Anda mungkin juga menyukai
- Electrolux EW23BC71IS0 Refrigerator Tech SheetDokumen2 halamanElectrolux EW23BC71IS0 Refrigerator Tech SheetEdison EspinalBelum ada peringkat
- Pump SpecificationDokumen6 halamanPump SpecificationPrabha KaranBelum ada peringkat
- What Is Stellite SteelDokumen11 halamanWhat Is Stellite SteelRathnakrajaBelum ada peringkat
- Casing Material Selection & Corrosion GuidelinesDokumen23 halamanCasing Material Selection & Corrosion Guidelinesachmaddach100% (4)
- Concrete Hinge History and UsesDokumen22 halamanConcrete Hinge History and Useslamkinpark3373Belum ada peringkat
- Shop Fabrication Inspection: 1 Material Receiving Inspection ReportDokumen7 halamanShop Fabrication Inspection: 1 Material Receiving Inspection ReportManoj PrabakaranBelum ada peringkat
- 3LPP Three Layer Polypropylene CoatingDokumen3 halaman3LPP Three Layer Polypropylene CoatingCarlos Maldonado SalazarBelum ada peringkat
- Stub Onin ConnectionsDokumen4 halamanStub Onin ConnectionsMehman NasibovBelum ada peringkat
- Jumbo structural hollow sections technical data and specificationsDokumen8 halamanJumbo structural hollow sections technical data and specificationsalextentwentyBelum ada peringkat
- Manual of Economic Analysis of Chemical ProcessesDokumen478 halamanManual of Economic Analysis of Chemical Processesachmaddach100% (5)
- Boq - Fencing EstimateDokumen2 halamanBoq - Fencing EstimateAugustine Believe100% (3)
- Piping Study - HomeDokumen5 halamanPiping Study - HomeshantilalBelum ada peringkat
- BP Guidelines 99Dokumen11 halamanBP Guidelines 99achmaddachBelum ada peringkat
- Shell Corrosion Under InsulationDokumen16 halamanShell Corrosion Under InsulationDavide CongiuBelum ada peringkat
- ST Stainless CatalogueDokumen71 halamanST Stainless CatalogueBenjamin RattharojthakunBelum ada peringkat
- Rate AnalysisDokumen3 halamanRate AnalysisNiranjan Shrestha83% (12)
- Calculation Desk BookDokumen145 halamanCalculation Desk Bookachmaddach100% (2)
- Why PurgeDokumen4 halamanWhy PurgeNorman MoralesBelum ada peringkat
- Reinforcing Details for Skewed and Angled Box CulvertsDokumen1 halamanReinforcing Details for Skewed and Angled Box Culvertsarif_rubin83% (6)
- Railway Steel Grade PDFDokumen4 halamanRailway Steel Grade PDFv4lkr3yBelum ada peringkat
- ICC Model of Turnkey ContractDokumen6 halamanICC Model of Turnkey ContractachmaddachBelum ada peringkat
- Guide To Prepare WPQR According To Asme Section IxDokumen5 halamanGuide To Prepare WPQR According To Asme Section IxHoque AnamulBelum ada peringkat
- Inspection and Test Plan For Shell and Tube Heat ExchangerDokumen2 halamanInspection and Test Plan For Shell and Tube Heat Exchangeralokbdas100% (1)
- Solvalitt Colour CardDokumen2 halamanSolvalitt Colour CardAli Straw HatBelum ada peringkat
- API Repair ProcedureDokumen1 halamanAPI Repair ProcedurejacquesmayolBelum ada peringkat
- Managing Projects in BP AmocoDokumen242 halamanManaging Projects in BP Amocoachmaddach100% (5)
- Erosion GuidelinesDokumen33 halamanErosion Guidelinesachmaddach100% (2)
- Erosion GuidelinesDokumen33 halamanErosion Guidelinesachmaddach100% (2)
- Erosion GuidelinesDokumen33 halamanErosion Guidelinesachmaddach100% (2)
- Shell and Tube Heat Exchanger TPIDokumen9 halamanShell and Tube Heat Exchanger TPIpstechnical_43312697Belum ada peringkat
- What Is The ASME U StampDokumen2 halamanWhat Is The ASME U StampNakkolopBelum ada peringkat
- Anchoring of Monolithic Refractories - UkDokumen9 halamanAnchoring of Monolithic Refractories - Ukantoniorossini100% (1)
- Boiler Tube FailureDokumen7 halamanBoiler Tube FailureBhupendra GobadeBelum ada peringkat
- MM MM - 15 15 - 015: 015: MM MM - 15 15 - 015: 015:: Heat Treatment Heat Treatment Heat Treatment Heat TreatmentDokumen395 halamanMM MM - 15 15 - 015: 015: MM MM - 15 15 - 015: 015:: Heat Treatment Heat Treatment Heat Treatment Heat TreatmentShuvoVattBelum ada peringkat
