Anda mungkin juga menyukai
- Optimize borehole packer testing proceduresDokumen26 halamanOptimize borehole packer testing procedureslea_marsela100% (4)
- ISRM CodesDokumen9 halamanISRM CodesAvijit DeyBelum ada peringkat
- Galactic Handbook and Synchronized MeditationsDokumen89 halamanGalactic Handbook and Synchronized Meditationsandogno100% (1)
- Astm D 4221 99 Doble Hidrometro PDFDokumen3 halamanAstm D 4221 99 Doble Hidrometro PDFHayatoBelum ada peringkat
- UC3842 Inside SchematicsDokumen17 halamanUC3842 Inside Schematicsp.c100% (1)
- Well Test CompleteDokumen342 halamanWell Test CompleteTarek100% (3)
- Load Controlled Cyclic Triaxial Strength of SoilDokumen11 halamanLoad Controlled Cyclic Triaxial Strength of SoilJiji Krishnan100% (1)
- Field Pressure Testing of PE PipelinesDokumen7 halamanField Pressure Testing of PE PipelinesGökhan TurhanBelum ada peringkat
- Astm D6528-07-2016Dokumen9 halamanAstm D6528-07-2016Ahmed AlwahshBelum ada peringkat
- Water Testing For Grouting LUGEONDokumen12 halamanWater Testing For Grouting LUGEONElba BrizuelaBelum ada peringkat
- ISRM Suggested MethodsDokumen2 halamanISRM Suggested MethodsRed OrangeBelum ada peringkat
- DewateringDokumen13 halamanDewateringTejay TolibasBelum ada peringkat
- Well Testing ProjectDokumen24 halamanWell Testing ProjectLuis Abdul-MelendezBelum ada peringkat
- Ashrae Psychrometric Chart No.1 PDFDokumen2 halamanAshrae Psychrometric Chart No.1 PDFshamsBelum ada peringkat
- Wiring Diagram - C3Dokumen3 halamanWiring Diagram - C3dardo100% (1)
- AASHTO Plate Load PDFDokumen5 halamanAASHTO Plate Load PDFAegrineBelum ada peringkat
- Geotechnical Investigation Guidelines for Horizontal Directional Drilling ProjectsDokumen10 halamanGeotechnical Investigation Guidelines for Horizontal Directional Drilling ProjectslingamkumarBelum ada peringkat
- Vibro CompactionDokumen2 halamanVibro CompactionVpln SarmaBelum ada peringkat
- Astm D7012.13646Dokumen9 halamanAstm D7012.13646Francy100% (2)
- Boletin Caterpillar CuDokumen3 halamanBoletin Caterpillar CuDavid PomaBelum ada peringkat
- Astm D2573 D2573M 15Dokumen8 halamanAstm D2573 D2573M 15Wilson KoBelum ada peringkat
- The Heating of Liquids in TanksDokumen25 halamanThe Heating of Liquids in Tanksaleksandar_djordjic100% (1)
- Drill Stem TestingDokumen52 halamanDrill Stem TestingRaouf BoucharebBelum ada peringkat
- Packer Test TemplateDokumen3 halamanPacker Test TemplateChristian CR100% (1)
- Lugeon Test 2Dokumen11 halamanLugeon Test 2Waqas SadiqBelum ada peringkat
- Steps Packer TestingDokumen26 halamanSteps Packer Testingbinod2500Belum ada peringkat
- Lloydt Lugeon TestDokumen15 halamanLloydt Lugeon Testgerardo manuel canto barreraBelum ada peringkat
- Lugeon Test Interpretation Updated for Modern Data CollectionDokumen10 halamanLugeon Test Interpretation Updated for Modern Data CollectionEzequiel Mejia100% (1)
- Packer Test Guide: Straddle Packer Tests Hydraulic Conductivity Tests, Geological Consulting-Ankan BasuDokumen71 halamanPacker Test Guide: Straddle Packer Tests Hydraulic Conductivity Tests, Geological Consulting-Ankan BasuAnkan Basu80% (5)
- Development of Rice Husk Briquettes For Use As FuelDokumen4 halamanDevelopment of Rice Husk Briquettes For Use As FuelghlbudinBelum ada peringkat
