Anda mungkin juga menyukai
- A Simple Solar Panel RegulatorDokumen4 halamanA Simple Solar Panel Regulatorinter2176Belum ada peringkat
- Automatic ChargerDokumen1 halamanAutomatic Chargerpranay2012Belum ada peringkat
- A Simple Way To Test Capacitors PDFDokumen7 halamanA Simple Way To Test Capacitors PDFmilan_lahiruBelum ada peringkat
- CD Ignition SKDokumen0 halamanCD Ignition SKJose De Jesus MoralesBelum ada peringkat
- Automatic Battery Charger CircuitsDokumen25 halamanAutomatic Battery Charger Circuitsrowell ramosBelum ada peringkat
- Mercury Battery ReplacementDokumen3 halamanMercury Battery Replacementmcpwong605Belum ada peringkat
- Alternator ModDokumen28 halamanAlternator ModinsulatedBelum ada peringkat
- 13.8V 20A Linear Power SupplyDokumen4 halaman13.8V 20A Linear Power Supplymyemail1964100% (1)
- 12v Battery ChargersDokumen45 halaman12v Battery ChargersPhani Sharma100% (1)
- AksDokumen11 halamanAksAnil ShahBelum ada peringkat
- PWM Power Inverter 250 To 5000 WattDokumen17 halamanPWM Power Inverter 250 To 5000 WattMolay Karmakar100% (1)
- 5496770-HTBARBC-Best Radiant Charging CircuitsDokumen12 halaman5496770-HTBARBC-Best Radiant Charging Circuitslightingfastno808Belum ada peringkat
- How To Make 250 To 5000 Watts PWM DC AC 220V Power InverterDokumen22 halamanHow To Make 250 To 5000 Watts PWM DC AC 220V Power Invertermaster chibuking100% (1)
- Lesson 2: Big Batteries: LARGE MOTORS CLASS (/class/Large-Motors-Class/)Dokumen6 halamanLesson 2: Big Batteries: LARGE MOTORS CLASS (/class/Large-Motors-Class/)Asif Wasi SiddiquiBelum ada peringkat
- Dentron MLA-2500 GI7B Modification Procedure 3Dokumen27 halamanDentron MLA-2500 GI7B Modification Procedure 3david bonilla pinoBelum ada peringkat
- A Linear Constant Current LED Lamp DimmerDokumen14 halamanA Linear Constant Current LED Lamp DimmerPatrocinio VazquezBelum ada peringkat
- 6V To 12V DC Converter CircuitsDokumen3 halaman6V To 12V DC Converter CircuitsCarloBelum ada peringkat
- Solar Panel Voltage Regulator: Schematic Diagram of My RegulatorDokumen3 halamanSolar Panel Voltage Regulator: Schematic Diagram of My Regulatorbogdy00733054Belum ada peringkat
- Virtual Ground CircuitsDokumen11 halamanVirtual Ground CircuitstekellamerZ aka tekellamerBelum ada peringkat
- Alternator Description and ServiceDokumen11 halamanAlternator Description and ServiceadillukBelum ada peringkat
- Mercury Battery ReplacementDokumen3 halamanMercury Battery ReplacementAntonio CompanyBelum ada peringkat
- 250 To 5000 Watts PWM DCDokumen10 halaman250 To 5000 Watts PWM DCmaster chibukingBelum ada peringkat
- Automatic Battery Charger CircuitDokumen10 halamanAutomatic Battery Charger CircuitNisar AhmedBelum ada peringkat
- Voltage Regulator For DC AlternatorsDokumen9 halamanVoltage Regulator For DC AlternatorsweakedsickBelum ada peringkat
- Replacing Electrolytic CapacitorsDokumen8 halamanReplacing Electrolytic CapacitorsBogdan NedelcuBelum ada peringkat
- SOL - CABLE - Practical Guide SizingDokumen2 halamanSOL - CABLE - Practical Guide SizingAdrian M FahriBelum ada peringkat
- Invertor ProjektDokumen13 halamanInvertor ProjektFlorim GashiBelum ada peringkat
- Solar PanelDokumen5 halamanSolar PanelAnand PurushothamanBelum ada peringkat
- 5KW PWMDokumen20 halaman5KW PWMmaster chibukingBelum ada peringkat
- Virtual Ground CircuitsDokumen11 halamanVirtual Ground CircuitsRahul DevaBelum ada peringkat
- 24V Battery Charger With SCRDokumen8 halaman24V Battery Charger With SCRluisBelum ada peringkat
- 4 Simple Transformerless Power Supply Circuits Explained - Homemade Circuit ProjectsDokumen24 halaman4 Simple Transformerless Power Supply Circuits Explained - Homemade Circuit ProjectsK. RAJA SEKARBelum ada peringkat
- How To Connect A Voltage Regulator in A CircuitDokumen3 halamanHow To Connect A Voltage Regulator in A CircuitRajBelum ada peringkat