- Indian Standard: Carbon Steel Castings For General Engineering Purposes - SpecificationDokumen8 halamanIndian Standard: Carbon Steel Castings For General Engineering Purposes - SpecificationchepurthiBelum ada peringkat
- ValvesDokumen3 halamanValveshummingbird4uBelum ada peringkat
- Asme Interpre Sec Vii D 1Dokumen60 halamanAsme Interpre Sec Vii D 1Mayrita Nicol Aranibar TiconaBelum ada peringkat
- Wrapping MethodDokumen5 halamanWrapping Methodnnuek67% (3)
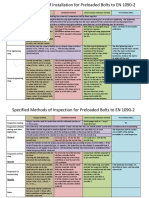
- Methods of Installation & Inspection To en 1090 2-1412867019Dokumen2 halamanMethods of Installation & Inspection To en 1090 2-1412867019yatinBelum ada peringkat
- ASME B31.3-2016 Postweld Heat Treatment TableDokumen1 halamanASME B31.3-2016 Postweld Heat Treatment TableSumner TingBelum ada peringkat
- Insulation Product Selection Made SimpleDokumen6 halamanInsulation Product Selection Made SimplePeter_K2Belum ada peringkat
- The NEW Company ProfileDokumen26 halamanThe NEW Company ProfilewisandhaBelum ada peringkat
- PMT Raw Material Cutting Request FormDokumen1 halamanPMT Raw Material Cutting Request FormAMIT SHAHBelum ada peringkat
- Pengantar Dfki Pipa: Ediman Hotman Ir. MMBAT., DPL - SMDokumen15 halamanPengantar Dfki Pipa: Ediman Hotman Ir. MMBAT., DPL - SMMulYadi100% (1)
- GREDokumen12 halamanGREadvis79Belum ada peringkat
- Problems Reliability PDFDokumen2 halamanProblems Reliability PDFmanasaavvaruBelum ada peringkat
- Offer For Kiln Tyre Crack Repair - DroliaDokumen5 halamanOffer For Kiln Tyre Crack Repair - DroliaNapoleon Das100% (1)
- Boroscope InspectiónDokumen14 halamanBoroscope InspectiónXiomara Hurtado FloresBelum ada peringkat
- Tank Case StudyDokumen2 halamanTank Case Studykaryantoherlambang100% (1)
- Smeda Oil Distillaiton UnitDokumen21 halamanSmeda Oil Distillaiton UnitHaseeb A ChaudhryBelum ada peringkat
- Attachment #4 - Inspection Test Plan ITP - Line Pipes CoatingDokumen7 halamanAttachment #4 - Inspection Test Plan ITP - Line Pipes CoatingLarry UbuBelum ada peringkat
- Water TreatmentDokumen16 halamanWater TreatmentReinaldo Steven100% (1)
- PC 2569 Apcomin Industrial Rozc PrimerDokumen3 halamanPC 2569 Apcomin Industrial Rozc PrimerAshishKumar RavalBelum ada peringkat
- PIGGING General BrochureDokumen4 halamanPIGGING General BrochureGohilakrishnan ThiagarajanBelum ada peringkat
- Steam TrapDokumen2 halamanSteam TrapJozsef MagyariBelum ada peringkat
- Dal Mill ConstructionDokumen20 halamanDal Mill ConstructionnymphetBelum ada peringkat
- Nace Table 3Dokumen2 halamanNace Table 3gana_1783100% (1)
- Hydrostatic Test ProcedureDokumen7 halamanHydrostatic Test Procedurelaleye_olumideBelum ada peringkat
- Wenzhou Bangcheng Grain and Oil Machinery Co.,Ltd: 20T/D Soybean & Sunflower Oil Full Continuous Refinery Plant QuotationDokumen3 halamanWenzhou Bangcheng Grain and Oil Machinery Co.,Ltd: 20T/D Soybean & Sunflower Oil Full Continuous Refinery Plant QuotationMuhammad aliBelum ada peringkat
- Class Test 4 & 5 Cams - Gears - Assignment Questions KomDokumen10 halamanClass Test 4 & 5 Cams - Gears - Assignment Questions KomVenkateswar Reddy MallepallyBelum ada peringkat
- Asme Ix Int Vol26Dokumen17 halamanAsme Ix Int Vol26Julio CastilhosBelum ada peringkat
- GUIDE TO WELDING CONSUMABLES FOR MAG, MANUAL, AND SAW PROCESSESDokumen3 halamanGUIDE TO WELDING CONSUMABLES FOR MAG, MANUAL, AND SAW PROCESSESSun SunBelum ada peringkat
- NDT ReportDokumen14 halamanNDT ReportEric Doctore KrageBelum ada peringkat
- SS Pipe Welding ProcedureDokumen5 halamanSS Pipe Welding Procedureamit rajputBelum ada peringkat
- 30TPD Wheat Flour Plant ProposalDokumen34 halaman30TPD Wheat Flour Plant Proposalसंदीप योगेन्द्र शर्माBelum ada peringkat
- API 570 Pipeline Inspection PDFDokumen1 halamanAPI 570 Pipeline Inspection PDFKhalidMoutarajiBelum ada peringkat
- A 106 GR BDokumen3 halamanA 106 GR BEzequiel CeccarelliBelum ada peringkat
- Monitoring Lead-Acid Batteries in Coal Mines with Thermal ImagingDokumen17 halamanMonitoring Lead-Acid Batteries in Coal Mines with Thermal ImagingBenBelum ada peringkat