- Lugeon Test Interpretation Method UpdateDokumen10 halamanLugeon Test Interpretation Method UpdateMarceloToribioFloresBelum ada peringkat
- Dynamic Cone Penetration Tests for Site InvestigationDokumen6 halamanDynamic Cone Penetration Tests for Site InvestigationNatalieBelum ada peringkat
- D6276Dokumen4 halamanD6276Carmen Cenzano100% (1)
- Well Testing Complete - SchlumbergerDokumen342 halamanWell Testing Complete - SchlumbergerMarwenBelum ada peringkat
- Cummins Engine Company, Inc M-90196 4BT3.9-MDokumen2 halamanCummins Engine Company, Inc M-90196 4BT3.9-Mคุณชายธวัชชัย เจริญสุข100% (1)
- Tesda Multiple ChoiceDokumen8 halamanTesda Multiple ChoiceAira Ronquillo67% (3)
- D5084 Standard Test Methods For Measurement of Hydraulic Conductivity of Saturated PorousDokumen23 halamanD5084 Standard Test Methods For Measurement of Hydraulic Conductivity of Saturated Porousandaech100% (1)
- Bishop Sand Sampler - Equipment For Undisturbed Soil Sampling in BoringsDokumen6 halamanBishop Sand Sampler - Equipment For Undisturbed Soil Sampling in Boringsjorge.jimenezBelum ada peringkat
- Astm D 5030 - 04Dokumen13 halamanAstm D 5030 - 04Pierre Moro VigoBelum ada peringkat
- Astm D6236-11Dokumen7 halamanAstm D6236-11LydiaBelum ada peringkat
- Isrm SM Hardness and Abrasiveness of Rock - 1978Dokumen9 halamanIsrm SM Hardness and Abrasiveness of Rock - 1978Evandro SantiagoBelum ada peringkat
- D3385-09 Standard Test Method For Infiltration Rate of Soils in Field Using Double-Ring InfiltrometerDokumen7 halamanD3385-09 Standard Test Method For Infiltration Rate of Soils in Field Using Double-Ring InfiltrometerFaten Abou ShakraBelum ada peringkat
- Using Rock-Mass Classification Systems For Engineering PurposesDokumen30 halamanUsing Rock-Mass Classification Systems For Engineering PurposesEdy TejedaBelum ada peringkat
- 05 Mazier Retractable Core Barrels PDFDokumen1 halaman05 Mazier Retractable Core Barrels PDFCut MutiaBelum ada peringkat
- Smart Housing Design Objectives 08Dokumen41 halamanSmart Housing Design Objectives 08Mauricio Llerena100% (1)
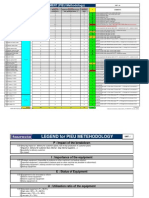
- 5S/TPM Meeting Summary and Audit ToolsDokumen5 halaman5S/TPM Meeting Summary and Audit ToolsChatnoir NoirBelum ada peringkat
- ASTTM D 4435 - Rock Nail TestDokumen5 halamanASTTM D 4435 - Rock Nail TestmetropodikasBelum ada peringkat
- Peat Samples by Laboratory Testing: Standard Classification ofDokumen3 halamanPeat Samples by Laboratory Testing: Standard Classification ofirsanBelum ada peringkat
- D 854 - 14Dokumen8 halamanD 854 - 14Jimmy WalkerBelum ada peringkat
- ASTM D1194 94 Bearing Capacity of Soils For Static Load Amp Spread Footings PDFDokumen3 halamanASTM D1194 94 Bearing Capacity of Soils For Static Load Amp Spread Footings PDFRyan Achmad FadhillahBelum ada peringkat
- Astm D4546Dokumen9 halamanAstm D4546Black Goku100% (1)
- Alfa Laval Separartor s937 ManualDokumen201 halamanAlfa Laval Separartor s937 ManualIgors VrublevskisBelum ada peringkat
- Geotechnical Investigation of Upper Keng Tawng DamDokumen6 halamanGeotechnical Investigation of Upper Keng Tawng DamEditor IJTSRDBelum ada peringkat