- 12V 100ah Battery Charger Circuit - DIY Electronics ProjectsDokumen14 halaman12V 100ah Battery Charger Circuit - DIY Electronics ProjectsSudip MondalBelum ada peringkat
- DIY OFFGRID Guide To SolarDokumen6 halamanDIY OFFGRID Guide To SolarSteveSpenceBelum ada peringkat
- PreampDokumen35 halamanPreampJeronimo Amaral de CarvalhoBelum ada peringkat
- Charging System TestingDokumen16 halamanCharging System Testingrodrig15100% (1)
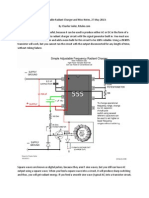
- New Adjustable Frequency Radiant Charger PDFDokumen5 halamanNew Adjustable Frequency Radiant Charger PDFlancerdoom1100% (6)
- Invertor 5000wattDokumen27 halamanInvertor 5000wattFlorinBelum ada peringkat
- Homemade Magnetic Amplifiers PDFDokumen8 halamanHomemade Magnetic Amplifiers PDFVjekoslav NovoselBelum ada peringkat
- Homemade Magnetic AmplifiersDokumen8 halamanHomemade Magnetic AmplifiersVjekoslav NovoselBelum ada peringkat
- LED LAMP CircuitsDokumen6 halamanLED LAMP Circuitsfehaan67% (3)
- Batery Minum VoltageDokumen3 halamanBatery Minum VoltageSunariaman MansyurdinBelum ada peringkat
- Battery ChargersDokumen8 halamanBattery ChargersRez HabloBelum ada peringkat
- Basics of BatteryDokumen6 halamanBasics of BatterysrisaitejaswiniBelum ada peringkat
- How To Build Radiant ChargersDokumen9 halamanHow To Build Radiant ChargersRed WarrantBelum ada peringkat
- Automatic 12V Lead Acid Battery ChargerDokumen10 halamanAutomatic 12V Lead Acid Battery ChargerRajib ChatterjeeBelum ada peringkat
- An Easy To Build and Operate Induction Generator: OK, What Is So Great About It?Dokumen0 halamanAn Easy To Build and Operate Induction Generator: OK, What Is So Great About It?Marìa Angélica GuerreiroBelum ada peringkat
- Homemade Magnetic AmplifiersDokumen7 halamanHomemade Magnetic Amplifiersmårten SundlingBelum ada peringkat
- 3 Faze ConverterDokumen22 halaman3 Faze ConverterCristi Chihaia100% (1)
- Adj VR HowToBuildDokumen6 halamanAdj VR HowToBuildDaniel SabolekBelum ada peringkat
- R - 11 - Robots Page 11Dokumen5 halamanR - 11 - Robots Page 11straf238Belum ada peringkat
- 440v 3 Phase Rotary Converter HelpDokumen5 halaman440v 3 Phase Rotary Converter HelpAhmed Boussoffara100% (1)
- Why Are Going For ? Different Types of Electricity Production - Advantages and Disadvantages of The Different Methods. ConclusionDokumen11 halamanWhy Are Going For ? Different Types of Electricity Production - Advantages and Disadvantages of The Different Methods. Conclusionsns0008Belum ada peringkat
- Marine Electrics Made Simple or How to Keep the Batteries ChargedDari EverandMarine Electrics Made Simple or How to Keep the Batteries ChargedBelum ada peringkat
- Boat Maintenance Companions: Electrics & Diesel Companions at SeaDari EverandBoat Maintenance Companions: Electrics & Diesel Companions at SeaBelum ada peringkat
- COMPLETE Letters of Petrus PeregrinusDokumen76 halamanCOMPLETE Letters of Petrus PeregrinusDan BeesonBelum ada peringkat
- CNCDokumen26 halamanCNCraschensBelum ada peringkat
- The Didactical ChallengeDokumen315 halamanThe Didactical ChallengeraschensBelum ada peringkat
- 16 KeplerDokumen11 halaman16 KeplerraschensBelum ada peringkat
- Tutorial Home EtchingDokumen5 halamanTutorial Home EtchingraschensBelum ada peringkat
- Embellishing Your Woodturning With Inlay TechniquesDokumen5 halamanEmbellishing Your Woodturning With Inlay TechniquesraschensBelum ada peringkat
- The Word Made Manifest Through Sacred GeometryDokumen384 halamanThe Word Made Manifest Through Sacred GeometryDerek Gerlach100% (15)
- Knowledge: ManualDokumen36 halamanKnowledge: ManualraschensBelum ada peringkat
- 16 KeplerDokumen11 halaman16 KeplerraschensBelum ada peringkat
- Cosmic Law - Patterns in The Universe by Dean BrownDokumen67 halamanCosmic Law - Patterns in The Universe by Dean BrownTaur100% (9)
