Anda mungkin juga menyukai
- Sap Centric Eam 20060224Dokumen39 halamanSap Centric Eam 20060224Oscar Andres Agudelo MedinaBelum ada peringkat
- Master DataDokumen109 halamanMaster Datagraemesquires85100% (1)
- 1 Asset Hierarchy PDFDokumen2 halaman1 Asset Hierarchy PDFSaravanan RasayaBelum ada peringkat
- How To Create Configurable Task Lists PDFDokumen41 halamanHow To Create Configurable Task Lists PDFjohn_jairec100% (2)
- Sap PM Master DataDokumen49 halamanSap PM Master DataseenusrinivasBelum ada peringkat
- PM Master Data Training GuideDokumen49 halamanPM Master Data Training GuideChrist MelkonyanBelum ada peringkat
- SAD PM MasterdataDokumen19 halamanSAD PM MasterdataanjitachinkiBelum ada peringkat
- IBM Maximo Asset Configuration Manager A Complete Guide - 2020 EditionDari EverandIBM Maximo Asset Configuration Manager A Complete Guide - 2020 EditionBelum ada peringkat
- BF12755 - Work Pack - May 2021 - DWOM - MEPN - 3 Yearly Preventive Maintenance On KerisiDokumen28 halamanBF12755 - Work Pack - May 2021 - DWOM - MEPN - 3 Yearly Preventive Maintenance On KerisiWiratma HadiBelum ada peringkat
- Sap PM Work Clearance Management (WCM) : Kaushal Kumar K Eim Solutions PVT LTD 7/26/2019Dokumen2 halamanSap PM Work Clearance Management (WCM) : Kaushal Kumar K Eim Solutions PVT LTD 7/26/2019kumarBelum ada peringkat
- EnterpriseAssetManagement MikellapitanDokumen43 halamanEnterpriseAssetManagement MikellapitanAmit100% (1)
- PLM 300course1of2 190207121942 PDFDokumen80 halamanPLM 300course1of2 190207121942 PDFSuriya KandhanBelum ada peringkat
- 04 Function Location Create, Change, Display - IL01 IL02 IL03Dokumen33 halaman04 Function Location Create, Change, Display - IL01 IL02 IL03PragneshBelum ada peringkat
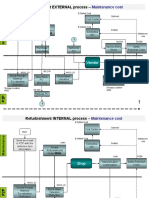
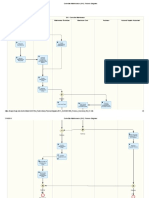
- Refurbishment Diagrams Include WS05Dokumen6 halamanRefurbishment Diagrams Include WS05Apolinar Arrieta RomeroBelum ada peringkat
- 2018 05 04 - Session 3.2 Practical Applic ISO 14224 - ISOTC67 WG4 Seminar May 2018Dokumen29 halaman2018 05 04 - Session 3.2 Practical Applic ISO 14224 - ISOTC67 WG4 Seminar May 2018John Jairo Simanca CastilloBelum ada peringkat
- Methods and Tools Used in Criticality Analysis in Industrial SystemsDokumen18 halamanMethods and Tools Used in Criticality Analysis in Industrial SystemsLeandro Baran100% (1)
- Managing Linear AssetsDokumen9 halamanManaging Linear AssetsSuryanarayana TataBelum ada peringkat
- MD - PM - 01 - Functional LocationDokumen3 halamanMD - PM - 01 - Functional LocationMohammed alsalahiBelum ada peringkat
- Work Clearance ManagementDokumen47 halamanWork Clearance ManagementAllan DemisterBelum ada peringkat
- Products: SystemsDokumen580 halamanProducts: SystemscrcruzpBelum ada peringkat
- Inowits PMDokumen62 halamanInowits PMRam Kumar100% (1)
- Research Paper 5Dokumen5 halamanResearch Paper 5Prateik NimbalkarBelum ada peringkat
- CMMS StrategyDokumen12 halamanCMMS StrategyDia Putranto HarmayBelum ada peringkat
- User Manual - Maintainer Maintenance ExecutionDokumen143 halamanUser Manual - Maintainer Maintenance Executionrsanjuan100% (1)
- FS - SM-C03-Serialized Equipment Master - Functional Specification Conversion 12Dokumen10 halamanFS - SM-C03-Serialized Equipment Master - Functional Specification Conversion 12darapuBelum ada peringkat
- WCMDokumen25 halamanWCMetiennehanfBelum ada peringkat
- Infrastructure Asset Register MaintenanceDokumen19 halamanInfrastructure Asset Register MaintenanceTino MatsvayiBelum ada peringkat