- Resume SenaDokumen4 halamanResume SenasenathibathiBelum ada peringkat
- Static Equipment in Oil and Gas IndustryDokumen93 halamanStatic Equipment in Oil and Gas IndustryRaghavanBelum ada peringkat
- Topside Inspection Procedure for Pressure VesselDokumen54 halamanTopside Inspection Procedure for Pressure VesselIksan Adityo Mulyo100% (1)
- Manufacturing Quality Plan For Tank: FGD Sysyem, 2X550 MW TpsDokumen4 halamanManufacturing Quality Plan For Tank: FGD Sysyem, 2X550 MW TpsBhanu Pratap ChoudhuryBelum ada peringkat
- Inspection of CastingDokumen23 halamanInspection of CastingRaghu SanthBelum ada peringkat
- 01129468Dokumen4 halaman01129468bonnicoBelum ada peringkat
- SANS EN 14399 BOLTING ASSEMBLIESDokumen4 halamanSANS EN 14399 BOLTING ASSEMBLIESClaudioDuarteBelum ada peringkat
- AIChe Paper 73a Improve Bolted Joint Reliability PaperDokumen10 halamanAIChe Paper 73a Improve Bolted Joint Reliability PaperCostynhaBelum ada peringkat
- Thousand Tower & Sendai MTDokumen7 halamanThousand Tower & Sendai MTAnastasia YesicaBelum ada peringkat
- Thermodynamics-I: Fall 2019Dokumen11 halamanThermodynamics-I: Fall 2019muhammad umairBelum ada peringkat
- Flomatic Price-List-2022Dokumen40 halamanFlomatic Price-List-2022Esteban Barboza RiveraBelum ada peringkat
- S MB Bearing CatalogueDokumen104 halamanS MB Bearing Cataloguefog900Belum ada peringkat
- Application of Concrete Filled Steel Tubular Arch Bridges and Study On Ultimate. Load-Carrying Capacity PDFDokumen15 halamanApplication of Concrete Filled Steel Tubular Arch Bridges and Study On Ultimate. Load-Carrying Capacity PDFTDNBelum ada peringkat
- Docslide - Us - Aeb 9901 Engine Coolant Performance SpecificationsDokumen44 halamanDocslide - Us - Aeb 9901 Engine Coolant Performance SpecificationsalvaroleivazBelum ada peringkat
- Plate Freezer Performance.Dokumen4 halamanPlate Freezer Performance.Behnam AshouriBelum ada peringkat
- General Duty Valves For Plumbing Piping PDFDokumen12 halamanGeneral Duty Valves For Plumbing Piping PDFfatima tanjutcoBelum ada peringkat
- Shalabny Buonocore - 2022 APSUSDokumen9 halamanShalabny Buonocore - 2022 APSUSFrankie GoodheartBelum ada peringkat
- Protective Concrete Coating GuideDokumen3 halamanProtective Concrete Coating GuideTori SmallBelum ada peringkat
- Operating Instructions Indesit BAN 12 NF SDokumen12 halamanOperating Instructions Indesit BAN 12 NF Scinefil70Belum ada peringkat
- Course:: Heating Ventilation & Air-Conditioning (ME 326)Dokumen45 halamanCourse:: Heating Ventilation & Air-Conditioning (ME 326)Muhammad OsamaBelum ada peringkat
- Chint Price List Wallswitch v2Dokumen15 halamanChint Price List Wallswitch v2widodoBelum ada peringkat
- DIN-1092 Steel Flanges PN Standards DimensionsDokumen4 halamanDIN-1092 Steel Flanges PN Standards DimensionsfitiranBelum ada peringkat
- Plan Set Example Box Culvert 20skewDokumen15 halamanPlan Set Example Box Culvert 20skewBhupender SinghBelum ada peringkat
- Bloque de DistribuciónDokumen10 halamanBloque de DistribuciónRoberto ArpBelum ada peringkat
- Microstructures and Mechanical Properties of Cold Rolled Mg-8Li andDokumen5 halamanMicrostructures and Mechanical Properties of Cold Rolled Mg-8Li andVidya me20d015Belum ada peringkat
- Appendix Chemical Engineering 34Dokumen154 halamanAppendix Chemical Engineering 34JAGATHA NAGESWARA RAOBelum ada peringkat
- Final Report Task1Dokumen111 halamanFinal Report Task1Dejan KolarecBelum ada peringkat
- Troubleshooting and Prevention of Cracking in Induction Hardening of Steels - Lessons Learned Part 2Dokumen8 halamanTroubleshooting and Prevention of Cracking in Induction Hardening of Steels - Lessons Learned Part 2Rajesh GBelum ada peringkat
- Decor DepoDokumen19 halamanDecor Depokh 9Belum ada peringkat
- Fencing With Metal Posts: Fast and Easy PrivacyDokumen2 halamanFencing With Metal Posts: Fast and Easy Privacyjaelani sidikBelum ada peringkat
- Erection Material List JGS320Dokumen2 halamanErection Material List JGS320Rashid Mahmood JaatBelum ada peringkat