- Lugeon TestDokumen59 halamanLugeon TestakhtarasrarBelum ada peringkat
- Astm D 4220Dokumen11 halamanAstm D 4220Nikolay Drumev100% (1)
- Astm d5778 12Dokumen20 halamanAstm d5778 12farquinBelum ada peringkat
- Astm D4644Dokumen6 halamanAstm D4644ErikaValenciaAtamariBelum ada peringkat
- TRIAXIAL Stress Gauge Measures Rock StressDokumen9 halamanTRIAXIAL Stress Gauge Measures Rock StressEduardo MorinBelum ada peringkat
- Rock Mass Properties For Underground MinesDokumen20 halamanRock Mass Properties For Underground MinesJuanPerezRooneyBelum ada peringkat
- Astm D4644 PDFDokumen4 halamanAstm D4644 PDFPercy Sapallanay RashuamanBelum ada peringkat
- MazierDokumen42 halamanMazierCut MutiaBelum ada peringkat
- Consolidated Drained Triaxial Compression Test For SoilsDokumen12 halamanConsolidated Drained Triaxial Compression Test For SoilsRaul Vilcherrez Mendieta100% (1)
- Undrained Shear Strength in Settle3DDokumen2 halamanUndrained Shear Strength in Settle3Dmicdeluca7675Belum ada peringkat
- A guide to core logging for rock engineeringDokumen23 halamanA guide to core logging for rock engineeringAliAl-naqaBelum ada peringkat
- Standard Penetration Test (SPT) : Prepared by Paul W. MayneDokumen41 halamanStandard Penetration Test (SPT) : Prepared by Paul W. MayneRubén A. Flores Rojas100% (1)
- Russo 2007 - Improving The Reliability of GSI EstimationsDokumen6 halamanRusso 2007 - Improving The Reliability of GSI EstimationsPauly FernándezBelum ada peringkat
- Dewatering Design and ApplicationsDokumen71 halamanDewatering Design and Applicationsparamarthasom1974Belum ada peringkat
- Vibro Replacement Columns For Shipyard Infrastructure at Pipavav - IsGI 2009Dokumen7 halamanVibro Replacement Columns For Shipyard Infrastructure at Pipavav - IsGI 2009suvraBelum ada peringkat
- Prof. Dr. Eng: - Ahmed El-Gibaly: Suez Canal University Faculty of Pet. & Min. Eng. Petroleum Engineering DeptDokumen22 halamanProf. Dr. Eng: - Ahmed El-Gibaly: Suez Canal University Faculty of Pet. & Min. Eng. Petroleum Engineering Deptcmrig74Belum ada peringkat
- Report DSTDokumen36 halamanReport DSTZhuka TemirbulatovaBelum ada peringkat
- (Lot) PressureDokumen5 halaman(Lot) PressureAmr AbdoBelum ada peringkat
- Introduction On Drawdown Test 1Dokumen16 halamanIntroduction On Drawdown Test 1Kelvin Oko-jajaBelum ada peringkat
- Flexible Pavement Design IRC37 2001 5Dokumen1 halamanFlexible Pavement Design IRC37 2001 5Chatnoir NoirBelum ada peringkat
- Flexible Pavement Design IRC37 2001 4Dokumen2 halamanFlexible Pavement Design IRC37 2001 4Chatnoir NoirBelum ada peringkat
- Flexible Pavement Design IRC37 2001 3Dokumen3 halamanFlexible Pavement Design IRC37 2001 3Chatnoir Noir100% (1)
- Flexible Pavement Design IRC37 2001 1Dokumen5 halamanFlexible Pavement Design IRC37 2001 1Chatnoir NoirBelum ada peringkat
- Flexible Pavement Design IRC37 2001 2Dokumen4 halamanFlexible Pavement Design IRC37 2001 2Chatnoir NoirBelum ada peringkat
- List of Services: Info@Dokumen1 halamanList of Services: Info@Chatnoir NoirBelum ada peringkat
- Avis de Non Utilisation - ANGLAISDokumen1 halamanAvis de Non Utilisation - ANGLAISChatnoir NoirBelum ada peringkat
- Alarm - Loop SensorDokumen1 halamanAlarm - Loop SensorChatnoir NoirBelum ada peringkat