- Corrective Maintenance (BH1) - Process DiagramsDokumen2 halamanCorrective Maintenance (BH1) - Process DiagramsAsfar100% (1)
- Maintenance Execution & Shutdowns Best PracticeDokumen39 halamanMaintenance Execution & Shutdowns Best PracticeSUNIL TVBelum ada peringkat
- Maintenance Backlog DefinitionDokumen8 halamanMaintenance Backlog DefinitionjsmargateBelum ada peringkat
- Module4.2 PM Create N1 Notification ZIW21 24.02.2013 V1.0Dokumen28 halamanModule4.2 PM Create N1 Notification ZIW21 24.02.2013 V1.0pganoelBelum ada peringkat
- Plant Maintenance Training RecordDokumen2 halamanPlant Maintenance Training RecordSrinath ChintuBelum ada peringkat
- PM Master Data Template v1Dokumen77 halamanPM Master Data Template v1Siva KumarBelum ada peringkat
- F5 Oct13 Price ListDokumen5 halamanF5 Oct13 Price ListRené FuentesBelum ada peringkat
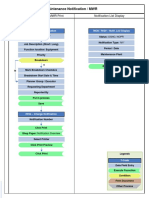
- SAP PM Notification Initiation Cheat SheetDokumen1 halamanSAP PM Notification Initiation Cheat SheetSaif Ali MominBelum ada peringkat
- Proactive Maintenance (4HI) - Process DiagramsDokumen1 halamanProactive Maintenance (4HI) - Process DiagramsNaveen Reddy KasarlaBelum ada peringkat
- SAP PM Level 1 MaterialDokumen79 halamanSAP PM Level 1 MaterialNaveen Reddy KasarlaBelum ada peringkat
- Work Center in SAP PP: SchedulingDokumen11 halamanWork Center in SAP PP: SchedulingJose Luis Becerril BurgosBelum ada peringkat
- Iso 15926Dokumen6 halamanIso 15926ruin_2832Belum ada peringkat
- 16) Maximo 7.5.1 Scheduler With Integrated Dispatch and MobileDokumen47 halaman16) Maximo 7.5.1 Scheduler With Integrated Dispatch and MobilekhalidjohnpkBelum ada peringkat
- Effective Maintenance Program DevelopmentOptimizatDokumen20 halamanEffective Maintenance Program DevelopmentOptimizatAmena LBelum ada peringkat
- SAP PM TablesDokumen1 halamanSAP PM TablessachinWebDBelum ada peringkat
- How Can I Do RCM For Compressor UnitDokumen5 halamanHow Can I Do RCM For Compressor UnityogacruiseBelum ada peringkat
- SMRP Metric 1.4 Stocked Value Per RAV 050321 FCDokumen2 halamanSMRP Metric 1.4 Stocked Value Per RAV 050321 FClobitodelperuBelum ada peringkat
- Maximo Asset Management Essentials V7.1 Implementer's Guide: Front CoverDokumen152 halamanMaximo Asset Management Essentials V7.1 Implementer's Guide: Front CoverArmando EncarnacionBelum ada peringkat
- Facilitating ISO 14224 With EAM Software PDFDokumen10 halamanFacilitating ISO 14224 With EAM Software PDFAdel ChelbaBelum ada peringkat
- Sap PM 1658718318Dokumen107 halamanSap PM 1658718318learn funBelum ada peringkat
- PM - Usermanul - Shutdown MaintenanceDokumen23 halamanPM - Usermanul - Shutdown MaintenanceHarshvardhan RajawatBelum ada peringkat
- Enterprice Asset MaintenanceDokumen2 halamanEnterprice Asset MaintenancetaghdirimBelum ada peringkat
- Cmms Eam SampleDokumen48 halamanCmms Eam Samplemukarram_mehmood2354Belum ada peringkat
- Failure CodesDokumen16 halamanFailure CodesSamsudin Ahmad75% (4)
- Equipment Task List in SAP PMDokumen14 halamanEquipment Task List in SAP PMkumar100% (1)
- Publicação ARMSDokumen9 halamanPublicação ARMSMiguelBelum ada peringkat
- GE - Outage ScheduleDokumen16 halamanGE - Outage ScheduleMohammad NasirBelum ada peringkat
- Asset Tagging - SOP NIMSDokumen6 halamanAsset Tagging - SOP NIMSUmar TsaniBelum ada peringkat
- SAP PM - AllDokumen181 halamanSAP PM - AllRahul0% (1)
- Technical ObjectsDokumen4 halamanTechnical ObjectsmasoudBelum ada peringkat
- 1574 PDFDokumen1 halaman1574 PDFAnonymous APW3d6gfd100% (1)