- List of Brightest Stars: V Mag. (M) Bayer Designation Proper Name Distance (Ly) Spectral Class SimbadDokumen11 halamanList of Brightest Stars: V Mag. (M) Bayer Designation Proper Name Distance (Ly) Spectral Class SimbadraschensBelum ada peringkat
- Jennings - The Rosicrucians (4th Edition)Dokumen496 halamanJennings - The Rosicrucians (4th Edition)Celephaïs Press / Unspeakable Press (Leng)100% (14)
- Indian History, Vedas, Philosophy - MadurimaDokumen48 halamanIndian History, Vedas, Philosophy - MadurimaraschensBelum ada peringkat
- Harmonicsofevolu 01 HuntuoftDokumen488 halamanHarmonicsofevolu 01 HuntuoftraschensBelum ada peringkat
- The Path of KnowledgeDokumen36 halamanThe Path of Knowledgeraschens100% (1)
- Composition of The Human BodyDokumen6 halamanComposition of The Human BodyraschensBelum ada peringkat
- Auric Time Scale SpiralsDokumen12 halamanAuric Time Scale SpiralsraschensBelum ada peringkat
- Zenphoto Quick ReferenceDokumen1 halamanZenphoto Quick ReferenceraschensBelum ada peringkat
- Grade 3 Writing Adverbs ADokumen2 halamanGrade 3 Writing Adverbs ANevine El shendidyBelum ada peringkat
- Seed Lab SolutionDokumen11 halamanSeed Lab SolutionMalik ShahidBelum ada peringkat
- Eric Skalinder Resume 2009-07-27Dokumen1 halamanEric Skalinder Resume 2009-07-27eskalinderBelum ada peringkat
- BNI Vision April 2023 Roster BookDokumen16 halamanBNI Vision April 2023 Roster BookTushar MohiteBelum ada peringkat
- Italtrans Joan Lascorz Dakar 2024 ProposalDokumen16 halamanItaltrans Joan Lascorz Dakar 2024 ProposalHash PowerBelum ada peringkat
- Daftar Produk ECDokumen3 halamanDaftar Produk ECAris SucahyoBelum ada peringkat
- Linkedin Connections ExportDokumen393 halamanLinkedin Connections ExportPon KamaleshBelum ada peringkat
- (Suite 7) : Silvius Leopold WeissDokumen19 halaman(Suite 7) : Silvius Leopold Weissfabrigene0% (1)
- 4rth LectureDokumen10 halaman4rth LectureAHMED DARAJBelum ada peringkat
- 8th Grade Promotion LetterDokumen1 halaman8th Grade Promotion LetterHillcrest_Middle_SchoolBelum ada peringkat
- Canucks ScheduleDokumen1 halamanCanucks ScheduleJim MichauxBelum ada peringkat
- 35 Ways To Play Darts by IgnatgamesDokumen65 halaman35 Ways To Play Darts by IgnatgamesPaulius StasiulaitisBelum ada peringkat
- EF3e Uppint Filetest 07aDokumen4 halamanEF3e Uppint Filetest 07aViviana Ian50% (2)
- Latin Themes For Alto SaxophoneDokumen31 halamanLatin Themes For Alto SaxophoneGuchy de DeboBelum ada peringkat
- APPETIZERDokumen2 halamanAPPETIZERbengsBelum ada peringkat
- Paizoncon 2023 - Pathfinder Remastered Live Writeup!Dokumen11 halamanPaizoncon 2023 - Pathfinder Remastered Live Writeup!Wizard Level 1Belum ada peringkat
- Active Voice Passive Voic 2796896Dokumen25 halamanActive Voice Passive Voic 2796896cristhianjosevelascoBelum ada peringkat
- Lesson Plan in Contemporary Philippine ADokumen68 halamanLesson Plan in Contemporary Philippine ARonald EstrellaBelum ada peringkat
- Dragonix - Character Options, Talents IIIDokumen95 halamanDragonix - Character Options, Talents IIIGuilherme Custódio Rezende75% (4)
- Looot ENDokumen8 halamanLooot ENnataliaBelum ada peringkat
- PanelDokumen1 halamanPanelsr cBelum ada peringkat
- Weichai Wp6g125e23Dokumen64 halamanWeichai Wp6g125e23Maria PazBelum ada peringkat
- TFA Lockdown InstructionsDokumen1 halamanTFA Lockdown Instructionsapi-3839215Belum ada peringkat
- Aymestrey Magazine IndexDokumen4 halamanAymestrey Magazine IndexDes KnoxBelum ada peringkat
- Digital Stepper Drive CW250: DescriptionsDokumen7 halamanDigital Stepper Drive CW250: DescriptionsDavid MartinezBelum ada peringkat
- YA3 TRM ListeningDokumen15 halamanYA3 TRM Listeningema_mirela88Belum ada peringkat
- Product Marketing ManagerDokumen2 halamanProduct Marketing ManagerivanBelum ada peringkat
- Modulo 2 Ano de InglêsDokumen64 halamanModulo 2 Ano de InglêsLaíssa NovaisBelum ada peringkat
- Exercises 2 Expressing PreferencesDokumen1 halamanExercises 2 Expressing PreferencesMaría Fuentes67% (9)