Anda mungkin juga menyukai
- Klemmenkasten-+-383303 EN PDBDokumen3 halamanKlemmenkasten-+-383303 EN PDBshaonaaBelum ada peringkat
- Iom CoDokumen41 halamanIom CoshaonaaBelum ada peringkat
- Controls IQ Range-E861Dokumen44 halamanControls IQ Range-E861Juan ValecillosBelum ada peringkat
- Datasheet 3SE5162Dokumen3 halamanDatasheet 3SE5162shaonaaBelum ada peringkat
- Valve Magzine Force and Direction Controls For Valve ActuatorsDokumen3 halamanValve Magzine Force and Direction Controls For Valve ActuatorsshaonaaBelum ada peringkat
- Iom SC-VDokumen53 halamanIom SC-VshaonaaBelum ada peringkat
- Luftfilter-+-404671 EN BADokumen5 halamanLuftfilter-+-404671 EN BAshaonaaBelum ada peringkat
- Ex Essential Explosion Protection Rstahl B enDokumen56 halamanEx Essential Explosion Protection Rstahl B enshaonaaBelum ada peringkat
- Charles Mendel-Spanish Short Stories For BeginnersDokumen79 halamanCharles Mendel-Spanish Short Stories For BeginnersMicheal Goodman100% (6)
- SBU Micro-Switch 07-2017 enDokumen3 halamanSBU Micro-Switch 07-2017 enshaonaaBelum ada peringkat
- ASCO Solenoid Engineering SpecsDokumen26 halamanASCO Solenoid Engineering SpecsviruspoolBelum ada peringkat
- Sqex 05.2 - Sqex 14.2 Auma Norm: Technical Data Part-Turn Actuators For Open-Close Duty With 1-Phase Ac MotorsDokumen4 halamanSqex 05.2 - Sqex 14.2 Auma Norm: Technical Data Part-Turn Actuators For Open-Close Duty With 1-Phase Ac MotorsshaonaaBelum ada peringkat
- Inspection and Test Plan For Pressure Safety Valve PDFDokumen3 halamanInspection and Test Plan For Pressure Safety Valve PDFsherviny100% (3)
- BS 6990Dokumen28 halamanBS 6990E Hammam El MissiryBelum ada peringkat
- Creative Time - Manage The Mundane - Create The ExtraordinaryDokumen32 halamanCreative Time - Manage The Mundane - Create The ExtraordinarySolomon100% (3)
- Switch Box Sbu Switch Box Sbu: Technical DataDokumen3 halamanSwitch Box Sbu Switch Box Sbu: Technical DatashaonaaBelum ada peringkat
- En bf880 PDFDokumen1 halamanEn bf880 PDFshaonaaBelum ada peringkat
- DDokumen47 halamanDshaonaaBelum ada peringkat
- Is 1200 - 17-1985Dokumen11 halamanIs 1200 - 17-1985parvezBelum ada peringkat
- BellowsSealedGlobeValvesType11 9DINPN40ButtweldEndsDokumen4 halamanBellowsSealedGlobeValvesType11 9DINPN40ButtweldEndsAnkit GandhiBelum ada peringkat
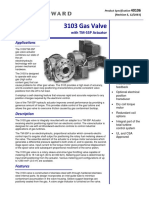
- 3103 Gas Valve: ApplicationsDokumen4 halaman3103 Gas Valve: ApplicationsshaonaaBelum ada peringkat
- XLB Brochure Americas PDFDokumen8 halamanXLB Brochure Americas PDFshaonaaBelum ada peringkat
- Defining WOG TBDokumen2 halamanDefining WOG TBJavier Caamaño VillafañeBelum ada peringkat
- Is:2386 1Dokumen22 halamanIs:2386 1Ramesh0% (1)
- Is 383 Specification For Coarse and Fine Aggregates From Nat.180180049Dokumen21 halamanIs 383 Specification For Coarse and Fine Aggregates From Nat.180180049love9Belum ada peringkat
- Construction of Stone Masonry-Code of Practice: Indian StandardDokumen8 halamanConstruction of Stone Masonry-Code of Practice: Indian Standardsaifullah629Belum ada peringkat
- 806Dokumen21 halaman806ajay_4811Belum ada peringkat
- 1725Dokumen10 halaman1725Er Ravinder Reddy DevireddyBelum ada peringkat
- Indian Standard: Specification FOR Single Faced Sluice Gates (200 To 1200 MM Size.)Dokumen25 halamanIndian Standard: Specification FOR Single Faced Sluice Gates (200 To 1200 MM Size.)gpskumar22Belum ada peringkat
- Hot WorkDokumen20 halamanHot WorkmarceloBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- An Introduction To Computer ArchitectureDokumen59 halamanAn Introduction To Computer Architecturekhaled mahmudBelum ada peringkat
- Some Best Questions On TrigonometryDokumen4 halamanSome Best Questions On TrigonometryRaghav MadanBelum ada peringkat