- Chapter 2 Organizational Behavior - Robbins, JudgeDokumen3 halamanChapter 2 Organizational Behavior - Robbins, JudgeRes Gosan100% (2)
- Bragg Waveguide and Its DescriptionDokumen22 halamanBragg Waveguide and Its DescriptionPratibha Karki RawatBelum ada peringkat
- 0606 - s03 - 2 - 0 - QP PENTING KE 2Dokumen8 halaman0606 - s03 - 2 - 0 - QP PENTING KE 2Titin ChayankBelum ada peringkat
- Couples Recovery From Sex AddictionDokumen2 halamanCouples Recovery From Sex AddictionarisplaBelum ada peringkat
- Conflict Management Strategy ThesisDokumen16 halamanConflict Management Strategy ThesisKrizna Dingding DotillosBelum ada peringkat
- Jackson Et Al 2019 Using The Analytical Target Profile To Drive The Analytical Method LifecycleDokumen9 halamanJackson Et Al 2019 Using The Analytical Target Profile To Drive The Analytical Method LifecyclerbmoureBelum ada peringkat
- Learning Competency: Explain The Postulates of The Cell TheoryDokumen4 halamanLearning Competency: Explain The Postulates of The Cell TheoryPamela Isabelle TabiraraBelum ada peringkat
- Razom For UkraineDokumen16 halamanRazom For UkraineАняBelum ada peringkat
- 600 00149 000 R1 MFD Cmax Dug PDFDokumen1 halaman600 00149 000 R1 MFD Cmax Dug PDFenriqueBelum ada peringkat
- Your ManDokumen5 halamanYour ManPaulino JoaquimBelum ada peringkat
- TLG 82201Dokumen7 halamanTLG 82201beatmymeat100% (2)
- Travel Smart: Assignment 1: Project ProposalDokumen14 halamanTravel Smart: Assignment 1: Project ProposalcattytomeBelum ada peringkat
- Denmark Bayan enDokumen3 halamanDenmark Bayan enTyba314Belum ada peringkat
- EAM Appendices ICARDokumen914 halamanEAM Appendices ICARsumankumarm869833Belum ada peringkat
- Compare and Contrast Two Cultures Celebrate Between Bali and JavaDokumen1 halamanCompare and Contrast Two Cultures Celebrate Between Bali and JavaqonitazmiBelum ada peringkat
- Julien Freund - A TributeDokumen10 halamanJulien Freund - A TributeJuan Pablo SerraBelum ada peringkat
- Lesson 4 Present Simple and Present Continuous Part 2Dokumen2 halamanLesson 4 Present Simple and Present Continuous Part 2DeniseVuoto100% (1)
- Reimprinting: ©michael Carroll NLP AcademyDokumen7 halamanReimprinting: ©michael Carroll NLP AcademyJonathanBelum ada peringkat
- Reaction PaperDokumen4 halamanReaction PaperCeñidoza Ian AlbertBelum ada peringkat
- Barclays Global FX Quarterly Fed On Hold Eyes On GrowthDokumen42 halamanBarclays Global FX Quarterly Fed On Hold Eyes On GrowthgneymanBelum ada peringkat
- 5909 East Kaviland AvenueDokumen1 halaman5909 East Kaviland Avenueapi-309853346Belum ada peringkat
- Proff Ethi PDFDokumen12 halamanProff Ethi PDFgeethammani100% (1)
- ART 6 LEARNING PACKET Week2-3Dokumen10 halamanART 6 LEARNING PACKET Week2-3Eljohn CabantacBelum ada peringkat
- What Is Innovation A ReviewDokumen33 halamanWhat Is Innovation A ReviewAnonymous EnIdJOBelum ada peringkat
- Teruhisa Morishige: Mazda Engineering StandardDokumen9 halamanTeruhisa Morishige: Mazda Engineering Standardmohammad yazdanpanahBelum ada peringkat
- Basa BasaDokumen4 halamanBasa Basamarilou sorianoBelum ada peringkat
- Gamify Your Classroom - A Field Guide To Game-Based Learning, Revised EditionDokumen372 halamanGamify Your Classroom - A Field Guide To Game-Based Learning, Revised EditionCuong Tran VietBelum ada peringkat
- The Christian Life ProgramDokumen28 halamanThe Christian Life ProgramRalph Christer MaderazoBelum ada peringkat
- Iml601 Week 4 AbsDokumen69 halamanIml601 Week 4 AbsNur Nazurah NordinBelum ada peringkat