- J8 - 2005 - Method To Compare Water Content Values Determined On The Basis of Different Oven-Drying Temperatures - GeotechniqueDokumen4 halamanJ8 - 2005 - Method To Compare Water Content Values Determined On The Basis of Different Oven-Drying Temperatures - GeotechniqueChatnoir NoirBelum ada peringkat
- AMD AuditDokumen2 halamanAMD AuditChatnoir NoirBelum ada peringkat
- Breakbeam Sensor Sharp IS471FDokumen4 halamanBreakbeam Sensor Sharp IS471FSerch N RodriguezBelum ada peringkat
- 175Dokumen26 halaman175Chatnoir NoirBelum ada peringkat
- Plant Protection System ImprovementsDokumen3 halamanPlant Protection System ImprovementsChatnoir NoirBelum ada peringkat
- Ricoh AFICIO AP 1600 Copier Parts and SuppliesDokumen1 halamanRicoh AFICIO AP 1600 Copier Parts and SuppliesRajendran PalaniappanBelum ada peringkat
- Batch 2017 Report On Study Trip To PuneDokumen20 halamanBatch 2017 Report On Study Trip To PuneRanjithkumar ChellapandianBelum ada peringkat
- Blackmer LPG PumpsDokumen8 halamanBlackmer LPG PumpsDarshan PatelBelum ada peringkat
- Pressure Transmitter With Thin Film Technology For Mobile Hydraulic Applications Model MH-1Dokumen7 halamanPressure Transmitter With Thin Film Technology For Mobile Hydraulic Applications Model MH-1Larbi BelazizBelum ada peringkat
- CB Materials Handling Brochure-May2010Dokumen12 halamanCB Materials Handling Brochure-May2010Guglielmo CancelliBelum ada peringkat
- Waste Management Study of FoundriesDokumen64 halamanWaste Management Study of FoundriesSumit GusainBelum ada peringkat
- Operator Manual FurunoDokumen40 halamanOperator Manual FurunoJan JbaBelum ada peringkat
- Proposed Welding Procedure Specification FormatDokumen2 halamanProposed Welding Procedure Specification FormatAli MoghiBelum ada peringkat
- TNEB 110KV Incomer-I TNEB 110KV Incomer-IIDokumen14 halamanTNEB 110KV Incomer-I TNEB 110KV Incomer-IINKBelum ada peringkat
- Law Statement Inventors: List of Scientific LawsDokumen2 halamanLaw Statement Inventors: List of Scientific LawsSrini VasuluBelum ada peringkat
- Flowserve Series 59Dokumen4 halamanFlowserve Series 59Sidney RiveraBelum ada peringkat
- WEG w22 Three Phase Electric MotorDokumen44 halamanWEG w22 Three Phase Electric MotorMATIAS GODOYBelum ada peringkat
- 4U - Physics Equations Formula SheetDokumen2 halaman4U - Physics Equations Formula Sheettrini_gangstaBelum ada peringkat
- Cyberscape Gamma - VRF Installation - Ralgo Industries Inc. - 45-62742 - 3ppDokumen441 halamanCyberscape Gamma - VRF Installation - Ralgo Industries Inc. - 45-62742 - 3ppeltonjohnevangelistaBelum ada peringkat
- Instalacion Messenger 302-0417Dokumen99 halamanInstalacion Messenger 302-0417emmanuelaBelum ada peringkat
- Honeywell SF340 Manual de UsuarioDokumen1 halamanHoneywell SF340 Manual de UsuarioIntersistem Fermax sacBelum ada peringkat
- Castell Switchgear Applications GuideDokumen20 halamanCastell Switchgear Applications GuideAnonymous w63sFQiQBelum ada peringkat
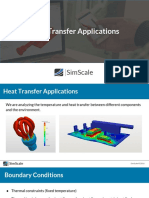
- Heat Transfer Applications: SimscaleDokumen24 halamanHeat Transfer Applications: SimscaleCông TuấnBelum ada peringkat
- Driver Ondal (Lenze)Dokumen20 halamanDriver Ondal (Lenze)manu0708Belum ada peringkat