- KEIYU NDT Ultrasonic TransducerDokumen6 halamanKEIYU NDT Ultrasonic TransducersrgokuBelum ada peringkat
- ALL-CIVIL ENGINEERING - S3 - 2019-Scheme-Syllabus - Ktu StuDokumen67 halamanALL-CIVIL ENGINEERING - S3 - 2019-Scheme-Syllabus - Ktu StuMeghaBelum ada peringkat
- MODULE 0 CPE105 Review On StatisticsDokumen12 halamanMODULE 0 CPE105 Review On StatisticsKishiane Ysabelle L. CabaticBelum ada peringkat
- Penlon-Paragon AV-S-Ventilator - User ManualDokumen72 halamanPenlon-Paragon AV-S-Ventilator - User Manualrkillian44Belum ada peringkat
- REVIEW TASK 1 - Capitalization, Punctuation, Fragments, Run-On Sentences and Subject & Verb Agreement Review (-1Dokumen2 halamanREVIEW TASK 1 - Capitalization, Punctuation, Fragments, Run-On Sentences and Subject & Verb Agreement Review (-1Johao DoradoBelum ada peringkat
- Poly MobilDokumen49 halamanPoly MobilPham Thanh HUng0% (1)
- Click125 82K60H30Y 0Dokumen169 halamanClick125 82K60H30Y 0yeoj manaBelum ada peringkat
- AHU ControlDokumen30 halamanAHU Controlvn_hung3137Belum ada peringkat
- Vertical Motion Under GravityDokumen1 halamanVertical Motion Under GravityKeshari ChoudharyBelum ada peringkat
- On The Coupling of Mechanics With Bioelectricity and Its Role in MorphogenesisDokumen12 halamanOn The Coupling of Mechanics With Bioelectricity and Its Role in MorphogenesisVishvendraBelum ada peringkat
- Curves ExDokumen23 halamanCurves ExSuciu FlorinBelum ada peringkat
- CFD Simulation of NACA Airfoilsat Various Angles of AttackDokumen12 halamanCFD Simulation of NACA Airfoilsat Various Angles of AttackdaifrahunaBelum ada peringkat
- Editing Controls Object Editing Controls: Alt + Alt + Alt + Alt +Dokumen1 halamanEditing Controls Object Editing Controls: Alt + Alt + Alt + Alt +tynianBelum ada peringkat
- Act MCQDokumen10 halamanAct MCQKARTHICKBelum ada peringkat
- Matlab Manual1Dokumen25 halamanMatlab Manual1Richard BrooksBelum ada peringkat
- v12 CompletDokumen226 halamanv12 CompletLidetu AbebeBelum ada peringkat
- Center of Biomedical Engineering Medical Radiation Physics (Phys-2223)Dokumen6 halamanCenter of Biomedical Engineering Medical Radiation Physics (Phys-2223)Sador YonasBelum ada peringkat
- Availability and ReachabilityDokumen1 halamanAvailability and ReachabilityAndre Syah FahmiBelum ada peringkat
- Manual EOS UtilityDokumen122 halamanManual EOS Utilityjaimegarcia20Belum ada peringkat
- Gauss Contest: Grade 7Dokumen4 halamanGauss Contest: Grade 7irwan syahBelum ada peringkat
- ASC - Chap 1-3 - v2013Dokumen13 halamanASC - Chap 1-3 - v2013Tu vu vanBelum ada peringkat
- AN000042 SERCOS Troubleshooting Guide - ApplicationNote - En-Us - Revision1Dokumen14 halamanAN000042 SERCOS Troubleshooting Guide - ApplicationNote - En-Us - Revision1uongquocvuBelum ada peringkat
- Rohaizat JMCWM10.1007 - s10163 017 0672 7Dokumen10 halamanRohaizat JMCWM10.1007 - s10163 017 0672 7Hadi Iz'aanBelum ada peringkat
- Fan Laws: Table 1 Fan Laws Parameters Variable ‘n' Speed Variable ‘ρ' Density Variable ‘d' Impeller Diameter p Q PpowDokumen3 halamanFan Laws: Table 1 Fan Laws Parameters Variable ‘n' Speed Variable ‘ρ' Density Variable ‘d' Impeller Diameter p Q Ppowgeetikag_23Belum ada peringkat
- Chapter 2 - FIR Filters - Digital Filter Design - Mikroelektronika PDFDokumen114 halamanChapter 2 - FIR Filters - Digital Filter Design - Mikroelektronika PDFAnimesh NagrareBelum ada peringkat
- Chapter 1-Part 1: Half-Wave RectifiersDokumen50 halamanChapter 1-Part 1: Half-Wave RectifiersWeehao SiowBelum ada peringkat
- ASTM F152 Gaskets Tension TestingDokumen3 halamanASTM F152 Gaskets Tension TestingDieguitoOmarMoralesBelum ada peringkat
- WPS For Different Materail by BhelDokumen176 halamanWPS For Different Materail by Bhelsaisssms911691% (46)