumen7 halamanHigh Level Technical Meeting On Health Risks at The Human-Animal-Ecosystems Interfaces Mexico City, Mexico 15-17 November 2011d3bd33pBelum ada peringkat
- As 5013.2-2007 Food Microbiology Microbiology of Food and Animal Feeding Stuffs - Horizontal Method For The eDokumen10 halamanAs 5013.2-2007 Food Microbiology Microbiology of Food and Animal Feeding Stuffs - Horizontal Method For The eSAI Global - APAC100% (1)
- Bowel Preparation Colon ResectionDokumen28 halamanBowel Preparation Colon ResectioncristiangallardovBelum ada peringkat
- Respiratory Distress SyndromeDokumen54 halamanRespiratory Distress SyndromeKristine CaringalBelum ada peringkat
- M H Case SolutionDokumen1 halamanM H Case SolutionSai Dinesh UniqueBelum ada peringkat
- Notice: Agency Information Collection Activities Proposals, Submissions, and ApprovalsDokumen2 halamanNotice: Agency Information Collection Activities Proposals, Submissions, and ApprovalsJustia.comBelum ada peringkat
- Miss Evers Boys Draft 4Dokumen2 halamanMiss Evers Boys Draft 4api-291172102Belum ada peringkat
- Intro Tothe Function of Parathyroid Gland, ConciseDokumen34 halamanIntro Tothe Function of Parathyroid Gland, Conciseinka.elseBelum ada peringkat
- Chester V Afshar (2005) 1 A.C. 134Dokumen33 halamanChester V Afshar (2005) 1 A.C. 134V100% (1)
- Niyog-Niyogan - Quisqualis Indica Herbal Medicine-Health Benefits-Side Effects PDFDokumen4 halamanNiyog-Niyogan - Quisqualis Indica Herbal Medicine-Health Benefits-Side Effects PDFJikka RodriguezBelum ada peringkat
- Automation of Mechanical VentilationDokumen12 halamanAutomation of Mechanical VentilationjuanBelum ada peringkat
- Quantitative analysis of iron (III) in Ferimax and Ferrum Lek syrupsDokumen5 halamanQuantitative analysis of iron (III) in Ferimax and Ferrum Lek syrupsLipsi MerchánBelum ada peringkat
- Dental instruments for extracting teethDokumen18 halamanDental instruments for extracting teethKateryna BondarenkoBelum ada peringkat
- Aloe Vera-A Wonder Plant Its History, Cultivation and Medicinal Uses PDFDokumen4 halamanAloe Vera-A Wonder Plant Its History, Cultivation and Medicinal Uses PDFveronyk28Belum ada peringkat
- TERRUR 1st VerDokumen16 halamanTERRUR 1st VerJerome JeremiasBelum ada peringkat
- Pi Is 0002937814002713Dokumen5 halamanPi Is 0002937814002713Ibnu YazidBelum ada peringkat
- Army Medicine:: Maintaining, Restoring, and Improving HealthDokumen92 halamanArmy Medicine:: Maintaining, Restoring, and Improving HealthLeo Mak Hoi-fong100% (1)